Изобретение относится к нанесению покрытий электрохимическим способом и может найти применение в устройствах для предварительной обработки поверхности деталей перед нанесением покрытия и особенно для обработки поверхностей деталей, требующих высокую степень очистки поверхности, применяемых в вакуумном производстве, например, керамических изоляторов.
Известна автоматическая линия для технохимической обработки деталей, содержащая ванны с растворами, замкнутую в форме овала горизонтальную направляющую, вертикальные направляющие, каретки горизонтальных и вертикальных перемещений с реверсивными приводами вращательного движений, держатели изделия, систему датчиков и устройство управления.
Недостатками известного устройства являются неудобства в обслуживании и отсутствие регулирования производительности, обусловленные необходимостью остановки линии для профилактики и ремонта держателей изделий, невозможностью вывода одного из них с технологического пути без остановки линии.
Наиболее близким по технической сущности и достигаемому результату к предпо- лагаемому изобретению является автоматическая линия для технологической обработки, содержащая ряд ванн, расположенных по ходу технологического процесса, оператор с подвесками для деталей, замкнутый по овалу механизм горизонтального перемещения.
Недостатками известного устройства являются неудобства в обслуживании и отсутствие регулирования производительности, обусловленные невозможностью вывода с технологической пути оператора требующего ремонта или профилактики без остановки линии.
Целью изобретения является удобство обслуживания и регулирование производительностью путем ввода необходимого количества автооператоров.
Указанная цель обеспечивается тем, что в автоматической линии для технохимической обработки деталей, содержащей ряд ванн, расположенных по ходу технологического процесса, автооператоры с кассетами для деталей, замкнутую в форме овала горизонтальную направляющую, систему управСО
с
44 СЛ О СО 00 00
ления, согласно изобретению, линия снабжена дополнительными автооператорами и резервной зоной для их размещения.
Резервная зона выполнена в воде челнока с двумя направляющими для размеще- ния дополнительных автооператоров, установленных с возможностью ввода на направляющую и вывода из нее.
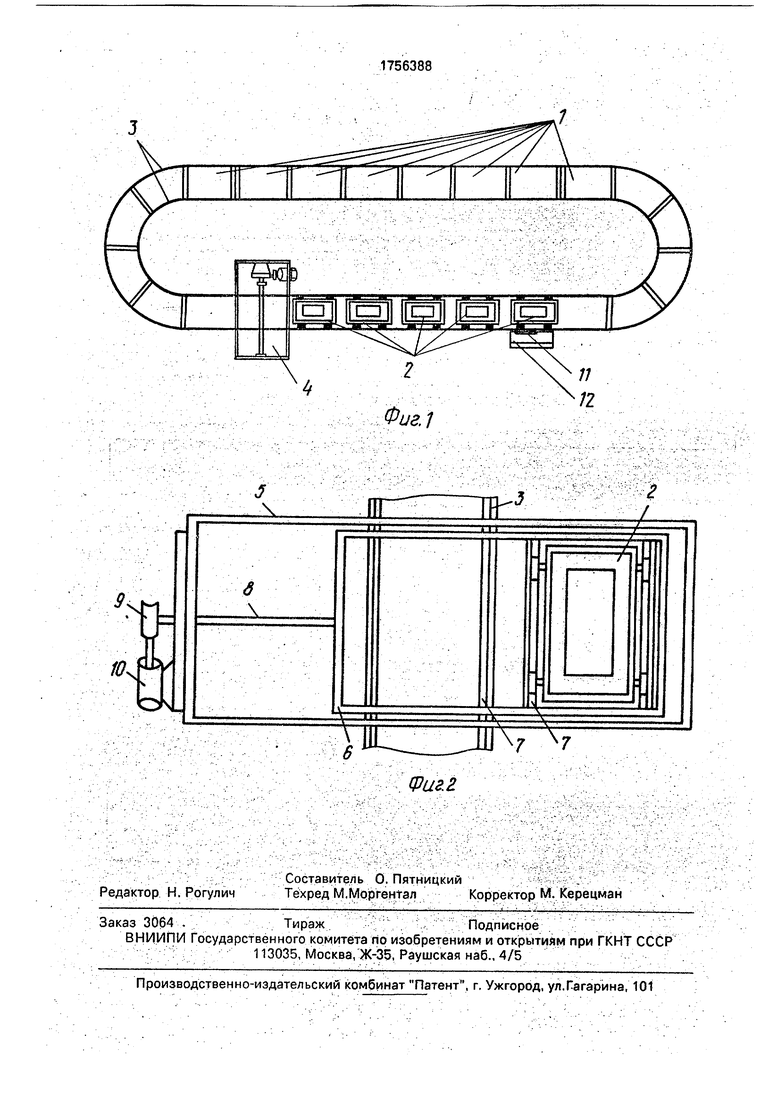
На фиг. 1 изображена автоматическая линия для технохимической обработки деталей; на фиг. 2 - резервная зона.
Автоматическая линия для технохимической обработки деталей содержит ряд ванн 1, расположенных по ходу технологического процесса, автооператоры 2 с кассетами для деталей, замкнутую в форме овала направляющую 3 в виде пары рельс, по которым движутся автооператоры 2, Направляющая 3 снабжена резервной зоной 4, выполненной в виде челнока: неподвижной рамы 5 и подвижной рамы б с двумя парами направляющих 7. Подвижная рама 6 через двухзаходный винт 8, редуктор 9 связана с электродвигателем 10. Линия имеет пульт 11 управления, зону 12 обслуживания.
Линия работает следующим образом.
Кассеты с деталями загружают в автооператор 2, включить на пульте управления автооператора (не показано) режим работы автоматический с активатором, включить на пульте 11 управления линии кнопку Пуск, таким же образом загрузить и отправить по линии четыре автооператора 2, один остается в резервной зоне 4. После обработки деталей в каждой ванне 1, согласно технологического процесса, происходит возвращение автооператоров 2 в зону 12 обслуживания, где и происходит выгрузка деталей.
Один из автооператоров 2 считается резервным и находится в резервной зоне 4, При необходимости смена автооператоров происходит следующим образом: йключить тумблер питания и нажать кнопку Пуск вывода из резервной зоны 4 на пульте 11
управления, при этом движение от электродвигателя 10, через редуктор 9, двухзаходный винт 8 передается на подвижную раму 6, при этом происходит совмещение направляющей 7, на который стоит резервный автооператор 2 с общей направляющей 3 в линии. При входе автооператора 2 на общую направляющую 3 на пульте 11 управления автооператора 2 (не показано) нажать кнопку Пуск. На место резервного автооператора, выведенного с направляющей 7, ставят автооператор, требующий ремонта или профилактики и нажать кнопку Пуск ввод в зону на пульте 11 управления линии, при этом с общей направляющей 3 совмещается свободная направляющая 7 резервной зоны А, по окончанию замены включить тумблер питания резервной зон.ы.
Использование изобретения позволяет повысить удобство обслуживания и регулировать производительность за счет ввода необходимого количества автооператоров и возможности проведения профилактических и ремонтных работ автооператора без остановки линии.
Формула изобретения
1,Автоматическая линия для техиохимичё- ской обработки деталей, содержащая ряд ванн, расположенных по ходу технологического процесса, автооператоры с кассетами для деталей, замкнутую в форме овала горизонтальную направляющую, систему управления, отличающаяся тем, что, с целью удобства обслуживания и регулирования производительностью путем ввода необходимого количества автооператоров, она снабжена дополнительными автооператорами и резервной зоной для их размещения.
2,Линия поп, 1,отличающаяся тем, что резервная зона выполнена в виде челнока с двумя направляющими для размещения дополнительных автооператоров, установленных с возможностью ввода на направляющую м вывода из нее.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2015212C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2212477C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2123071C1 |
| Устройство управления автооператорами автоматических линий обработки деталей в жидкостях | 1985 |
|
SU1312123A1 |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
| Устройство управления автооператорами автоматических линий обработки деталей в жидкостях | 1985 |
|
SU1247436A1 |
| Автоматическая линия | 1990 |
|
SU1791476A1 |
| Автоматическая гальваническая линия | 1985 |
|
SU1435669A2 |
| Автоматическая гальваническая линия | 1986 |
|
SU1344821A2 |
| Автоматическая гальваническая линия | 1987 |
|
SU1423632A2 |
Сущность изобретения. Автоматическая линия снабжена резервной зоной, выполненной в виде челнока, Применение резервной зоны позволяет добиться удобства обслуживания и регулирования производительностью линии. 1 з. п. ф-лы, 2 ил.
Л
m- ra-J
I1L-JIV V
| Кареточная автоматическая линия для нанесения покрытий | 1985 |
|
SU1306985A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автоматическая линия для химической обработки изделий | 1984 |
|
SU1255665A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
