Изобретение относится к способу изготовления пятислойных гигиенических изделий, в частности детских подгузников.
Из DE 4041228 известен способ изготовления гигиенической пленки с повышенной впитывающей способностью, согласно которому полотно из целлюлозного картона путем механической обработки подготавливают в виде объемного вспушенного слоя, параллельно вспушенному слою подают полотно теплозащитной пленки и оба полотна окружают тонкой целлюлозой и нетканым материалом. Это решение отличается тем, что на слой-основу - целлюлозный картон - наносят водосодержащую суспензию сверхпоглотителя.
Недостаток данного технического решения состоит в том, что полученная таким образом гигиеническая пленка подлежит существенной дополнительной обработке, прежде чем будет получен готовый продукт, в частности детский подгузник. Это касается, в частности, склеивания или сваривания краев изделия или же оснащения изделия предварительно изготавливаемой застежкой-липучкой, а затем прикреплять.
Также известно решение, согласно которому соединяют трехслойную, газопроницаемую снаружи пленку-основу с расположенной посередине уплотнительной пленкой, свариваемой или склеиваемой по бокам.
Недостаток данного решения также состоит в том, что используемые в изделии застежки-липучки приходится изготавливать отдельно, с последующим их закреплением на изделии, что ведет к неоправданным дополнительным затратам.
Из DE 20100065 известно еще одно решение подгузника с отделяемыми застежками, которое отличается тем, что подгузник на частях своих застежек снабжен позиционной маркировкой.
Этому решению присущ тот недостаток, что оно, за исключением частей застежек с маркировкой, не обладает эффективной конструкцией, которая за счет своего расположения способна была бы обеспечивать высокое влагопоглощение.
Наконец известно еще одно решение трехслойной пленки-основы, которая выполнена газопроницаемой снаружи и содержит посередине уплотнительную пленку, сваренную или склеенную на стыковых сторонах, причем застежки изготавливают отдельно и закрепляют в виде застежек-липучек.
Недостатком данного решения является высокая сложность изготовления изделия, требующего, по меньшей мере, трех-четырех дополнительных операций независимо от экструзии пленки, что делает изделие излишне дорогостоящим. К тому же существуют проблемы с утилизацией.
В основе изобретения стоит задача разработки недорогостоящего способа изготовления гигиенических изделий за один технологический цикл, при котором технологически после процесса экструзии непосредственно или в поточном режиме производят конечный продукт. Согласно изобретению способ изготовления должен обладать высокой производительностью и надежностью при хорошем соотношении цены и качества. Кроме того, применяемый материал-основа должен быть легко утилизируемым, а конечный продукт должен быть удобен в эксплуатации.
Поставленная задача решается посредством технических признаков, приведенных в отличительной части п.1 формулы.
Сущность изобретения состоит в комбинации пяти лежащих рядом друг с другом полотен, которые изготавливают за один цикл процесса экструзии посредством двух экструдеров, с последующим изготовлением изделия непосредственно или в поточном режиме. Полиэтиленовую пленку и, возможно, полипропиленовую пленку изготавливают из пяти полотен посредством двух экструдеров с использованием фильтра и насоса-дозатора, а также посредством специальной, оснащенной несколькими фильерами плоскощелевой головки через став литейных валков. При этом первый экструдер изготавливает оба газопроницаемых полотна, которые расположены между обоими наружными полотнами, прилегая к среднему полотну. Застежку-липучку изделия изготавливают после этого одновременно в производственном процессе как на литейном валке, так и за счет подключенной пары тиснильных валков.
Для обеспечения газопроницаемости пленку растягивают в продольном направлении в поточном режиме. В отдельном способе газопроницаемую пленку, состоящую из одного биологического и одного химического полимеров, изготавливают технологически посредством микроволн. При этом биологические полимеры удаляют из экструдированной пленки посредством микроволн. Наконец с помощью второго экструдера на влагонепроницаемое среднее полотно наносят впитывающую подушечку и закрывают ее находящейся сверху влагопроницаемой верхней пленкой в качестве покрывающей пленки, которая снабжена на краю растягивающейся лентой.
Согласно изобретению за счет экструзии возникает полимерная композиция, причем используемый экструзионный инструмент состоит из многоканальной плоскощелевой головки, с помощью которой создается пятислойная структура гигиенической пленки. Наконец одновременно в поточном режиме осуществляют формование застежки-липучки и на внешнее полотно в качестве запорного элемента для застежки-липучки напыляют извитое волокно.
Изобретение более подробно поясняется ниже на примере выполнения со ссылками на прилагаемые фигуры чертежей, в числе которых:
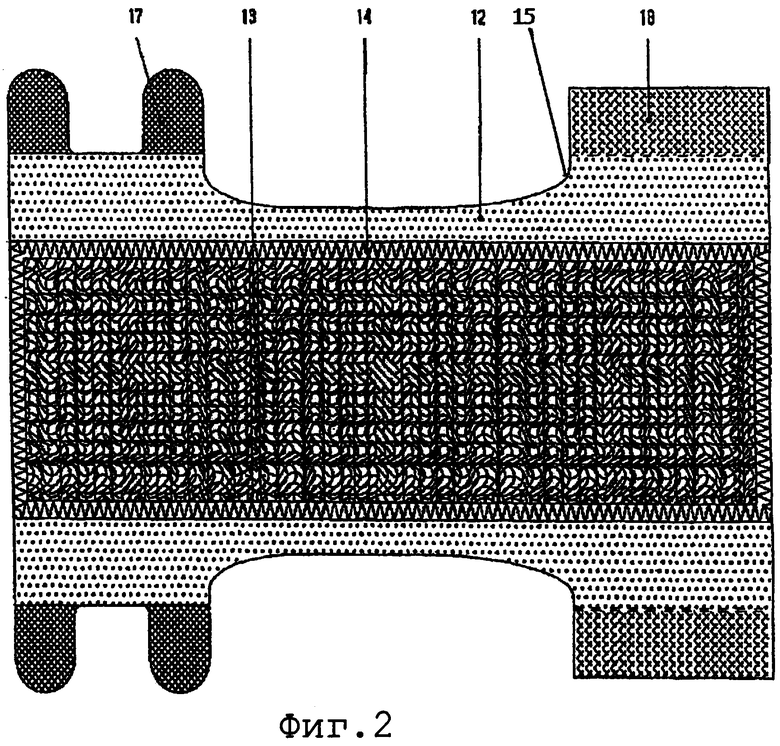
Фиг.1 изображает схему производственной установки с рабочим циклом;
Фиг.2 - вид сверху на гигиеническую пленку;
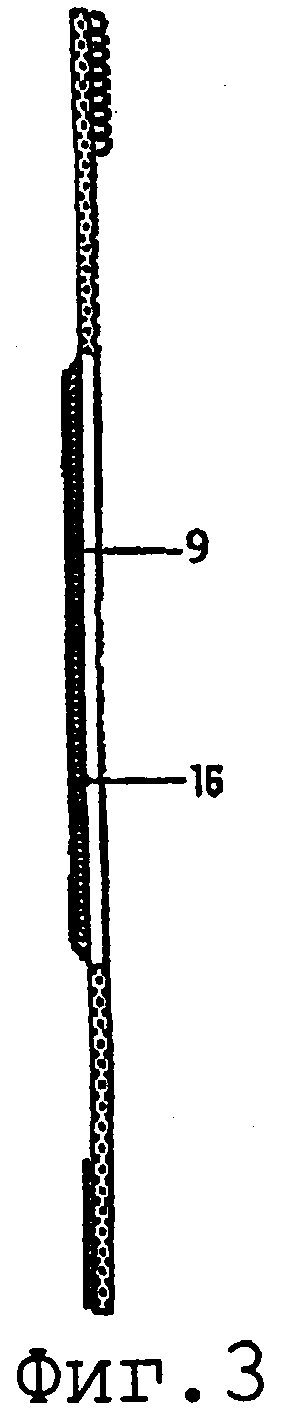
Фиг.3 - разрез гигиенической пленки.
С помощью первого экструдера 1 экструдируют одно среднее полотно 13 и два наружных полотна 12. С этой целью используют все пять каналов многоканальной плоскощелевой головки 4. За счет этого удается за одну операцию экструдировать все пять образующих гигиеническую пленку пленочных полотен, что при ранее используемом традиционном процессе изготовления требовало пять отдельных операций. В процессе экструзии используют фильтр 2 в виде сетки, а за ним размещают - насос-дозатор 3, причем заготовку из наиболее часто применяемого полиэтилена направляют через плоскощелевую головку 4 и пару 5 литейных валков. Затем экструдированные таким образом полотна в качестве среднего 13 и двух наружных 12 полотен проходят через пару 6 формующих валков, откуда их передают на последующий участок 7 вытягивания. Здесь происходит вытягивание в поточном режиме пленочных полотен в продольном направлении, что вызывает высокую дыхательную активность. Вслед за производимым в поточном режиме вытягиванием на участке 7 посредством второго экструдера 8 формируют впитывающую подушечку 16. Наконец на гигиеническую пленку в ходе дальнейшего производственного процесса наносят влагопроницаемую покрывающую пленку 9, снабженную на своем краю растягивающейся лентой 14. После этого следует этап 10 фасонной резки, причем согласно примеру выполнения для детских подгузников делают криволинейные боковые вырезы 15. Непосредственно вслед за этим готовое гигиеническое изделие на этапе 11 обрезки обрезают до требуемой длины изделия.
Как было показано выше, за один рабочий цикл получают готовое гигиеническое изделие в виде детского подгузника, состоящего из двух дыхательно-активных наружных слоев 12 в виде газопроницаемого пленочного полотна и влагонепроницаемого среднего полотна 13, снабженного покрывающей пленкой 9, которая на своем краю снабжена растягивающейся лентой 14. Наконец предусмотрена впитывающая подушечка 16 с влагопроницаемой покрывающей пленкой 9, а во внешней зоне наружных полотен 12 расположена застежка-липучка 17, преимущественно с двумя липучими язычками. Оба липучих язычка застежки-липучки 17 при последующем использовании надежно соединяют с находящимися в таком же положении извитыми волокнами 18, что обеспечивает надежное застегивание детского подгузника. Скругленный вырез 15, получаемый на этапе 10 фасонной резки, входящем в производственный цикл, служит для подгонки подгузника к телу ребенка.
Перечень ссылочных позиций
1 - экструдер
2 - фильтр
3 - насос-дозатор
4 - многоканальная плоскощелевая головка
5 - пара литейных валков
6 - пара формующих валков
7 - вытягивание "ин-лайн"
8 - экструдер
9 - влагопроницаемая покрывающая пленка
10 - фасонная резка
11 - обрезка
12 - наружное полотно воздухопроницаемой пленки (полипропилен)
13 - среднее полотно (влагонепроницаемое полотно полиэтилена, полипропилена)
14 - растягивающая лента
15 - вырез
16 - впитывающая подушечка
17 - застежка-липучка (липучий язычок; два полотна)
18 - извитое волокно
Изобретение относится к способу экструзии для изготовления гигиенических изделий, в частности детских подгузников. Их изготавливают в виде пятислойного полотна из полиэтилена или полипропилена в композиции за один производственный цикл посредством двух экструдеров с помощью специальной многоканальной плоскощелевой головки. Причем для каждого отдельного полотна имеется один канал. В производственном цикле пленку на этапе растягивания растягивают в режиме "ин-лайн" в продольном направлении для достижения высокой дыхательной активности. Затем на наружные полотна одновременно экструдируют застежку-липучку и соответствующее извитое волокно, в результате чего при относительно низких затратах удается получить недорогое готовое к эксплуатации гигиеническое изделие. Из пяти отдельно экструдированных полотен формируют влагонепроницаемое среднее полотно, два дыхательно-активных воздухопроницаемых пленочных полотна в качестве наружных полотен, влагопроницаемую покрывающую пленку с растягивающейся лентой на краю, а также впитывающую подушечку. 5 з.п. ф-лы, 3 ил.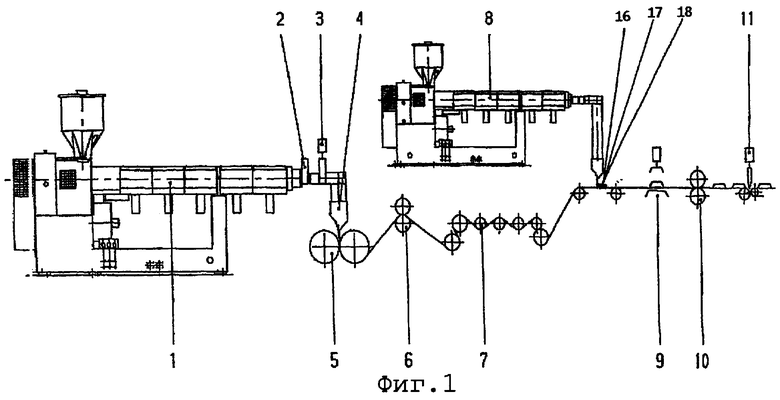
| Способ получения термически стабильных фторсодержащих ароматических сложных полиэфиров и поликарбонатов | 1959 |
|
SU132403A1 |
| WO 9828134 А, 02.07.1998 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНЕПОДОБНОГО МИКРОПОРИСТОГО СЛОИСТОГО МАТЕРИАЛА ИЗ НЕТКАНОГО ВОЛОКНИСТОГО ПОЛОТНА И ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ, ОБЛАДАЮЩЕГО ПРОНИЦАЕМОСТЬЮ ДЛЯ ВОЗДУХА И ПАРОВ ВЛАГИ И НЕ ПРОПУСКАЮЩЕГО ЖИДКОСТЬ | 1997 |
|
RU2161560C2 |

