Предлагаемое изобретение относится к восстановлению профиля бывших в эксплуатации железнодорожных колес, на которых в процессе эксплуатации образовались термомеханические дефекты в виде наваров1и ползунов2 (1 Навар - термомеханическое повреждение материала колеса, которое характеризуется образованием на поверхности катания колеса чередующихся сдвигов металла U-образной формы. Возникает при юзе и проскальзывании колеса по рельсу, сопровождающимися интенсивной пластической деформацией в условиях схватывания и приводящим к закалке зон металла. Наибольшая деформация наблюдается визуально в виде наслоений и трещин металла U-образной формы в направлении скольжения. Слой навара имеет высокую до HV 900 твердость. (2 Ползун - локальная площадка износа колеса вследствие юза колеса. Закалочные структуры металла в районе ползуна достигают твердости HV 920).
Наиболее близким к заявляемому решению является способ [Богданов А.Ф., Чурсин В. Г. Эксплуатация и ремонт колесных пар вагонов. - М.: Транспорт, 1985] , включающий в себя перемещение срезаемого объема материала профильной части колеса относительно режущей кромки инструмента путем вращения колесной пары вокруг своей оси. Примерами такой обработки является обработка колесных пар вагонов и локомотивов с выкаткой либо без выкатки. Обработка без выкатки характерна для обработки колес локомотивов специальными устройствами со специальным режущим инструментом. Обработка с выкаткой предполагает съем колесной пары с вагона, ее установку на металлорежущий станок (например, токарные станки серии UBB-112 и КЗТС) и обработку за счет вращения колесной пары вокруг своей оси с перемещением режущего инструмента по траектории, заданной копиром, соответствующим профильной части колеса. В силу значительной дефектности бывших в эксплуатации колес обработка ведется со значительными (6-14 мм) глубинами резания. Недостатком решения является то, что в моменты обработки (срезания) наваров и ползунов возникают значительные нагрузки, приводящие к сколу и поломке режущего инструмента, к снижению ресурса станка из-за значительных деформаций его узлов, к снижению качества обработанной поверхности колеса.
Техническим результатом заявляемого способа является повышение ресурса работы инструмента, используемого при обработке колеса с дефектами в виде наваров и ползунов.
Технический результат достигается за счет оптимизации условий резания путем обеспечения такого направления перемещения срезаемого объема металла относительно режущей кромки (или кромок) инструмента, которое совпадает с направлением пластической деформации (текстуры) металла колеса в процессе формирования дефекта (то есть направление вращения колеса при токарной обработке его профиля противоположно направлению вращения колеса в процессе его эксплуатации до момента формирования термомеханического дефекта).
Таким образом, заявляемый способ, как и прототип, включает в себя перемещение срезаемого объема материала профильной части колеса относительно режущей кромки инструмента, например, путем вращения колесной пары вокруг своей оси и перемещения инструмента.
Однако заявляемый способ отличается тем, что предварительно выявляют на профильной части колеса наличие термомеханического дефекта (дефектов) в виде навара или ползуна с видимыми дугообразными трещинами и/или наплывами металла, по ним определяют направление вращения колеса до момента формирования дефекта при юзе колеса по рельсу, устанавливают колесную пару на обрабатывающий станок так, чтобы направление вращения колесной пары на станке, обеспечивающее указанное перемещение срезаемого объема металла относительно режущей кромки инструмента, было противоположно направлению вращения колеса до момента формирования дефекта.
На фиг. 1 показано устройство колесной пары; на фиг.2 и 3 - фотография шлифов металла из дефектной зоны колеса; на фиг.4 - схема срезания дефекта по заявляемому способу; на фиг.5 - характер изменения величин отжатий суппорта станка при обработке колеса.
Обоснование заявляемого способа
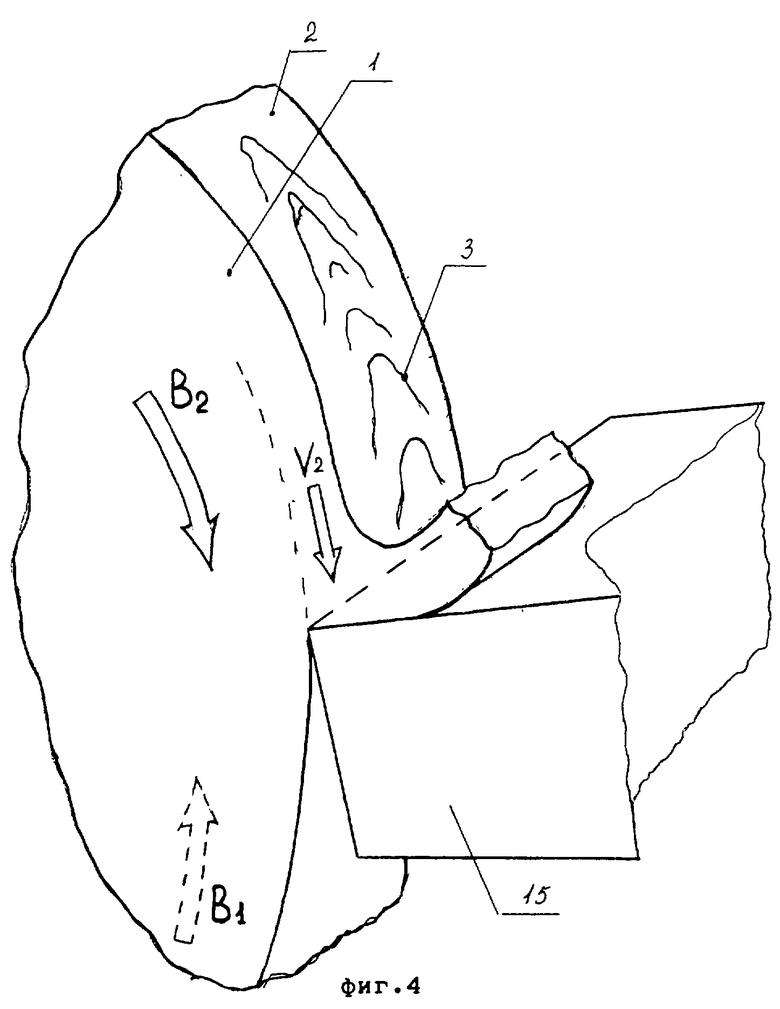
В процессе эксплуатации железнодорожных колесных пар 1 на поверхностях катания 2 колес формируются навары 3 и ползуны 4. Это дефекты термомеханического происхождения. Они формируются в процессе юза колеса по рельсу при торможении. U-образная (дугообразная) форма трещин и наплывов металла на этих дефектов свидетельствует о направлении вращения В1 колеса в момент, предшествующий торможению, а именно колесо вращалось в том направлении, куда обращена кривизна трещин.
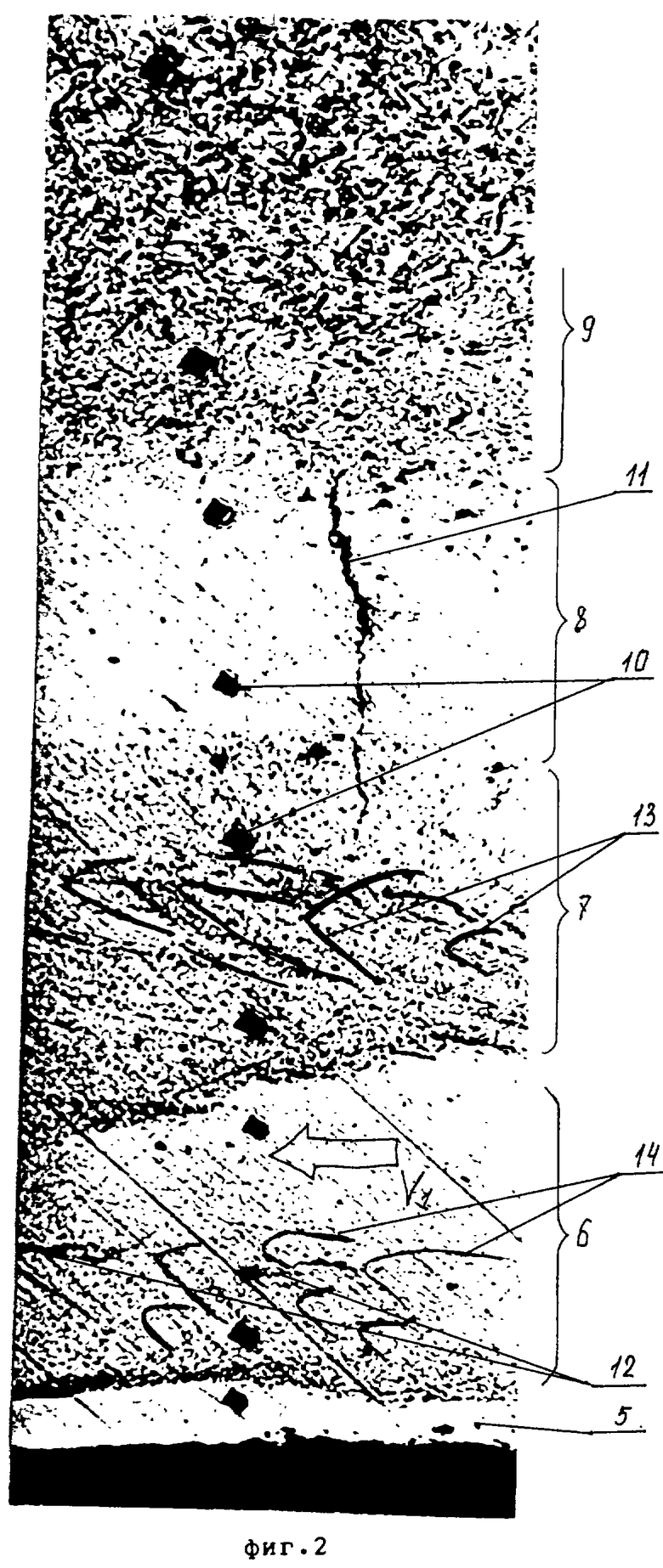
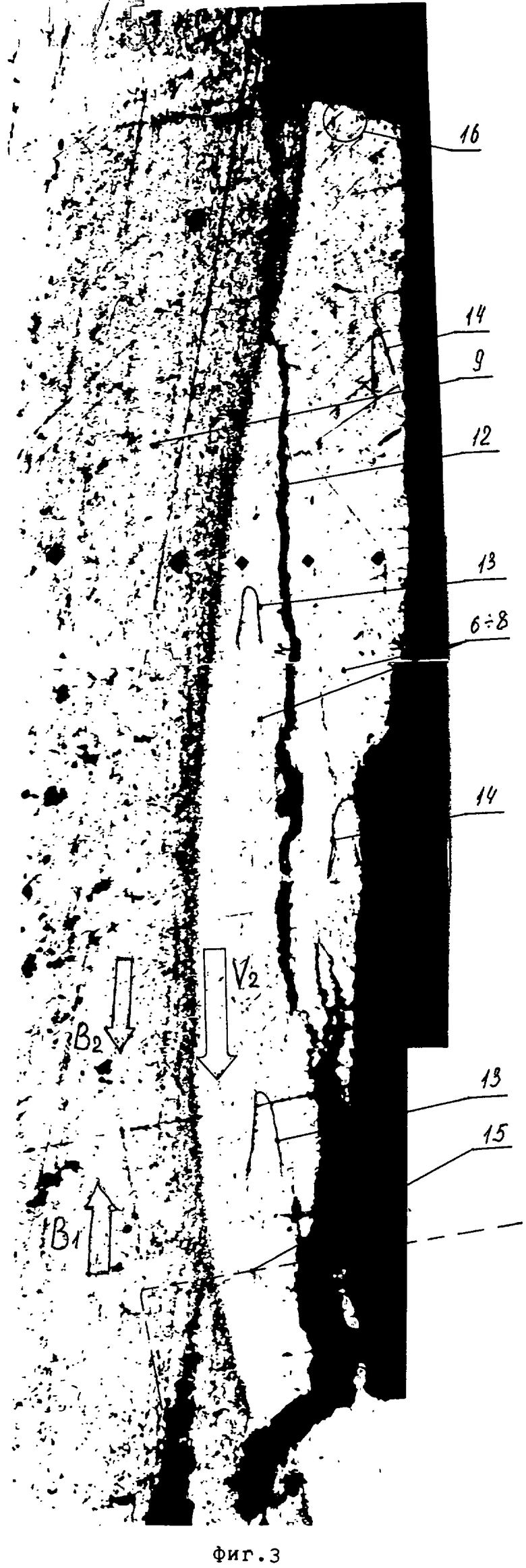
Исследование шлифов образцов, вырезанных с таких колес, показало, что в поверхностном слое металла колеса наблюдаются следующие зоны: наклепанный слой 5; отбеленный слой 6; слой 7 с мартенситными превращениями; термически активированный слой 8; слой 9 с исходным состоянием металла. В процессе восстановления колес, например, путем токарной обработки с поверхности катания срезается металл такой толщины, чтобы слои 5-8 отсутствовали. Эти слои обладают различной твердостью (10 - отпечатки индентора при измерении микротвердости). В них имеются поперечные трещины 11, продольные разрывы 12 сплошности и направленная текстура 13 и 14 сдвигов металла в процессе юза. Срезание дефектных слоев металла требует высокой прочности режущего инструмента 15. Наличие термомеханических дефектов типа наваров и ползунов ведет к резкому росту сил резания, приводящему к сколу инструмента, чрезмерным деформациям узлов станка и ухудшению качества обработки. Для облегчения условий срезания таких дефектов снижают скорость резания и подачу инструмента (для чего встраивают следящие системы) либо производят предварительный отпуск обрабатываемой поверхности.
Согласно предлагаемому способу колесо необходимо ориентировать относительно режущего инструмента 15 так, чтобы направление деформации V1 металла в момент формирования дефекта совпадало с направлением перемещения V2 срезаемого слоя относительно режущего инструмента. Это снижает силы резания и позволяет достичь технического результата. Объяснения этому очевидны (обработка по направлению прокатки или волочения или навстречу, попутное или встречное фрезерование). Так, например, если бы на фиг.3 направление V2 было бы противоположным, то наличие наплыва 16 привело бы к поломке инструмента 15 (имеют место случаи поломки 2-5 резцов на одном наваре), в то время как при указанном направлении вращения В2 колеса прирост сил резания значительно меньше.
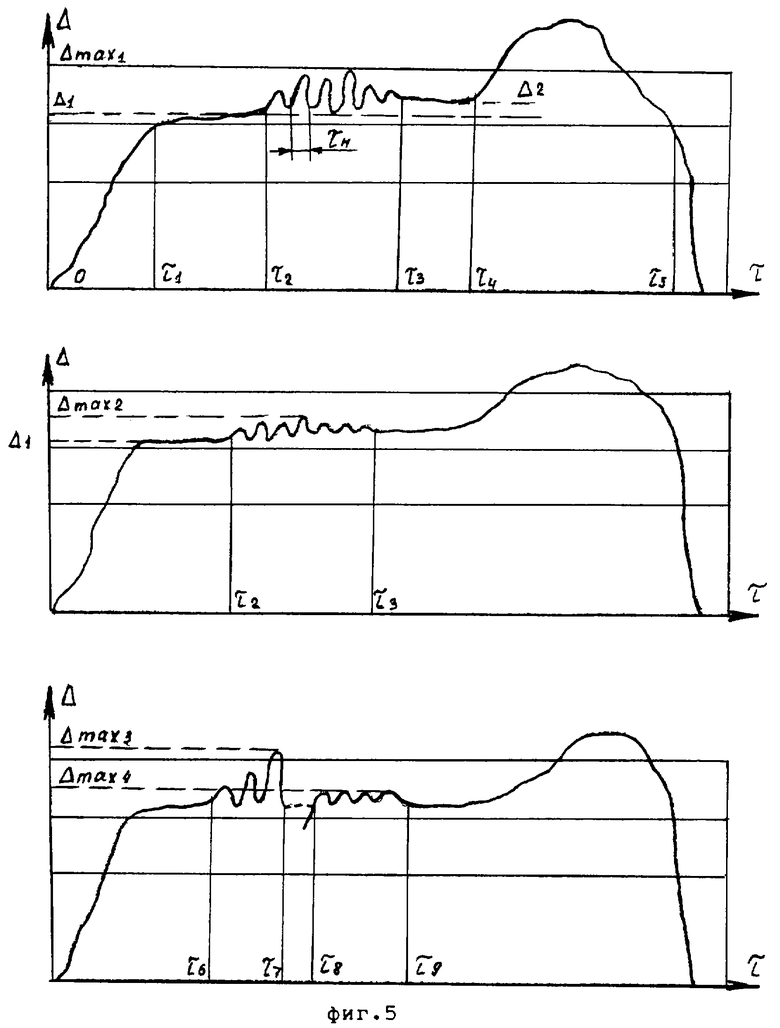
Пример 1 реализации способа. Отбирали колесную пару, у которой левое и правое колесо имели бы одинаковые (сопоставимые) термомеханические повреждения. Устанавливали колесную пару на станок так, чтобы при обработке левого колеса навары были направлены при резании навстречу режущему инструменту (то есть устанавливали не так, как требует заявляемый способ). Задавали колесу вращение, инструменту - подачу, то есть начинали обработку. Регистрировали (измеряли по микрометру) величину отжатия Δ суппорта (максимальное значение за каждый оборот колеса). После врезания 0-τ1 инструмента достигался некоторый Δ1 уровень отжатий (соответсвенно - величина силы резания). В момент τ2 начиналось взаимодействие инструмента с материалом навара, приводящее к росту отжатий. Периодический характер изменения отжатий связан с началом врезания инструмента в навар и выходом (τн) инструмента из навара при каждом обороте колеса. Весь навар был удален за время τ2-τ3 обработки. Затем вновь отмечался участок τ3-τ4 стабильных отжатий, их плавный рост в процессе обработки τ4-τ5 ребра колеса (самая большая ширина среза) и последующее падение величины сжатия. Фиксировали величину h1 износа режущей кромки инструмента. Очевидно, превышение отжатая Δ2 над отжатием Δ1 после срезания τ2-τ3 навара связано с существенным затуплением инструмента в процессе срезания навара.
Затем колесную пару переустанавливали (поворачивали относительно вертикальной оси) так, чтобы на обработку тем же левым суппортом (чтобы соблюсти условия жесткости) встало правое колесо. Но при этом навар на правом колесе оказывается ориентирован относительно режущей кромки инструмента согласно заявляемому способу. При обработке τ2-τ3 навара максимальные отжатая Δmax2 оказались меньше, чем в предшествующем случае Δmax1, на 10-20%. Динамические нагрузки на станок и вибрации меньше. Износ на инструменте меньше. Таким образом, показано достижение технического результата.
Пример 2 реализации способа. В предшествующем случае рассмотрен процесс срезания двух наваров. Поэтому сопоставление данных весьма приближенно.
В данном примере сравнение способа-прототипа и заявляемого способа проведено на процессе срезания одного и того же навара. Так, вначале установили колесо с направлением текстуры в наваре по способу- рототипу. Зная ширину навара и величину подачи обработку колеса со срезанием навара, вели столько времени τ6-τ7 (три оборота колеса), чтобы срезать примерно половину ширины навара. Отводили резец, останавливали обработку, поворачивали колесную пару так, чтобы срезание навара проводилось в направлении, требуемом по заявляемому способу. Подводили резец до касания, включали вращение колеса, подачу инструмента и начинали обработку того же колеса с того участка навара, на котором прекратили обработку ранее. За время τ8-τ9 срезания оставшейся части того же навара величина Δmax4 отжатий суппорта была меньше (на 20-22%) предшествующих отжатий Δmax3, то есть достижение технического результата обеспечено.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА ТОЧЕНИЯ КОЛЕС ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2000 |
|
RU2212308C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕС РЕЛЬСОВОГО ТРАНСПОРТА | 2020 |
|
RU2754627C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КОЛЕСНОЙ ПАРЫ ВАГОНА | 2001 |
|
RU2216466C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КОЛЕСНОЙ ПАРЫ ВАГОНА | 2001 |
|
RU2216413C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КОЛЕСНОЙ ПАРЫ ВАГОНА | 2001 |
|
RU2216465C2 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| СПОСОБ МОНИТОРИНГА ИЗНОСА ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСА ЖЕЛЕЗНОДОРОЖНОЙ КОЛЕСНОЙ ПАРЫ | 2007 |
|
RU2337031C1 |
| УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ЗАКЛЕПОК | 2001 |
|
RU2210456C2 |
| Резец для обработки железнодорожных колесных пар | 2022 |
|
RU2787612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЙ С ПЕРЕМЕННОЙ МИКРОТВЕРДОСТЬЮ ПОВЕРХНОСТНЫХ СЛОЕВ | 2000 |
|
RU2218448C2 |
Изобретение относится к области восстановления профиля бывших в эксплуатации железнодорожных колес. Способ включает предварительное выявление на профильной части колес наличия термомеханических дефектов в виде навара или ползуна с видимыми дугообразными трещинами и/или наплывами металла, установку колесной пары на металлорежущий станок и перемещение срезаемого объема профильной части колеса относительно режущей кромки инструмента путем вращения колесной пары вокруг своей оси. Для повышения ресурса работы инструмента, используемого при обработке колеса с дефектами в виде наваров и ползунов, перемещение срезаемого объема профильной части колеса относительно режущей кромки инструмента осуществляют в направлении, противоположном направлению вращения колесной пары до момента формирования указанного термомеханического дефекта при юзе колеса по рельсу. 5 ил.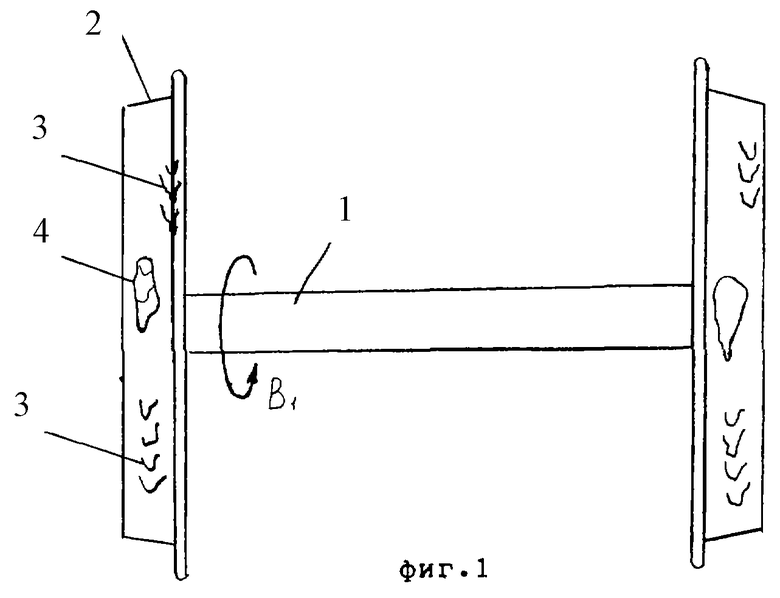
Способ обработки резанием железнодорожных колес, включающий предварительное выявление на профильной части колес наличия термомеханических дефектов в виде навара или ползуна с видимыми дугообразными трещинами и/или наплывами металла, установку колесной пары на металлорежущий станок и перемещение срезаемого объема профильной части колеса относительно режущей кромки инструмента путем вращения колесной пары вокруг своей оси, отличающийся тем, что перемещение срезаемого объема профильной части колеса относительно режущей кромки инструмента осуществляют в направлении, противоположном направлению вращения колесной пары до момента формирования указанного термомеханического дефекта при юзе колеса по рельсу.
| БОГДАНОВ А.Ф | |||
| и др | |||
| Эксплуатация и ремонт колесных пар вагонов | |||
| - М.: Транспорт, 1985, с.45, 2 и 3-й абзацы снизу, с.53 табл.5.2, с.132, 1-й абзац снизу, с.133, 1-4-й абзацы сверху | |||
| Приспособление для обточки бандажей паровозных скатов без выкатки их из-под паровоза | 1931 |
|
SU31731A1 |
| Станок для обточки колесных пар | 1958 |
|
SU118679A1 |
| Способ механической обработки цельнокатаных железнодорожных колес | 1991 |
|
SU1811440A3 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ДЕМОНТАЖА ИХ С ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1997 |
|
RU2130361C1 |
| Сплав на основе алюминия | 1973 |
|
SU456845A1 |

