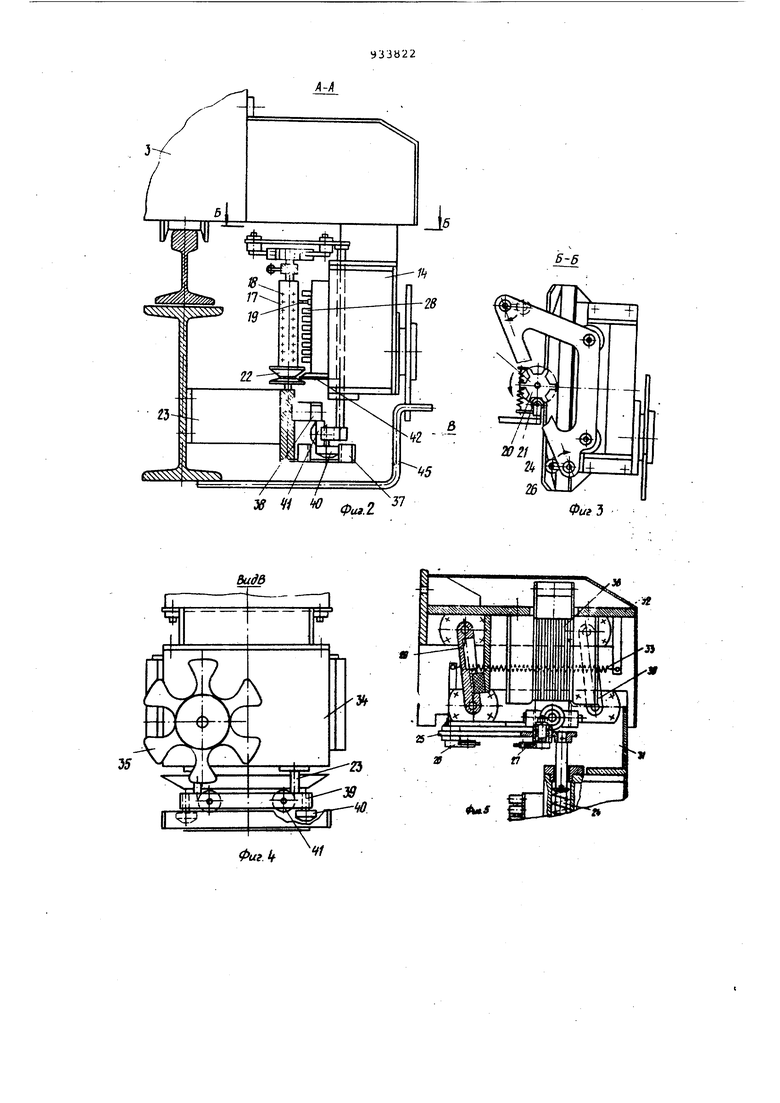
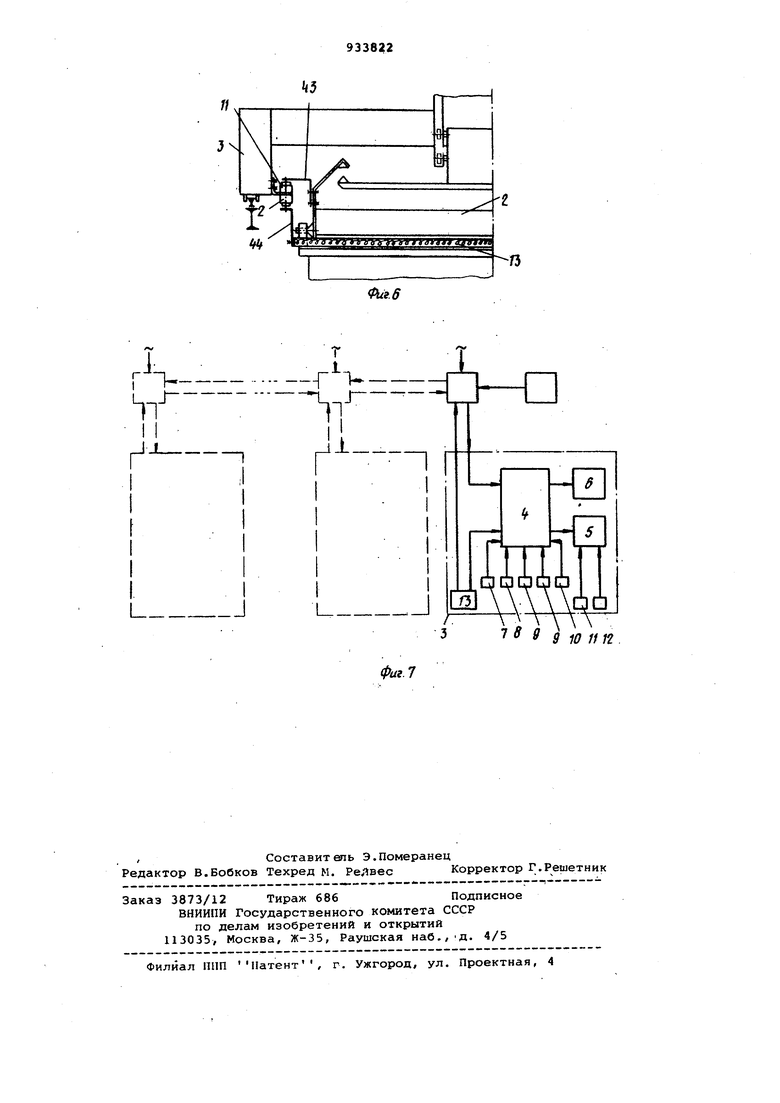
парным командоаппаратом, что затрудняет принцип агрегатной компоновки гальванических линий с различной производительностью и видами покрытий, которая определяется только количеством установленных ванн и автооператоров, последовательностью и режимами отдельных операций. Кроме того, сложно производить переналадку линии при переходе на новый вид покрываемых деталей, не производя больших переделок в оборудовании, а все это в целом приводит к удорожанию проектирования и изготовления гальванических линий. Цель изобретения - упрощение конструкции линии путем сокращения числа коммутационных связей командоаппарата. Поставленная цель достигается тем, что в автоматической линии для нанесения гальванических покрытий, содержащей, ряд ванн, расположенных п ходу технологического процесса, подвески, автооператор, установленный н ходовых путях, и командоаппарат с позиционной системой программного уп равления, содержащий программоносители и считывающую головку, каждый программоноситель снабжен лопастной крыльчаткой, горизонтальным и вертикальным копирами, расположенными напротив каждой ванны, считывающая головка установлена на автооператоре на пружинном механизме, выполненном например, в виде двойного шарнирного параллелограмма, и снабжена двум подпружиненными штоками, на верхних концах которых жестко установлен кронштейн с диагонально размещенными по ходу движения автооператора двум рычагами, установленными с возможностью поворота навстречу друг другу и взаимодействия с лопастной крыльчаткой, а на нижних концах подпружиненных штоков.-закреплены жестко связанные между собой горизонтальные и вертикальные ролики, установленные с возможнос -ью взаимодействия с горизонтальными и вертикальными копирами программоносителей, Причем автооператор снабжен дат чиками контроля технологических пози ций, связанными с приводом механизма подъема подвесок автооператора, и флажками-якорями, установленными на контролируемых механизмах, напри мер на створках крышек ванн. Кроме того, программоноситель установлен с возможностью осевого перемещения и снабжен роликом с ребор дами, а считывающая головка снабжена копиром, установленным с возможность взаимодействия с ребордами ролика программоносителя. На фиг. 1 изображена линия, общий вид; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - механизм двойного шарнирного параллелограмма подвески считывающей головки; на фиг.б датчики контроля технологической позиции; на фиг. 7 - блок-схема линии . Автоматическая линия для нанесе- ния гальванических покрытий содержит агрегатное оборудование, включающее ряд ванн 1, расположенных по ходу технологического процесса, подвески 2 с деталями, автооператор 3 и расположенный на нем командоаппарат с позиционной системой программного управления, состоящий из силового блока 4, исполнительных механизмов 5 и б вертикального и горизонтального пере ещений, датчиков 7 и 8 верхне гр и. нижнего положения подвески, датчиков 9 аварийного наезда автооператора 3 на препятствие, датчики 10 точной остановки, датчика 11 контроля занятости ва.нн 1 подвесками 2, датчики 12 контроля положения створок 13 крышек ванн 1, причем выходы датчиков 11 и 12 связаны с приводом механизма 5 подъема подвесок 2 автооператора 3 и считываквдей головки 14, установленной с возможностью взаимодействия с барабанными программоносителями 15, располо)1{енными на ходовых путях 16 напротив каждой ванны 1. Программоноситель 15 содержит барабан 17 с шестью вертикальными рядами отверстий 18, предназначенных для установки командных кулачков 19, крыльчатку 20 и подпружиненный ролик 21. Барабан 17 установлен с возможностью осевого перемещения и снабжен роликом 22 с ребордами. Программоноситель 15 крепится к ходовым путям 16 с помощью кронштейна- 23. Механизм прерывистого вращения барабана 17 установлен на считывающей головке 14 и выполнен в виде закрепленного на подпружиненных штоках 24 кронштейна 25, с диагонально разнесенными по ходу движения . автооператора 3 двух подпружиненных ычагов 26 и 27, лежащих в одной лоскости, с возможностью из повоота навстречу друг другу, Считывающая головка 14 снабжена згоризонтальными клавишами 28, воздействующими на блок контактов, и установлена на механизме, обеспечивающем ее параллельное движение посредством шарнирного параллелр- грамма 29 и 30, перпендикулярно продольной оси автоматической линии, оси которого закреплены в кронштейне 31, удерживающем считывающую головку 14, и кронштейне 32, закрепленном на корпусе автооператора 3. Кронштейны 31 и 32 связаны между собой пружиной 33. Кодовый датчик 34 положения авто оператора приводится.в действие с помощью звездочки 35. Механизм селективного включения считывающей головки 14 имеет толкаю щий электромагнит 36 и выполнен в виде горизонтальных и вертикальных копиров 37 и 38, установленных с возможностью взаимодействия с ними, жестко связанных между собой планкой 39 горизонтальных и верти. кальных роликов 40 и 41. Считывающая головка 14 снабжена копиром 42, а подвеска 2 - флажками-якорями 43. Створки 13 каждой ванны также снабжены флажками-якорями 44, а на ходовых путях установлены выступы 4 Линия работает следующим образом. Автооператор 3 устанавливается на .любую рабочую позицию с точностью в пределах длины клавиш 28 считывающе головки 14, при этом ролики 40.и 41 контактируют с копирами 37 и 38 прогрс11 моносителя 15, а ролик 22 своими ребордами взаимодействует с копиром 42; обеспечивая надежное центрирование командных кулачков 19 с клавишами 28... После включения линии в работу, командные кулачки 19 воздействуют посредством клавиш. 28 на блок контактов , предварительно переключив в нулевое , состояние контакты незадействованных клавиш 28, фиксируют в памяти адрес очередной по техноло гическому процессу ванны и выдают по заданной программе команды работы автооператора 3 на данной позиции в силовой блок 4, который управляет ра ботой исполнительных механизмов 5 . и 6. Исполнение команды Подвеска вниз механизмом 5, когда ванна за нята подвеской 2, блокируется датчи ком 12, который выдает команду от воздействия флажков-якорей 43, а ис полнение команды Подвеска - вверх механизмом 5, когда створки 13 закрыты, блокируется датчиком 12, кот рый выдает команду от воздействия флажков-якорей 44, смонтированных н каждой створке 13. Выполнив по заданной программе ко манды, автооператор 3 начинает пере мещать.ся к следующей по технологи че.скому процессу ванне, при этом клавиши 28 выходят из кЬнтакта с ко мандными кулачками 19 программоносителя 15. После этого один из рычагов 26 или 27, в зависимости от направлени движения автооператора 3, поворачивает против часовой стрелки, крыль.чатку 20 вместе с барабаном 17 на один шаг-, подготовив программоноситель 15 к вьщане очередной заданной програмг ы работы автооператора 3 на оставляемой рабочей позиции. Фиксацию крыльч атки от случайного поворота осуществляет подпружиненный ролик 21. При дальнейшем движении автооператора 3 ролики 40 и 41 выходят из зацепления с копирами 37 и 38, а считывающая голйвка 14 под действием пружины 33 отходит от программоносителя 15. Однако звездочка 35 кодового датчика 34 истинного положения автооператора 3 продолжает входить в зацепление с выступами 45, установленными на ходовых путях 16, парами и симметрично относительно программоносителей 15, между которыми кодовый датчик 34 выдает номера пройденных технологических позиций. При совпадении кода очередной по Технологическому процессу ванны, зафиксированного на предыдущей рабочей позиции в памяти командоаппарата, силовой блок 4 переводит механизм 6 горизонтального перемещения автооператора 3 на пониженную скорость и включает электромагнит 36. Якорь электромагнита 36 посредством кронштейна 25, штоков 24 и планки 39 выдвигает ролики 40 и 41, которые взаимодействуют с копирами 37 и 3.8, вводя в зацепление ро.пик 22 с копиром 42, а командные кулачки 19 .с клавишами 28. В центре рабочей позиции датчик 10 точной остановки автооператора 3 выдает команду на остановку механизма 6 и отключает электромагнит 36. Команда на открытие створок 13 крышек ванн осуществляется с помощью флажка-якоря 44 и датчика (не показан) . Использование предлагаемого устройства позволяет упростить конструкцию автоматических линий для нанесения гальванических покрытий, значительно сократить число коммутационных связей командоаппарата и шире применять принцип агрегатной компо- новки линий путем установки оптимального количества ванн, сочетая различные виды покрытий на одной линии обслуживаемой автооператором, управление которым осуществляется с помощью смонтированного на нем простого по конструкции командоаппарата, позволяющего легко переходить на новый вид покрытия, не производя больших переделок в оборудовании линий, удешевить проектирование и изготовление гальванических линий. Формула изобретения 1. Автоматическая линия для нанесения гальванических покрытий, содержащая ряд ванн, расположенных по ходу технологического процесса, под вески, автооператор, установленный на ходовых путях, и ко мандоаппарат с позиционной системой программного управления,содержащий программоносители и считывающук головку, о тличающаяся тем, что, с целью упрощения конструкции линии путем сокращения числа коммутационных связей командоаппарата, каждый программоноситель снабжен лопастной крыльчаткой,, горизонтальным и вертикальным копирами, расположенными напротив каждой ванны, считывающая головка установлена на автооператоре на пружинном механизме, выполнен ном, например, в виде двойного шарнирного параллелограмма, и снабжена двумя подпружиненными штоками, на верхних концах которых жестко установлен кронштейн с диагонально размещенными по ходу движения автооператора двумя рычагами, установленными с возможностью поворота навстречу друг другу и взаимодействия с лопастной крыльчаткой, а на нижних концах подпружиненных штоков закреплены жестко связанные между собой горизонтальные и вертикальные ролики, установленные с возможностью
/5 взаимодействия с горизонтальными и вертикальными копирами программоносителей. 2.Линия по п. 1, отличайщ а я с я тем, что автооператор . снабжен датчиками контроля технологических позиций, связанными с прийодом механизма подъема подвесок автооператора, и флажками-якорями, установленными на контролируемых механизмах, например на створках крышек ванн. 3.Линия по п. 1, отличающая с я тем, что, с целью повышения надежности программоносители в работе, он установлен с возможностью осевого перемещения и снабжен роликом с ребордами, а считывающая холовка снабжена копиром, установленньш с возможностью взаимодействия с ребррдами ролика программоносителя. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 287486, кл. С 25 D 17/00, 1968. 2.Шварц Д.М. Автоматизация цехов гальванопок1а«тий унифицированными манипуляторами.-Механизация и автоматизация производства , 1979, 6.
ч Фи,.г
6-6
ФигЪ



| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для нанесения гальванических покрытий | 1986 |
|
SU1315530A1 |
| Автоматическая линия гальвано- ОбРАбОТКи издЕлий | 1979 |
|
SU817102A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1982 |
|
SU1046354A1 |
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1989 |
|
RU1816003C |
| КОМАНДОАППАРАТ ДЛЯ УПРАВЛЕНИЯ АВТООПЕРАТОРОМ НА ГАЛЬВАНИЧЕСКОЙ ЛИНИИ | 1973 |
|
SU407978A1 |
| Автооператор для гальванических ли-ний | 1973 |
|
SU509665A1 |
| Автоматическая линия гальванообработки изделий | 1983 |
|
SU1186709A1 |
Видд v -TV-. 11 I т . т ff 9 10
