Предлагаемое техническое решение относится к производству извитых нитей и может найти применение в химической, нефтехимической и текстильной промышленности, а также в производстве изоляционных полимерных материалов.
Известен способ получения плоских извитых нитей из бикомпонентных полимерных пленок, обладающих существенно различными молекулярными характеристиками, например полипропилен и полиэтилен низкого давления или полипропилен и полистирол, или совместное формование бикомпонентных пленок из полимеров одной и той же природы, но отличающихся по молекулярной массе или молекулярно-массовому распределению (М. Л. Фридман. Технология переработки кристаллических полиолефинов. М.: Химия, 1977, с. 344).
К причинам, препятствующим достижению заданного технического результата, относятся недостаточные теплофизические и механические свойства плоских извитых нитей после их фибрилляции и отжига.
Известен способ получения плоских извитых нитей из многослойной пленки, заключающийся в ориентационном вытягивании каждого слоя однородной полимерной пленки в вытяжной зоне, последующем соединении слоев пленки и фибриллировании их (патент Англии 1244860, кл. В 5 В, 1971).
К причинам, препятствующим достижению заданного технического результата, относятся сложность подбора полимерных материалов, образующих прочную поверхность слоя, а также недостаточные теплофизические и механические свойства плоских извитых волокон и нитей после их отжига.
Наиболее близким техническим решением, выбранным за прототип, является способ получения извитых нитей из многослойной пленки (Авт. св. СССР 821546, D 01 D 5/22, D 02 G 1/00, бюл. 14, 1981 г.), заключающийся в ориентационном вытягивании слоев пленки при разной длине вытяжных зон и последующем соединении слоев пленки и их фибриллировании, при этом соотношение длин вытяжных зон слоев выбирают в пределах от 1,1 до 5,4.
К причинам, препятствующим достижению заданного технического результата, относятся недостаточные теплофизические и механические свойства, связанные с тем, что известный способ позволяет получать плоские извитые нити после их отжига, которые теряют извитость под действием напряжений, а малая теплоизоляционная способность связана с относительно свободным движением воздуха в извитках.
Задачей предлагаемого технического решения является получение спиральных извитых нитей из многослойной пленки за счет раздельного ориентирования каждого слоя в продольном и поперечном направлениях, дающих при отжиге различную усадку соответственно в продольном и поперечном направлениях.
Техническим результатом предлагаемого способа является увеличение жесткости и теплоизолирующих свойств извитых нитей из многослойной пленки.
Поставленный технический результат достигается тем, что в способе получения извитых нитей из многослойной пленки, заключающемся в ориентационном вытягивании каждого слоя однородной полимерной пленки в вытяжной зоне, последующем соединении слоев пленки и фибриллировании их, при этом ориентационное вытягивание одного из слоев пленки осуществляют в поперечном направлении путем предварительной экструзии полимера через кольцевую головку с одновременной подачей через нее воздуха с получением в виде рукава и последующим разрезанием вдоль образующей, а другой слой получают ориентированным в продольном направлении после предварительной экструзии полимера через плоскощелевую головку.
Ориентационное вытягивание одного слоя однородной полимерной пленки в поперечном направлении путем ее предварительной экструзии через кольцевую головку с одновременной подачей через нее воздуха с получением его в виде рукава и последующем разрезанием вдоль образующей позволяет накапливать в этом слое высокоэластичную деформацию в поперечном направлении. Ориентационное вытягивание другого слоя однородной полимерной пленки в продольном направлении в вытяжной зоне после предварительной экструзии полимера через плоскощелевую головку позволяет накапливать в этом слое высокоэластичную деформацию в продольном направлении. При последующем соединении этих слоев пленки и фибриллировании получаются плоские двухслойные нити с разными усадочными свойствами в поперечном и продольном направлениях. При отжиге таких плоских двухслойных нитей слой с запасенной высокоэластичной деформацией в поперечном направлении закручивает нить в трубку за счет поперечной усадки, а слой с запасенной высокоэластичной деформацией в продольном направлении закручивает нить в спираль, образуя извитки за счет продольной усадки. Таким образом, получается трубчатая извитая нить, имеющая повышенную жесткость по сравнению с плоской извитой нитью, а значит, сохраняющую форму после приложения нагрузки, меньше сминающуюся, то есть сохраняющую механические и потребительские свойства при эксплуатации длительное время. Кроме того, трубчатая форма образует застойные зоны для воздуха, препятствующие его циркуляции в извитках трубчатой нити, а значит, снижает теплопроводность изделий и повышает их теплоизоляционные свойства.
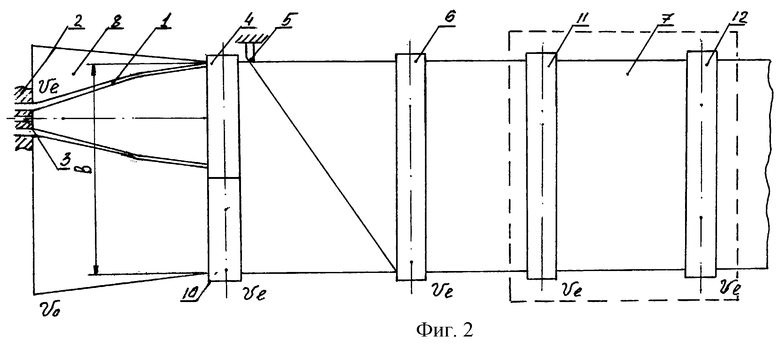
На фиг. 1 изображен общий вид схемы по предлагаемому способу получения трубчатых извитых нитей из многослойной пленки, на фиг.2 - вид сверху. Первый слой пленки 1 выходит из кольцевой головки 2 диаметром d экструдера со скоростью Vl в виде рукава, который потоком воздуха, выходящим из патрубка 3, раздувается до диаметра D>d. Увеличение диаметра d пленки 1 до диаметра D приводит к ее ориентационной вытяжке в поперечном (радиальном) направлении. Затем валками 4, имеющими линейную скорость вращения Vl, равную скорости экструзии из кольцевой головки 2, рукав складывается в двухслойную пленку.
Получаемая двухслойная поперечно-ориентированная пленка прорезается ножом 5 вдоль образующей. На выходе из приемных валков 4 двухслойная пленка разворачивается в один слой шириной b подается через приемные валки 6 в зону термосварки 7 для соединения со вторым слоем пленки, ориентированным в продольном направлении.
Второй слой пленки 8 выходит из плоскощелевой головки 9 со скоростью V0 шириной 6 и поступает между вытяжными валками 10, вращающимися со скоростью V0, что обеспечивает ориентацию этого слоя в продельном направлении, и затем подается в зону термосварки 7 для соединения с первым слоем, ориентированным в поперечном направлении. В зоне термосварки 7 оба слоя пленки 1 и 8, ориентированные в поперечном и продольном направлениях, но имеющие одинаковую ширину b, свариваются, проходя между валками 11 и 12, имеющими линейную скорость вращения Vl. Сваренную двуслойную пленку на выходе из зоны термосварки 7 охлаждают и фибриллируют в зоне фибрилляции (на схеме не показана).
Полученные после фибрилляции нити после отжига скручиваются в трубку за счет поперечно-ориентированного слоя из пленки 1 и становятся извитыми в виде спирали за счет продольно-ориентированного слоя из пленки 8, вследствие различия усадки этих соответсвснно поперечно- и продольно-ориентированных слоев.
Данный способ позволяет получать извитые нити, скрученные в трубку. По сравнению с плоскими извитыми нитями они имеют меньшую теплопроводность и могут быть использованы для получения искусственных теплоизоляторов, ворса ковров, шуб, и искусственного каракуля. Кроме того, трубчатая форма извитка, образующего спираль, повышает жесткость и способствует сохранению формы, не сминается после прекращения действия нагрузки, что повышает эксплуатационные характеристики изделия. Диаметр трубки, как и число спиралей (извитков) на единицу длины, легко регулируется отношением диаметров D/d пленки 1 и отношением линейных скоростей Vl/V0 пленки 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2448831C2 |
| ЭКСТРУЗИОННЫЙ СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2447995C2 |
| ФИЛЬТРОВАЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2198716C1 |
| ФИЛЬТРОВАЛЬНЫЙ МАТЕРИАЛ | 1997 |
|
RU2119813C1 |
| ТЕРМОПЛАСТИЧНЫЙ ПОЛИМЕРНЫЙ СОСТАВ | 1999 |
|
RU2156782C1 |
| ИСКУССТВЕННАЯ КОЖА | 1998 |
|
RU2142030C1 |
| БАРЬЕРНАЯ ПЛЕНКА С УЛУЧШЕННОЙ ФОРМУЕМОСТЬЮ И НИЗКОЙ ТЕРМИЧЕСКОЙ УСАДКОЙ ПРИ ТЕМПЕРАТУРЕ ФОРМОВАНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2017 |
|
RU2660836C1 |
| ДВУСТОРОННЕ СВАРИВАЕМАЯ, ПРИГОДНАЯ К ПЕЧАТИ, ОРИЕНТИРОВАННАЯ МНОГОСЛОЙНАЯ ПОЛИОЛЕФИНОВАЯ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2202474C2 |
| СИГАРЕТНАЯ УПАКОВКА С ВНУТРЕННЕЙ ОБЕРТКОЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2006 |
|
RU2426680C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИГИЕНИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2294725C2 |
Изобретение относится к производству извитых нитей для производства текстильных и теплоизоляционных полимерных материалов. Техническим результатом является увеличение жесткости и теплоизолирующих свойств извитых нитей из многослойной пленки. Способ заключается в получении трубчатых нитей из многослойной пленки с предварительным ориентированием слоев в поперечном и продольном направлениях с последующим соединением, фибриллированием и отжигом нитей. Один слой ориентируют в поперечном направлении, предварительно экструдируя полимер через кольцевую головку с одновременной подачей через нее воздуха. Получают слой в виде рукава, который затем разрезают вдоль образующей. Другой слой получают ориентированным в продольном направлении после экструзии полимера в плоскощелевую головку. 2 ил.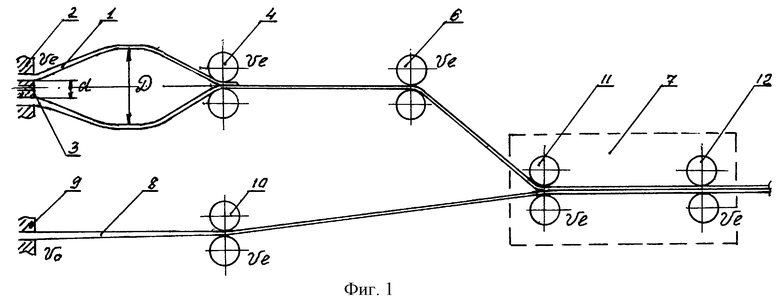
Способ получения трубчатых извитых нитей, характеризующийся экструзией полимера через экструзионную головку с получением многослойной пленки, ориентационным вытягиванием каждого слоя однородной полимерной пленки в вытяжной зоне, последующим соединением слоев пленки, фибриллированием и отжигом нитей, при этом ориентационное вытягивание одного из слоев пленки осуществляют в поперечном направлении, причем полимер экструдируют через кольцевую головку с одновременной подачей через нее воздуха и получением слоя в виде рукава с последующим его разрезанием вдоль образующей, а ориентационное вытягивание другого слоя пленки осуществляют в продольном направлении, причем полимер экструдируют через плоскощелевую головку.
| Способ получения извитых нитей изМНОгОСлОйНОй плЕНКи | 1977 |
|
SU821546A1 |
| GB 1132641 А, 06.11.1968 | |||
| Вертикально-замкнутый конвейер пульсирующего типа | 1983 |
|
SU1137027A1 |
| US 5316827 А, 31.05.1994 | |||
| РЕАГЕНТ ДЛЯ УДАЛЕНИЯ АСФАЛЬТОСМОЛОПАРАФИНОВЫХ ОТЛОЖЕНИЙ | 1998 |
|
RU2132932C1 |

