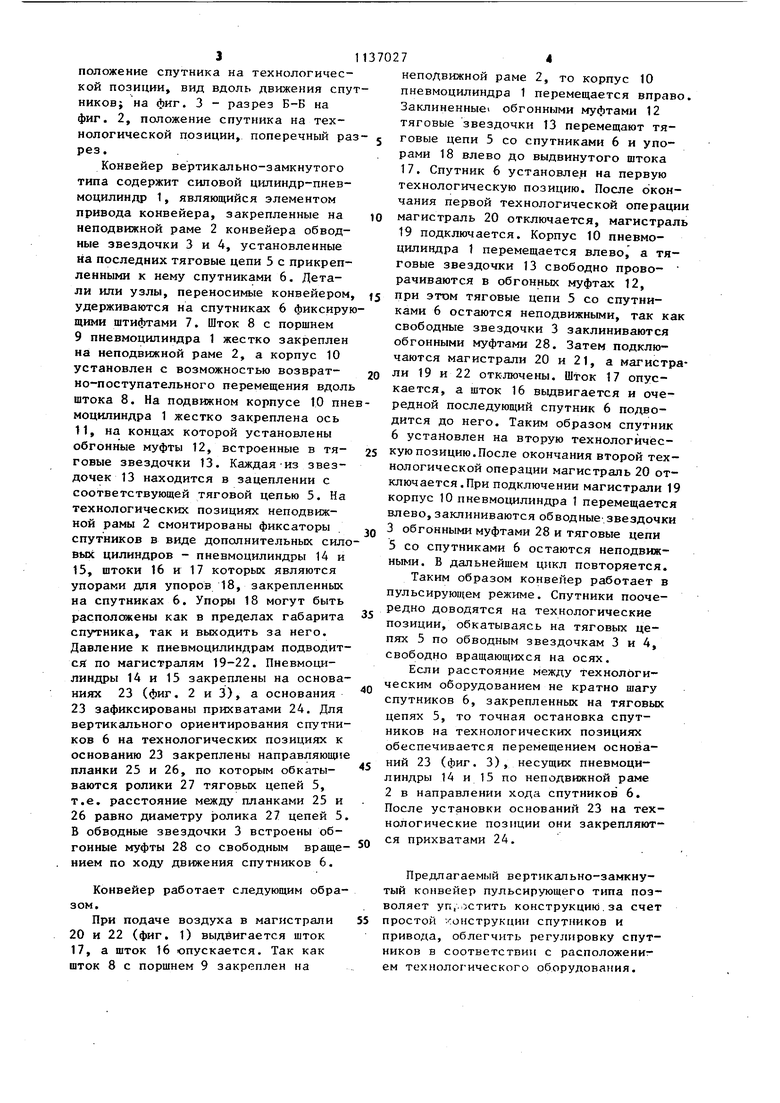
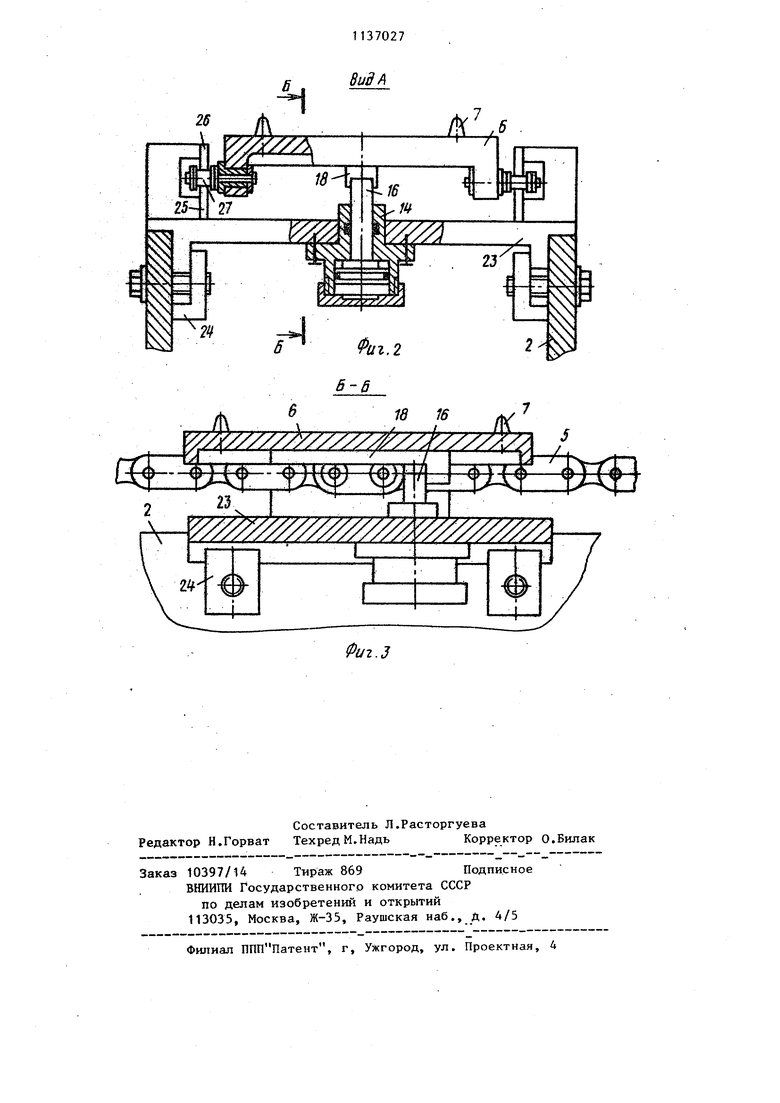
Изобретение относится к механизации межоперационной транспортировки изделий и предназначено для использования в конвейерах пульсирующего utna, работакицих с автоматически действующим оборудованием. Известно вертикально-замкнутое транспортное устройство для перемещения изделий с одной технологическо позиции на другую, содержащее обводные звездочки и тяговые цепи, связанные с каретками посредством механизма сцепления. В транспортном устройстве фиксация кареток на технологических позициях осуществляется поворотными дисками, установленными соосно обводным звездочкам fl Однако большая кинематическая це между технологическим оборудованием и поворотными дисками не обеспечивает точной фиксации кареток на тех нологических позициях. Связь поворотных дисков с приводами технологи ческого оборудования не позволяет а тономно использовать транспортное средство и усложняет его. Наиболее близким к предлагаемому является вертикально-замкнутый конвейер пульсирующего типа, содержащи закрепленные на неподвижной раме обводные звездочки, установленные на последних тяговые цепи с закрепленными на них спутниками с упорами смонтированные на неподвижной раме фиксаторы спутников, и привод. Фиксация и расфиксация спутников обеспечивается подпружиненными упорами, взаимодействующими с упорами приспособления-спутника С2. Однако конструкция приспособления-спутника сложна, так как включает буфер, закрепленный на пластин ролики расфиксации, плавающий спутник с направлякицими роликами, что ведет к увеличению массы подвижных частей конвейера, для плавной работы инерционный ход конвейера гасится буфером, поэтому необходимо оси симметрии технологических устройств устанавливать таким образом, чтобы ход приспособления-спутника был не менее величины инерционного хода конвейера. Кроме того, привод конвейера, включающего электродвигатель, тормо редуктор, цепную передачу, отличает ся сложностью. Так как привод данного конвейера не обеспечивает точной фиксации спутников на заданной технологической позиции, усложняется конструкция спутников и появляется необходимость установить на опорной конструкции дополнительные элементы, как направляющие, поворотные рычаги с роликами и подпружиненные упоры, что усложняет конструкцию конвейера. Кроме того, данный конвейер позволяет точно фиксировать спутники на технологических позициях, но Трудно осуществить точную установку (настройку) упоров для фиксирования спутников под оси симметрии технологического оборудования, так как элементы, установленные на опорную конструкцию для фиксации спутников (упоры, р1Ычаги и направляющие) j не имеют регулировки вдоль движения спутников. Цель изобретения - упрощение конструкции конвейера. Указанная цель достигается тем, что в вертикально-замкнутом конвейере пульсирующего типа, содержащем закрепленные на неподвшсной раме обводные звездочки, установленные на последних тяговые цепи с закрепленными на них спутниками с упорами, смонтированные на неподвижной раме фиксаторы спутников, и привод, последний выполнен в виде силового цилиндра, шток которого жестко закреплен на неподвижной раме, а корпус установлен с возможностью возвратно-поступательного перемещения вдоль штока, жестко закрепленной на корпусе силового цилиндра оси итяговых звездочек, каждая из которых установлена на оси посредством обгонной муфты с возможностью взаимодействия с соответствующей тяговой цепью, при этом фиксаторы спутников выполнены в виде штоков дополнительных силовых цилиндров, а обводные звездочки установлены с возможностью свободного вращения по ходу, движения спутников. Кроме того, фиксаторы установлены с возможностью перемещения по неподвижной раме с целью повышения точности, установки спутников на технологических позициях. На фиг. 1. изображена принципиальная пневмокинематическая схема конвейера; -на фиг. 2 - вид Л на фиг. 1, положение спутника на технологической позиции, вид вдоль движения спу ников; на фиг. 3 - разрез Б-Б на фиг. 2, положение спутника на технологической позиции, поперечный ра рез. Конвейер вертикально-замкнутого типа содержит сиповой цилиндр-пневмоцилиндр 1, являющийся элементом привода конвейера, закрепленные на неподвижной раме 2 конвейера обводные звездочки 3 и 4, установленные на последних тяговые цепи 5 с прикрепленными к нему спутниками 6. Детали или узлы, переносимые конвейером удерживаются на спутниках 6 фиксиру щими штифтами 7. Шток 8 с поршнем 9 пневмоцилиндра 1 жестко закреплен на неподвижной раме 2, а корпус 10 установлен с возможностью возвратно-поступательного перемещения вдоль штока 8. На подвижном корпусе 10 пн моцилиндра 1 жестко закреплена ось 11, на концах которой установлены обгонные муфты 12, встроенные в тяговые звездочки 13. Каждая-из звездочек 13 находится в зацеплении с соответствующей тяговой цепью 5. На технологических позициях неподвижной рамы 2 смонтированы фиксаторы спутников в виде дополнительных сило вых цилиндров - пневмоцилиндры 14 и 15, штоки 16 и 17 которых являются упорами дпя упоров 18, закрепленных на спутниках 6. Упоры 18 могут быть расположены как в пределах габарита спутника, так и выходить за него. Давление к пневмоцилиндрам подводится по магистралям 19-22. Пневмо1Д1линдры 14 и 15 закреплены на основаниях 23 (фиг, 2 и 3), а основания 23 зафиксированы прихватами 24. Для вертикального ориентирования спутников 6 на технологических позициях к основанию 23 закреплены направляющие планки 25 и 26, по которым обкатываются ролики 27 тяговых цепей 5, т.е. расстояние между планками 25 и 26 равно диаметру ролика 27 цепей 5 В обводные звездочки 3 встроены обгонные муфты 28 со свободным враще нием по ходу движения спутников 6. Конвейер работает следующим образом. При подаче воздуха в магистрали 20 и 22 (фиг. 1) выдвигается шток 17, а шток 16 опускается. Так как шток 8 с поршнем 9 закреплен на неподвижной раме 2, то корпус 10 пневмоцилиндра 1 перемещается вправо. Заклиненные обгонными муфтами 12 тяговые звездочки 13 перемещают тяговые цепи 5 со спутниками 6 и упорами 18 влево до выдвинутого штока 17. Спутник 6 установлен на первую технологическую позицию. После окончания первой технологической операции магистраль 20 отключается, магистраль 19 подключается. Корпус 10 пневмоцилиндра 1 перемещается влево, а тяговые звездочки 13 свободно прово- рачиваются в обгонных муфтах 12, при этом тяговые цепи 5 со спутниками 6 остаются неподвижными, так как свободные звездочки 3 заклиниваются обгонными муфтами 28. Затем подключаются магистрали 20 и 21, а магистрали 19 и 22 отключены. Шток 17 опускается, а шток 16 выдвигается и очередной последующий спутник 6 подводится до него. Таким образом спутник 6 установлен на вторую технологическую позицию. После окончания второй технологической операции магистраль 20 отключается. При подключении магистрали 19 корпус 10 пневмоцилиндра 1 перемещается влево, заклиниваются обводные.звездочки 3 обгонными муфтами 28 и тяговые цепи 5 со спутниками 6 остаются неподвижными. В дальнейшем цикл повторяется. Таким образом конвейер работает в пульсирующем режиме. Спутники поочередно доводятся на технологические позиции, обкатываясь на тяговых цепях 5 по обводным звездочкам 3 и 4, свободно вращающихся на осях. Если расстояние между технологическим оборудованием не кратно шагу спутников 6, закрепленных на тяговых цепях 5, то точная остановка спутников на технологических позициях обеспечивается перемещением оснований 23 (фиг. 3), несущих пневмоцилиндры 14 и 15 по неподвижной раме 2 в направлении хода спутников 6. После установки оснований 23 на технологические позиции они закрепляются прихватами 24. Предлагаемый вертикально-замкнутый конвейер пульсирующего типа позволяет уг1,..5стить конструкцию, за счет простой хонструкции спутников и привода, облегчить регулировку спутников в соответствии с расположение ем технологического оборудования.
У//}7////}у/ /7У7 / / 7Л/. ; t . . ( 11
Вид/
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Секция приводного роликового конвейера | 1988 |
|
SU1583329A1 |
| Установка для финишной обработки отливок | 1987 |
|
SU1532198A1 |
| Транспортное устройство для сборочной автоматической линии | 1983 |
|
SU1110610A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Линия для сборки сцепки автоматической | 1978 |
|
SU779020A1 |
| Растяжное устройство | 1989 |
|
SU1755088A1 |
| Устройство для кантования изделий | 1985 |
|
SU1265120A1 |
| ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЛИНИИ СПУТНИКОВОГО ТИПА | 1992 |
|
RU2047463C1 |
| Конвейер-накопитель | 1985 |
|
SU1296491A1 |
| Горизонтально-замкнутый конвейер для литейных опок | 1977 |
|
SU737318A1 |
1. ВЕРТИКАЛЬНО-ЗАМКНУТЫЙ КОНВЕЙЕР ПУЛЬСИРУЮЩЕГО ТИПА, содержащий закрепленные на неподвижной раме обводные звездочки, установленные на последних тяговые цепи с закрепленными на них спутниками с упорами, смонтированные на неподвижной раме фиксаторы спутников, и привод, отличающийся тем, что, с целью упрощения конструкции конвейера. привод выполнен в виде силового цилиндра, шток которого жестко закреплен на неподвижной раме,а корпус установлен с возможностью возвратнопоступательного перемещения вдоль штока, жестко закрепленной на корпусе силового цилиндра оси и тяговых звездочек, каждая из которых установлена на оси посредством обгонной муфты с возможностью взаимодействия с соответствующей тяговой цепью, при этом фиксаторы спутников выполнены в вице штоков дополнительных силовых цилиндров, а обводные звездочки установлены с возможностью свободного вращения по ходу движения спутников. (/} 2. Конвейер по п. 1, отличающийся тем, что, с целью С повьш ения точности установки спутников на технологических позициях, фиксаторы установлены с возможностью перемещения по неподвижной раме.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Транспортное устройство для перемещения изделий с одного автомата на другой | 1973 |
|
SU537005A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вертикально-замкнутый пластинчатый конвейер пульсирующего типа | 1972 |
|
SU485927A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
