Изобретение относится к области обогащения полезных ископаемых, в частности к способам автоматического регулирования процесса флотации, и может быть использовано для оптимизации процессов обогащения на основе контроля состава твердой фазы пульпы.
Известен способ контроля и управления процессом флотации, включающий измерение содержаний металлов в исходном питании и продуктах флотации, балансовый расчет показателей флотации, расчет оптимальных значений параметров флотации и расходов флотационных реагентов, регулирование расходов реагентов [1] . Недостатком способа является невысокая эффективность управления процессом из-за невозможности контроля рН и концентраций флотационных реагентов в жидкой фазе пульпы.
Известен способ контроля и управления процессом флотации, включающий измерение концентраций ионов в жидкой фазе пульпы, измерение содержаний ценного компонента в исходном питании и продуктах флотации, расчет извлечений ценного компонента балансовым методом, оценку точности датчиков, определение оптимальных значений параметров флотации и регулирование расходов флотационных реагентов [2] . Недостатком способа является недостаточная эффективность контроля и управления при возникновении систематических и случайных ошибок в процессе измерения содержаний ценного компонента в твердой фазе пульпы.
Целью изобретения является повышение эффективности автоматического контроля и управления процессом флотации за счет повышения точности и надежности балансового расчета технологических показателей.
Для достижения поставленной цели в способе контроля и управления процессом флотации, включающем измерение концентраций ионов в жидкой фазе пульпы, измерение содержаний ценного компонента в исходном питании и продуктах флотации, расчет извлечений ценного компонента балансовым методом, оценку точности датчиков, определение оптимальных значений параметров флотации и регулирование расходов флотационных реагентов, одновременно с концентрациями ионов и содержаниями ценного компонента измеряют плотность и расход пульпы в исходном питании и продуктах обогащения; по плотности, расходу пульпы и содержаниям ценного компонента рассчитывают выходы концентрата и хвостов, извлечения ценного компонента в концентрат и суммарное извлечение ценного компонента в концентрат и хвосты; определяют величину отклонений извлечений, рассчитанных по плотности расходу пульпы и содержаниям ценного компонента, от извлечений, рассчитанных балансовым методом, и по величине этих отклонений осуществляют оценку точности датчиков содержания ценного компонента, выбирая наименее точный из них, и при регулировании расходов реагентов производят корректировку показаний наименее точного датчика содержания ценного компонента путем его градуировки до достижения заданной величины отклонения извлечений.
Кроме того, одновременно с измерением концентраций ионов, содержаний металлов, плотности и расхода пульпы может быть измерено давление пульпы, а также одновременно с измерением концентраций ионов, содержаний металлов, плотности, расхода и давления пульпы может быть измерена температура пульпы.
Измерение плотности и расхода пульпы в исходном питании и продуктах обогащения позволяет создать переопределенную систему, в которой один и тот же технологический параметр - извлечение ценного компонента - может быть рассчитан двумя и более способами. Это дает возможность провести общий и сравнительный анализ результатов измерений и повысить их точность.
Осуществление оценки точности используемых датчиков путем сравнения балансовых показателей, рассчитанных с использованием величин плотности и расходов исходного питания и продуктов обогащения, позволяет оценить точность приборов, определить необходимость корректировки результатов измерений и расчетов.
Осуществление повышения точности измерений путем исключения показателей, полученных с использованием измерений наименее точного датчика, позволяет без дополнительных затрат повысить точность расчета технологических показателей флотации и эффективность автоматического контроля и регулирования, что в конечном итоге приведет к повышению эффективности процесса флотации.
Измерение содержаний ионов, содержаний ценных компонентов, расхода и плотности пульпы производят одновременно и в компактной зоне контроля позволяет повысить эффективность управления за счет исключения влияния транспортного запаздывания.
Измерение давления пульпы в зоне контроля позволяет повысить эффективность управления за счет идентификации ситуаций нерегламентированного контроля, например отсутствия пульпы в зоне измерений или попадания в нее воздуха.
Измерение температуры пульпы в зоне контроля позволяет повысить эффективность управления за счет учета влияния температуры пульпы на результаты физических и электрохимических измерений.
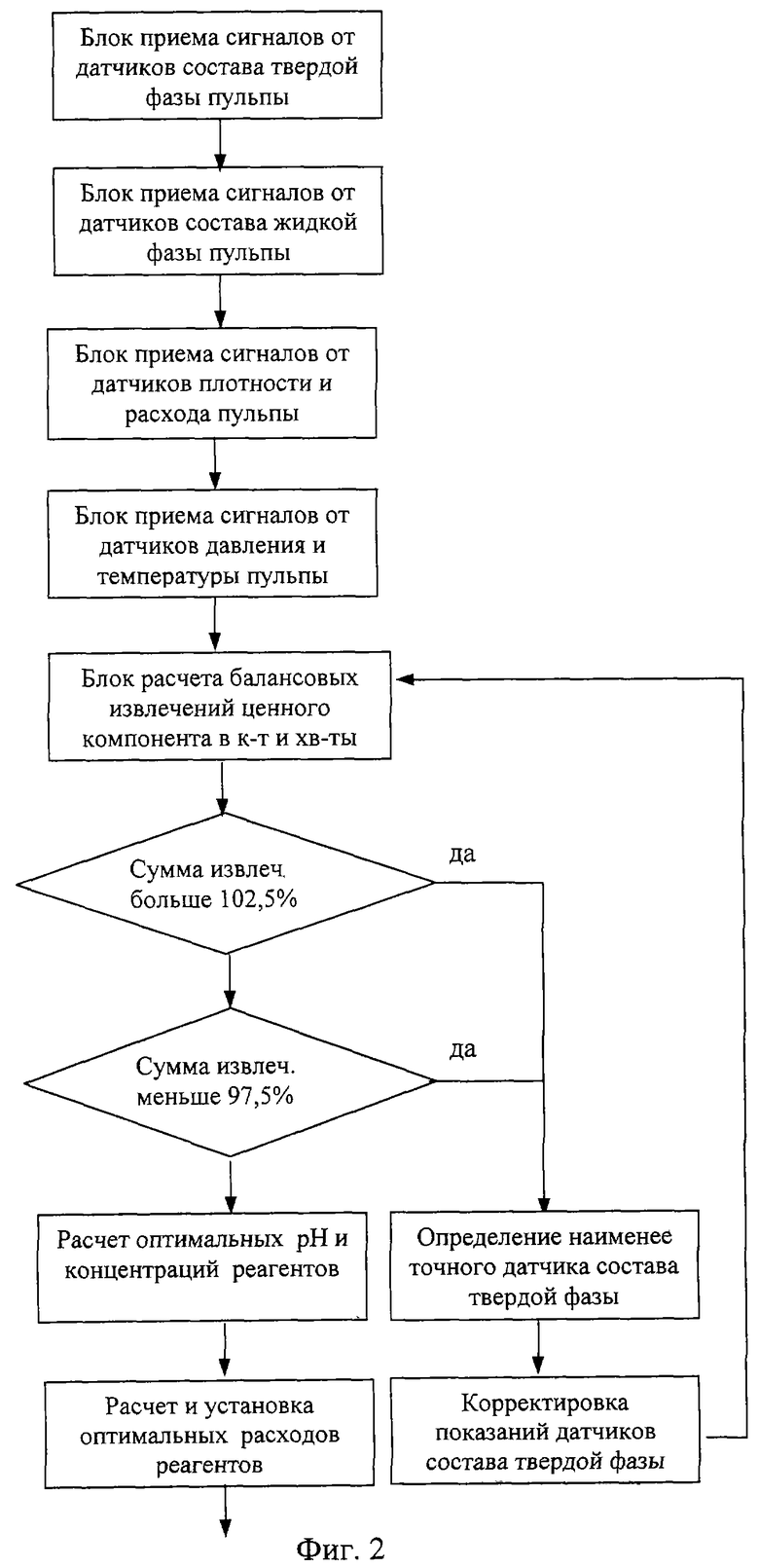
Для осуществления способа используется система автоматического управления, изображенная на фиг.1. Система для осуществления способа включает анализаторы состава твердой 1 и жидкой 2 фазы исходного питания, концентрата и хвостов, датчики плотности, давления и температуры пульпы 3, контроллеры 4, 5, 6, ЭВМ 7, систему дозирования флотационных реагентов 8. Алгоритм осуществления способа поясняется блок-схемой, представленной на фиг.2.
Исходное питание, концентрат и хвосты флотации анализируются на содержание ценного компонента в твердой фазе пульпы, рН и концентрацию флотационных реагентов в жидкой фазе пульпы. Одновременно измеряется плотность пульпы, ее расход, давление и температура в зоне измерений. Продолжительность цикла измерений указанных групп параметров составляет 40-60 с. Для измерений содержаний ценных компонентов в твердой фазе пульпы и ее плотности используется рентгенофлюоресцентный анализатор РА-931. Измерение параметров жидкой фазы пульпы осуществляется потенциометрическим методом с использованием ион-селективных электродов или вольтамперометрическими методами циклической или импульсной полярографии. Перечисленные средства контроля имеют общую зону измерений, расположенную непосредственно в технологических трубопроводах.
Сигналы от датчиков 1, 2, 3 передаются в контроллеры 4, 5, 6 и далее в виде кодового сигнала в управляющую ЭВМ 7, где осуществляются расчетные операции настоящего способа. Точность датчиков расхода и плотности пульпы проверяется оценкой баланса выходов исходного питания и продуктов обогащения по формуле
Δγ = (γи-γк-γx)/γи; (1)
где Δγ - относительное отклонение баланса выходов; γи - выход исходного питания, т/ч; γк - выход концентрата, т/ч; γx - выход хвостов, т/ч.
При значениях Δγ в заданном интервале значений (0,975-1,025) датчики расхода и плотности считаются работающими с заданной точностью. В случае выхода за рамки доверительного интервала требуется диагностика датчиков.
Далее, с применением балансовых методов расчетов определяются балансовые показатели флотации.
Расчет извлечения ценного компонента в концентрат в переопределенной системе может быть осуществлен по четырем формулам:
ε = β(α-θ)/α(β-θ) (2)
ε = γкβ/γиα (3)
ε = 1-(γxθ/γиα) (4)
ε = γкβ/(γкβ+γxθ) (5)
где γк,x,и - выходы соответственно концентрата, хвостов и исходного питания; α, β, θ - содержание ценного компонента соответственно в исходном питании, концентрате и хвостах.
Суммарное извлечение в концентрат и хвосты (ε*) рассчитывается по формуле
ε* = (γкβ+γxθ)/γиα (6)
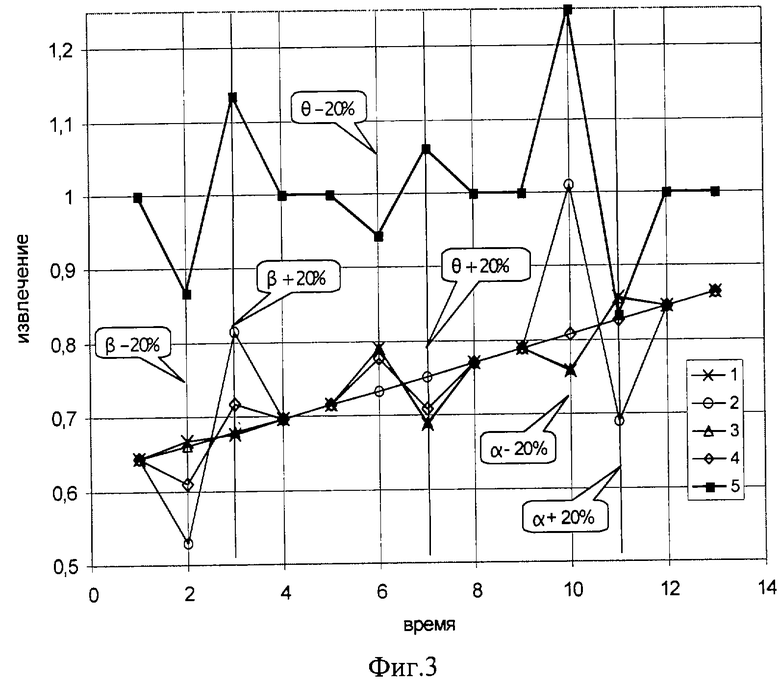
На фиг. 3 показаны результаты расчетов извлечений в концентрат (1-4) и общего извлечения (5) по формулам 2-6 при нормальных показаниях датчиков содержания ценного компонента в твердой фазе пульпы (α, β, θ) и ошибочных (α, β, θ±20 отн.%).
В случае выхода параметра ε* за пределы доверительного интервала (0,975-1,025) осуществляется экспертная диагностика системы измерений, поясняемая фиг. 3. При отклонении суммарного извлечения за границу доверительного интервала с применением логического и математического аппарата производится определение причин отклонений. Т.е. определяется датчик, нештатный режим которого явился причиной дисбаланса извлечений.
Такой анализ результатов расчетов на второй минуте (фиг.3) показывает, что причиной неправильных балансов по формулам 2, 3, 5 является занижение измеренных значений содержаний ценного компонента в концентрате. Для оценки состояния технологического процесса должно быть использовано значение извлечения, рассчитанное по формуле 4.
Анализ результатов расчетов на третьей минуте (фиг.3) показывает, что причиной неправильных балансов по формулам 2, 3, 5 является завышение измеренных значений содержаний ценного компонента в концентрате. Для оценки состояния технологического процесса должно быть использовано значение извлечения, рассчитанное по формуле 4.
Анализ результатов расчетов на шестой минуте (фиг.3) показывает, что причиной неправильных балансов по формулам 2, 4, 5 является занижение измеренных значений содержаний ценного компонента в хвостах. Для оценки состояния технологического процесса должно быть использовано значение извлечения, рассчитанное по формуле 3.
Аналогичный анализ результатов расчетов на седьмой минуте показывает, что причиной неправильных балансов по формулам 2, 4, 5 является завышение измеренных значений содержаний ценного компонента в хвостах флотации. Для оценки состояния технологического процесса должно быть использовано значение извлечения, рассчитанное по формуле 3.
Анализ результатов расчетов на десятой минуте (фиг.3) показывает, что причиной неправильных балансов по формулам 2, 3, 4 является занижение измеренных значений содержаний ценного компонента в исходной руде. Для оценки состояния технологического процесса должно быть использовано значение извлечения, рассчитанное по формуле 5.
Аналогичный анализ результатов расчетов на одиннадцатой минуте показывает, что причиной неправильных балансов по формулам 2, 4, 5 является завышение измеренных значений содержаний ценного компонента в исходном питании флотации. Для оценки состояния технологического процесса должно быть использовано значение извлечения, рассчитанное по формуле 5.
Определение не штатно работающего датчика позволяет избежать ошибочного управления процессом флотации. Одновременно может быть оценена степень разградуировки датчика и произведены текущие корректировки градуировочных функций и его последующее использование без ремонта или переналадки.
После проведения корректировки результатов измерений осуществляется анализ состояния технологического процесса и по той или иной методике рассчитываются оптимальные значения рН и концентрации флотореагентов в жидкой фазе пульпы. Рассчитанные оптимальные значения рН и концентраций флотореагентов вводятся в качестве функций-задатчиков в локальные системы управления расходами флотационных реагентов.
Контроль давления в зоне измерений позволяет диагностировать состояние технологического процесса и определять причины нештатной работы анализаторов твердой и жидкой фаз пульпы. Так при отсутствии пульпы в зоне измерений и, соответственно, в технологическом трубопроводе измеряемое давление резко снижается, что используется оператором для принятия решений. Остановка пульпы и ее расслаивание приводит к аналогичным результатам.
Контроль температуры в зоне измерений позволяет диагностировать условия работы анализаторов состава твердой и жидкой фаз пульпы и корректировать их градуировочные функции.
Разработанный метод был проверен на пилотной флотационной установке колонного типа. В результате проведенных исследований установлена возможность оперативной диагностики точности применяемых рентгенофлюоресцентных датчиков. Время обнаружения нештатного режима приборов составило 2-3 мин. В 85% случаев удалось за счет оперативной корректировки градуировочных функций продлить межремонтный срок работы анализаторов в 3 раза. В результате использования предложенного способа извлечение ценного компонента (меди) в концентрат за время испытаний повысилось на 2,5%.
Источники информации:
1. Персиц В.З. Разработка и патентование систем автоматизации обогатительных фабрик. - М.: Недра, 1987, с.145 и 146 - аналог.
2. Авдохин В. М. и др. Управление процессами флотации с использованием адаптивно-детерминированных методов. Горный информационно-аналитический бюллетень. - М.: МГГУ, подп. к печати 27.03.2002, 4, с. 167-169 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ флотации полиметаллических руд | 1991 |
|
SU1803187A1 |
| Способ управления процессом флотации | 1989 |
|
SU1671354A1 |
| СПОСОБ ФЛОТАЦИИ РУД ЦВЕТНЫХ МЕТАЛЛОВ | 1998 |
|
RU2141384C1 |
| УСТРОЙСТВО ДЛЯ КОМПЛЕКСНОГО АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПАРАМЕТРОВ ПОТОКА ТЕКУЧЕЙ ТЕХНОЛОГИЧЕСКОЙ СРЕДЫ | 2001 |
|
RU2201290C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ КОМПЛЕКСНОГО ОБОГАЩЕНИЯ ЗОЛОТОСОДЕРЖАЩИХ РУД | 2017 |
|
RU2680624C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СЕЛЕКТИВНОЙ ФЛОТАЦИИ | 2016 |
|
RU2613400C1 |
| Способ управления процессом флотации | 1986 |
|
SU1431842A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СЕЛЕКТИВНОЙ ФЛОТАЦИИ | 2016 |
|
RU2612412C1 |
| СПОСОБ ПУЛЬПОПОДГОТОВКИ К ФЛОТАЦИИ МАГНИТНОЙ ФРАКЦИИ ИЗ ПРОДУКТОВ ОБОГАЩЕНИЯ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ РУД, СОДЕРЖАЩИХ ФЕРРОМАГНИТНЫЕ МИНЕРАЛЫ ЖЕЛЕЗА И БЛАГОРОДНЫХ МЕТАЛЛОВ | 2008 |
|
RU2370316C1 |
| Способ управления процессом флотации | 1986 |
|
SU1395372A1 |
Изобретение относится к обогащению полезных ископаемых, в частности к способам автоматического регулирования процесса флотации, и может быть использовано для оптимизации процессов обогащения на основе контроля состава твердой фазы пульпы. Техническим результатом изобретения является повышение эффективности автоматического контроля и управления процессом флотации за счет повышения точности и надежности балансового расчета технологических показателей. Способ включает одновременное измерение содержаний ионов в жидкой фазе пульпы, содержаний ценных компонентов (ЦК) в исходном питании, плотности и расхода пульпы в исходном питании и продуктах обогащения, оценку точности датчиков, расчет извлечений ЦК балансовым методом, определение оптимальных значений параметров флотации и регулирование расходов флотационных реагентов. По плотности, расходу пульпы и содержанию ЦК рассчитывают выходы концентрата и хвостов, извлечения ЦК в концентрат и суммарное извлечение ЦК в концентрат и хвосты. Оценка точности используемых датчиков содержания ЦК осуществляется по величине отклонений извлечений ЦК, рассчитанных по плотности, расходу пульпы и содержанию ЦК, от извлечений, рассчитанных балансовым методом. При этом выбирают наименее точный датчик, а при регулировании расходов реагентов производят корректировку показаний наименее точного датчика содержания ЦК путем его градуировки до достижения заданной величины отклонения извлечений ЦК. Дополнительно измеряют давление и температуру, что позволяет повысить эффективность управления за счет идентификации ситуаций нерегламентированного контроля и корректировки измерений. Использование способа позволяет повысить извлечение ЦК, качество концентратов и сократить расход флотационных реагентов. 2 з.п. ф-лы, 3 ил.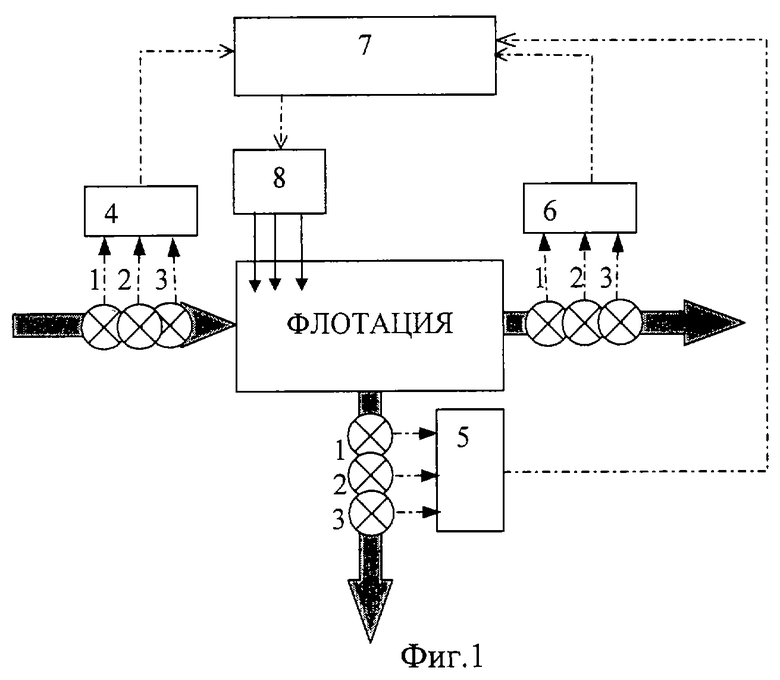
| АВДОХИН В.М | |||
| и др | |||
| Управление процессами флотации с использованием адаптивно-детерминированных методов, Горный информационно-аналитический бюллетень | |||
| - М.: МГГУ, 2002, №4, с.167-169 | |||
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОЛ1 ФЛОТАЦИИ | 0 |
|
SU238646A1 |
| Способ управления процессом флотации | 1974 |
|
SU593742A1 |
| SU 757195 A, 23.08.1980 | |||
| Способ управления процессом флотации | 1985 |
|
SU1266563A1 |
| Способ управления процессом флотации | 1985 |
|
SU1243825A1 |
| Способ управления процессом флотации | 1985 |
|
SU1343606A1 |
| Устройство для автоматического управления процессом флотации | 1989 |
|
SU1740074A1 |
| SU 99111349 A, 03.10.2001 | |||
| US 4186094 A, 29.01.1980 | |||
| АВДОХИН В.М | |||
| и др | |||
| Оптимизация обогащения полиметаллических руд на основе контроля и регулирования ионного состава пульпы и оборотных вод, Горный информационно-аналитический бюллетень | |||
| - М.: МГГУ, 1998, № 1, с.29-31 | |||
| СОРОКЕР Л.В | |||
| и др | |||
| Управление параметрами флотации | |||
| - М.: Недра, 1979, с.88-93 | |||
| ПЕРСИЦ В.З | |||
| Разработка и патентование систем автоматизации обогатительных фабрик | |||
| - М.: Недра, 1987, с.145 и 146. | |||

