Изобретение относится к технике ля химической и электрохимической бработки изделий.
Целью изобретения является сокраение производственных площадей, металлоемкости и повышение эффективности системы вентиляции.
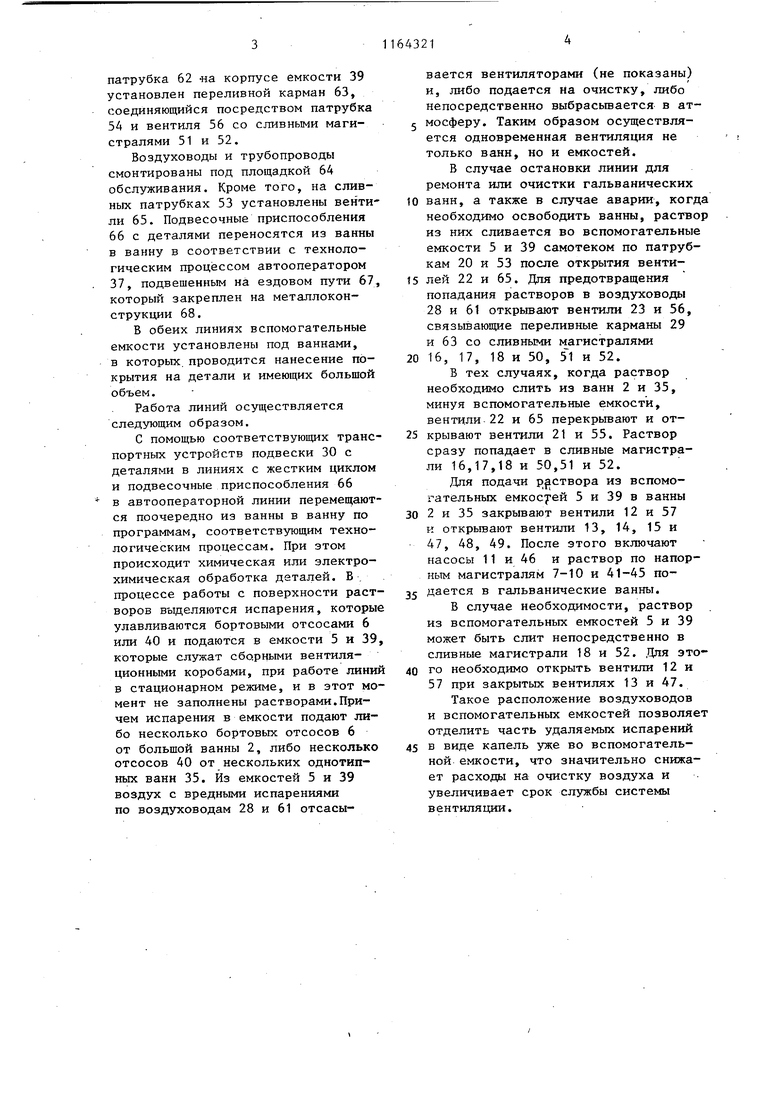
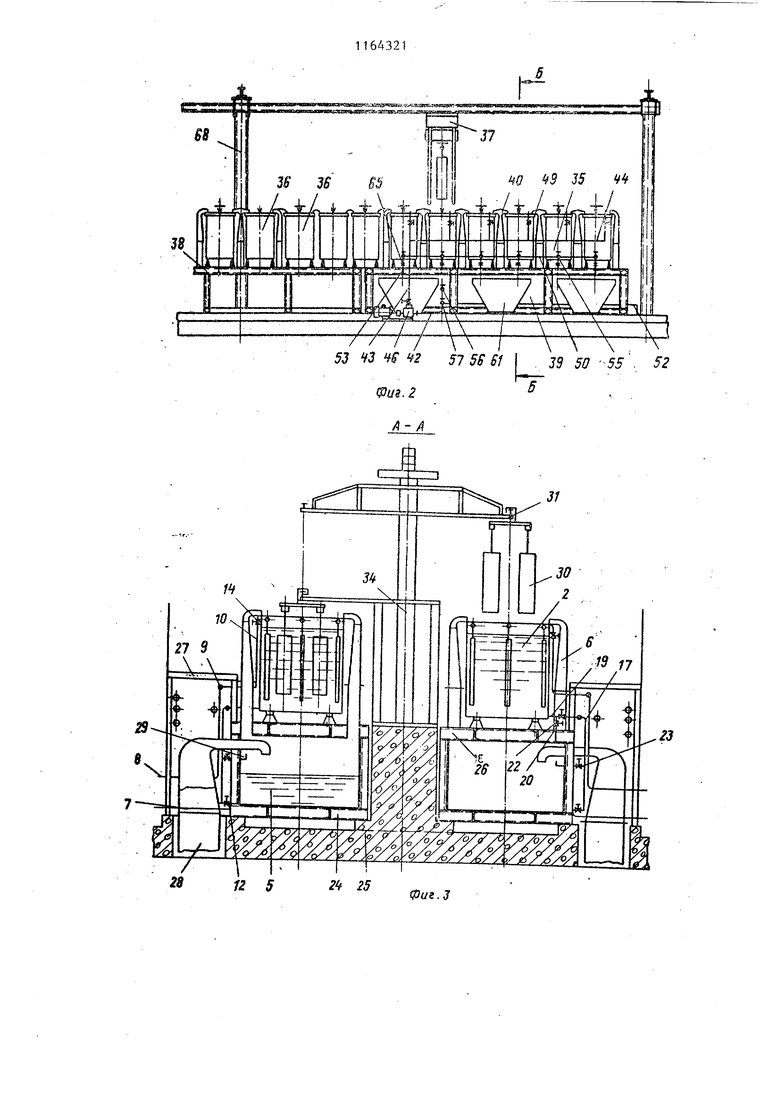
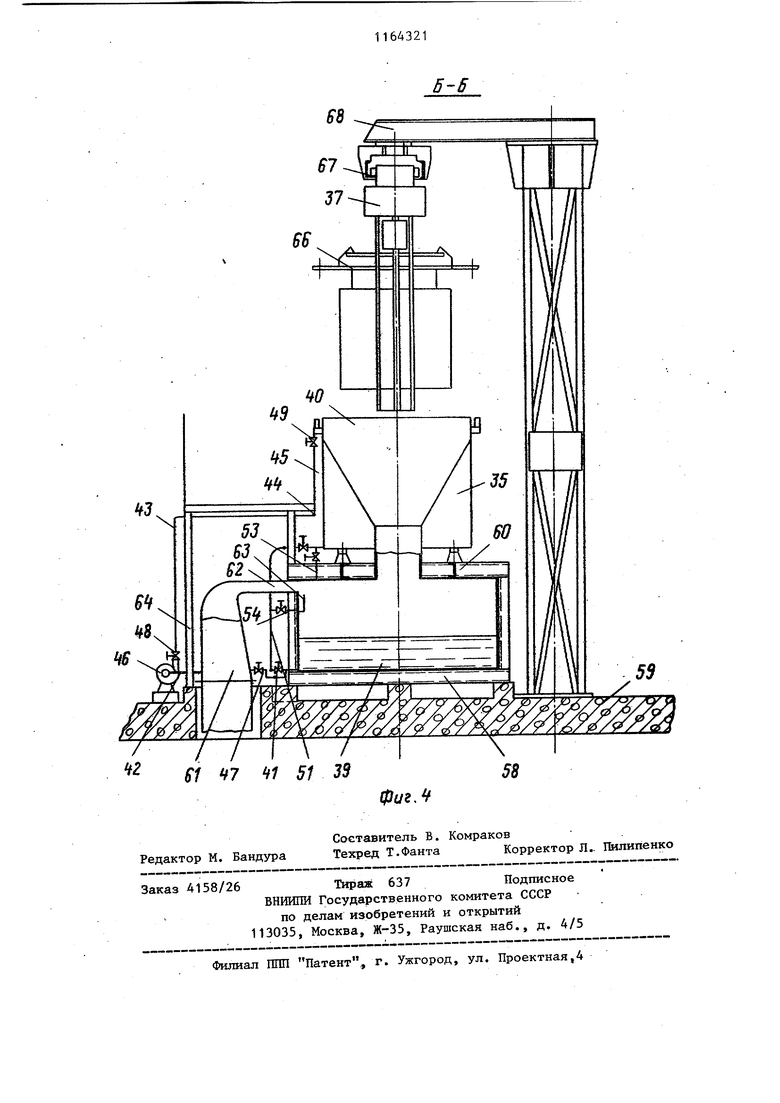
На фиг.1 показана кареточная бестележечная гальваническая .линия с жестким циклом, вид сбоку; на иг.2 - автооператорная подвесочная гальваническая линия, вид сбокуi на фиг.З - разрез А-А на фиг. Г, на фиг.4 - разрез Б-Б на фиг.2.
Гальваническая линия с жестким циклом (фиг.1,3) содержит гальванические ванны1,2 и 3, установленные вдоль линии в соответствии с технологиче ским процессом на подставках 4 или вспомогательных емкостях 5, Ванны 2 оснащены борто-выми отсосами 6, соединенными с емкостями 5, служащими одновременно вентиляционными коллекторами. Бортовые отсосы ванн, установленных на обычных подставках 4, соединены с обычными вентиляционньми коллекторами и системой цеховой вентиляции (не показаны).
Линия оснащена системой раздачи электролитов, воды, пара, воздуха и отвода отработанных электролитов и промывной воды в очистные сооружен ния..
Ванна 2 имеет систему подачи электролита из емкости 5, содержащую магистрали 7-10, насос 11, вентили 12-15, и систему слива, содержащую магистрали 16, 17 и 18, сливные патрубки .19 и 20, вентили 21, 22 и 23.
Вспомогательная емкость 5 состоит из стального корпуса, футерованного в необходимых случаях защитным покрытием и усиленного сварной несущей металлоконструкцией, опирающейся своими нижними элементами 24 на поддон 25. На верхних элементах 26 несущей металлоконструкции корпуса емкости 5 установлены ванны 2. В верхней части корпуса емкости 5 герметично установлены бортовые отсосы 6 и сливные патрубки 20 от ванн 2.
В боковые стенки вспомогательных емкостей 5 со стороны площадок 27 обслуживания (на фиг.1 условно не показаны) вконтированы отсасывающие
воздуховоды 28. Несколько ниже горизонтальной щели всасывания воздуховодов 28 установлены переливные карманы 29, сообщающиеся посредством вентилей 23 со сливными магистралями 17 и 18. Подвески 30 с деталями перемещаются по ездовому пути, имеющему подвижные 31 и неподвижные
0 32 участки и установленному на подъемном мосту 33 или металлоконструкции 34. Механизмы перемещения подвесок и.подъема опускания моста не показаны.
5 Аналогично линии с жестким циклом, автооператорная линия (фиг.2,4) содержит гальванические ванны 35 и 36, установленные вдоль, линии в соответствии с программой работы
0 автооператора 37 на подставках 38 или вспомогательных емкостях 39. Ванны 35 оснащены бортовыми отсосами 40, соединенными с емкостями 39, служащими, как и емкости 5,
5 одновременно вентиляционными коллекторами.
Как и в линиях с жестким циклом, бортовые отсосы ванн, установленных на обычных подставках 38, соединены с обычными вентиляционными коллекторами и системой цеховой вентиляции (не показаны). Линия также оснащена системой ра:здачи электролитов, воды, пара, воздуха
5 и отвода отработанных электролитов и промывочной воды в очистные сооружения. Ванны -35 в том числе имеют систему подачи электролита из емкости 39,содержащую магистрали 41-45,насос
0 46, вентили 47, 48, 49,и систему слива, включающую магистрали 50, 51 и 52, сливные патрубки 53, 54, вентили 55, 56 и 57.
Вспомогательная емкость 39
5 состоит из стального корпуса, футерованного в необходимых случаях защитным покрытием и усиленного сварной несущей металлоконструкцией, опирающейся своими нижними элементами 58 на поддон 59, на верхних элементах 60 установлены ванны 35. В верхней части корпуса емкости 39 герметично смонтированы бортовые отсосы 40 и сливные патрубки 53
5 от ванн 35. В верхнюю часть боковых стенок вспомогательной емкости 39 вмонтированы воздуховоды 6t со всасывающим патрубком 62. Несколько ниже нижней кромки всасывающего
патрубка 62 -на корпусе емкости 39 установлен переливной карман 63, соединяющийся посредством патрубка 54 и вентиля 56 со сливными магистралями 51 и 52.
Воздуховоды и трубопроводы смонтированы под площадкой 64 обслуживания. Кроме того, на сливных патрубках 53 установлены вентили 65. Подвесочные приспособления 66 с деталями переносятся из ванны в ванну в соответствии с технологическим процессом автооператором 37, подвешенным на ездовом пути 67, который закреплен на металлоконструкции 68.
В обеих линиях вспомогательные емкости установлены под ваннами, в которых, проводится нанесение покрытия на детали и имеющих большой объем.
Работа линий осуществляется следующим образом.
С помощью соответствующих транспортных устройств подвески 30 с деталями в линиях с жестким циклом и подвесочные приспособления 66 в автооператорной линии перемещаются поочередно из ванны в ванну по программам, соответствующим технологическим процессам. При этом происходит химическая или электрохимическая обработка деталей. В, процессе работы с поверхности растворов въщеляются испарения, которые улавливаются бортовыми отсосами 6 или 40 и подаются в емкости 5 и 39, которые служат сборными вентиляционными коробами, при работе линий в стационарном режиме, и в этот момент не заполнены растворами.Причем испарения в емкости подают либо несколько бортовых отсосов 6 от большой ванны 2, либо несколько отсосов 40 от нескольких однотипных ванн 35. Из емкостей 5 и 39 воздух с вредными испарениями по воздуховодам 28 и 61 отсасывается вентиляторами (не показаны) и, либо подается на очистку, либо непосредственно выбрасьшается в атмосферу. Таким образом осуществляется одновременная вентиляция не только ванн, но и емкостей.
В случае остановки линии для ремонта или очистки гальванических ванн, а также в случае аварии, когда необходимо освободить ванны, раствор из них сливается во вспомогательные емкости 5 и 39 самотеком по патрубкам 20 и 53 после открытия вентилей 22 и 65. Для предотвращения попадания растворов в воздуховоды 28 и 61 открьшают вентили 23 и 56, связывающие переливные карманы 29 и 63 со сливными магистралями
16, 17, 18 и 50, 51 и 52.
Б тех случаях, когда раствор необходимо слить из ванн 2 и 35, минуя вспомогательные емкости, вентили 22 и 65 перекрывают и от-
крывают вентили 21 и 55, Раствор сразу попадает в сливные магистрали 16,17,18 и 50,51 и 52.
Для подачи pifiCTBopa из вспомогательных емкостей 5 и 39 в ванны
2 и 35 закрывают вентили 12 и 57 и открьгеают вентили 13, 14, 15 и 47, 48, 49. После этого включают насосы 11 и 46 и раствор по напорным магистралям 7-10 и 41-45 подается в гальванические ванны.
В случае необходимости, раствор из вспомогательных емкостей 5 и 39 может быть слит непосредственно в сливные магистрали 18 и 52. ,Цля этого необходимо открыть вентили 12 и 57 при закрытых вентилях 13 и 47.
Такое расположение воздуховодов и вспомогательных емкостей позволяет отделить часть удаляемых испарений
в виде капель уже во вспомогательной емкости, что значительно снижает расходы на очистку воздуха и увеличивает срок службы системы вентиляции.
ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ, содержащая ряд ванн с бортовыми отсосами, установленных по ходу технологического процесса, транспортирующий механизм, вспомогательные емкости, установленные под ваннами, и систему вентиляции, отличающаяся тем, что, с целью сокращения производственных площадей, металлоемкости и повышения эффективности системы вентиляции, бортовые отсосы ванн соединены с верхней частью вспомогательных емкостей, а указанные емкости соединены с системой вентиляции . (Л с Од 4м 00 ю PU9.J 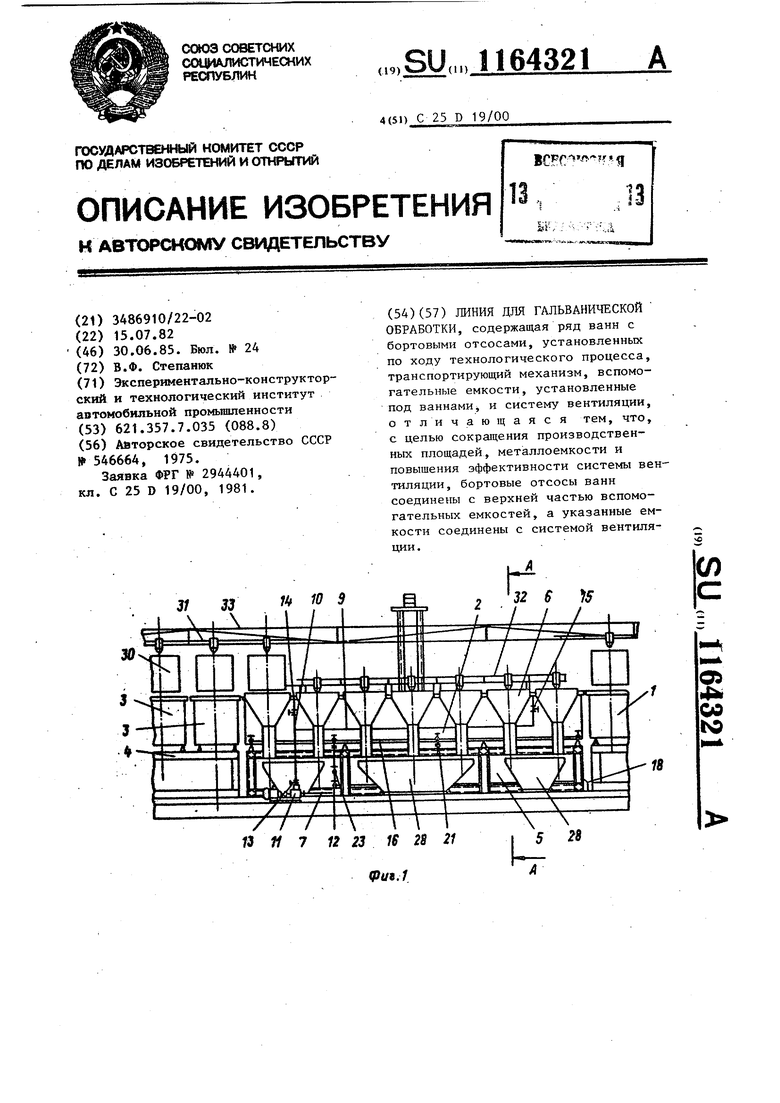
| Устройство для циркуляционной химической обработки металлических изделий | 1975 |
|
SU546664A1 |
| Заявка ФРГ № 2944401, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
