Изобретение относится к соединительному устройству для соединения сваркой плавлением, используемому при соединении пластиковых труб и содержащему сварочную муфту, в которую с плотной посадкой входят концы свариваемых труб и в которую встроены спирали из проволоки с высоким сопротивлением или нити накала, вызывающие при подаче энергии сплавление материала сварочной муфты (муфты для сварки плавлением) с материалом стенок труб в месте нахождения указанных спиралей.
Уровень техники
Соединительные устройства описанного типа используются в общем случае при соединении вместе пластиковых труб, а также при соединении труб с коленчатыми патрубками, тройниками и т.п. Сварочные муфты обычно имеют в своей центральной части выступающие внутрь буртики и содержат встроенные спирали из проволоки высокого сопротивления на каждой стороне буртиков. При соединении труб их концы могут быть вставлены в муфту до упора в буртики. Рабочий, соединяющий трубы, будет тогда знать, что трубы правильно отцентрованы в муфте. Затем спирали подсоединяют к источнику напряжения. Материал, находящийся на внутренней поверхности муфты и на концах труб, будет сплавляться вместе, как результат действия тепла, выделяемого проволокой с высоким сопротивлением.
Это очень простой и эффективный способ соединения вместе простых труб. Многие трубопроводные системы, например системы для перекачки бензина, требуют использования двойных трубопроводов, т.е. труб, представляющих собой две соосные трубы, выполненные так, чтобы обеспечить кольцевое пространство между радиально внутренней и радиально наружной трубами. Это пространство используется для обнаружения любых утечек, которые могут произойти во внутренней или наружной трубе, в дополнение к повышенной безопасности от утечек в окружающее пространство.
С этой целью кольцевое пространство заполняют газом, например воздухом, имеющим давление выше или ниже давления окружающей среды. Наличие утечек может быть выявлено посредством текущего контроля давления в указанном кольцевом пространстве. Важно, чтобы изменения давления в пространстве между трубами могли распространяться по всей длине контролируемой зоны трубопровода. При соединении таких труб внутренние трубы должны быть соединены сами по себе, а наружные трубы должны быть соединены сами по себе так, чтобы обеспечить сообщение между кольцевыми пространствами в соединяемых двойных трубах.
При использовании обычных соединителей вышеуказанного типа для осуществлении указанных соединений, прежде всего, необходимо соединить вместе внутренние трубы с помощью муфты сварки плавлением, которая сплавляется вместе с трубами в первой операции расплавления. Перед этим необходимо, прежде всего, разместить на каждом конце трубы переходную муфту, причем каждая из этих муфт содержит часть, в которую плотно входит наружная труба, и часть большего диаметра, в которой размещается внутренняя муфта сварки плавлением для сварки внутренних труб. Эти переходные муфты соединяются с помощью наружной сварочной муфты большего диаметра. Также необходимо надеть эту наружную муфту на конец трубы перед сваркой внутренних труб. Переходные муфты и наружная сварочная муфта должны быть сварены вместе с соответствующими наружными трубами и друг с другом во время второй операции сварки.
Для получения, например, Т-образного соединения требуется большее количество элементов и операций. Использование таких обычных муфт сварки плавлением при соединении трубопроводов с двойными трубами, таким образом, становится дорогим из-за большого количества элементов, которые должны быть использованы, и вследствие того, что несколько операций сварки должны быть выполнены последовательно. В частности, особенно значительные затраты времени обусловлены разделением сварки труб на различные операции.
Сущность изобретения
Главной задачей настоящего изобретения является создание технологии сварки, которая чрезвычайно упрощает работу по соединению трубопроводов с двойными трубами.
В этой связи одной из задач, решаемых настоящим изобретением, является соединение двойных труб с помощью единственного соединительного устройства сварки плавлением.
Другой задачей настоящего изобретения является обеспечение возможности одновременного выполнения всех операций сварки при сварке Т-образных соединений.
Изобретение основывается на реализации того, что эти задачи могут быть решены с помощью устройства сварки плавлением или сварочной муфты, содержащей части различных диаметров, которые подходят к наружной и внутренней трубе трубопровода с двойными трубами соответственно и содержат каналы для обеспечения сообщения между кольцевыми пространствами двух двойных труб, соединенных вместе с помощью сварочной муфты.
Упоминание в дальнейшем описании и в формуле операции соединения труб подразумевает соединение вместе двух двойных труб или соединение одного такого трубопровода с соединительной деталью, коленом трубы, тройником и т.п., содержащими двойные трубы или трубы, снабженные каналами в их стенках с целью обеспечения необходимого сообщения с пространством между трубами в трубопроводе с двойными трубами.
Конкретные отличительные особенности устройства соединения плавлением, относящегося к типу, определенному в первом разделе описания, состоят в том, что сварочная муфта имеет больший диаметр на своих концах, чем диаметр ее промежуточной части, диаметр на указанных концах выполнен обеспечивающим возможность ввода с плотной посадкой наружной трубы трубопровода с двойными трубами, содержащего две соосные трубы и пространство для обнаружения утечек между указанными трубами, а диаметр промежуточной части выполнен обеспечивающим возможность ввода с плотной посадкой внутренней трубы. При этом муфта содержит нагревательные спирали из проволоки высокого сопротивления или нити накала, которые, при подаче к ним энергии, обеспечивают локальное сплавление материала муфты с материалом обеих наружных труб и внутренних труб в двух двойных трубах, которые необходимо соединить вместе с помощью муфты для сварки плавлением, а муфта для сварки плавлением содержит, по меньшей мере, один канал, соединяющий пространства в муфте на обеих сторонах промежуточной части.
Муфта для сварки плавлением такого типа обеспечивает, например, возможность соединения двух двойных труб с помощью единственного компонента, а также выполнения всех необходимых операций сварки плавлением за один шаг, путем соединения внешнего источника напряжения с двумя выводами на муфте. Это значительно облегчает работу, которая требуется для соединения вместе двойных труб, а также снижает стоимость такой работы. Далее, использование единственной сварной муфты также позволяет контролировать снаружи, насколько хорошо выполнена сварка внутренних труб.
Другие отличительные особенности изобретения будут понятны из зависимых пунктов формулы изобретения.
Перечень фигур
Изобретение далее будет описано более подробно со ссылками на предпочтительные варианты выполнения и на прилагаемые чертежи.
Фиг. 1 изображает соединение двух двойных труб с использованием обычных муфт для сварки плавлением,
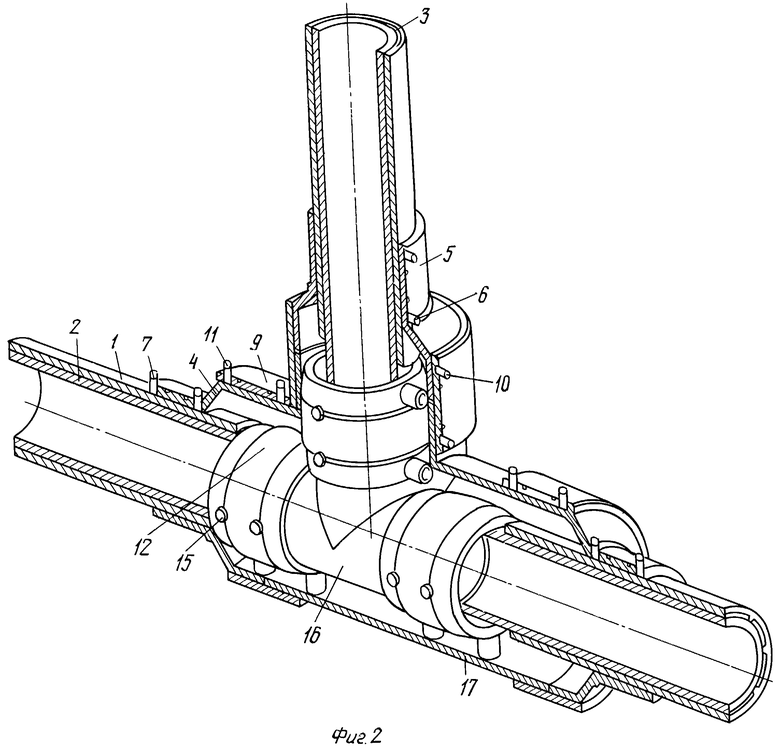
Фиг. 2 изображает соединение тройника с двойными трубами с помощью обычных муфт для сварки плавлением.
Фиг. 3 изображает сварочную муфту, выполненную согласно изобретению, для сварки двух двойных труб.
Фиг. 4 изображает тройник, соединенный с двойными трубами с помощью муфт для сварки плавлением, выполненных согласно изобретению.
Сведения, подтверждающие возможность осуществления изобретения
На фиг. 1 позицией 1 обозначена наружная труба, позицией 2 - внутренняя труба, а позицией 3 - свободное пространство между наружной и внутренней трубами. Трубы такого типа используются, наряду с другими областями применения, в подземных трубопроводах для перекачки бензина к заправочным станциям и т.п. Двойные трубы повышают безопасность в отношении утечек. Любая жидкость или газ, истекающие через внутреннюю трубу 2, будут собираться в кольцевом пространстве 3 между трубами и перетекать к самой нижней точке трубопровода.
Кольцевое пространство 3 может также быть использовано в качестве средства контроля утечек, для чего это пространство заполняется газом, например воздухом, с давлением выше или ниже атмосферного давления. Герметичность наружной трубы 1 и внутренней трубы 2 могут быть проверены с помощью текущего контроля давления в пространстве 3.
Однако при соединении таких труб вместе возникает проблема, состоящая в том, что кольцевое пространство 3 между наружной и внутренней трубами должно также быть загерметизировано в месте соединения как от пространства во внутренней трубе 2, так и от атмосферы за пределами наружной трубы 1.
На фиг.1 показано, как такое соединение выполняется в настоящее время с помощью обычных муфт для сварки плавлением. Процедура в этом случае будет следующей.
Наружная труба 1 отодвигается смещением вдоль концевой части соответствующих трубопроводов. Затем на соответствующие концы труб надевается переходная муфта 4. Переходная муфта 4 имеет цилиндрическую часть 5, выполненную в виде муфты для сварки плавлением, содержащую нагревательную спираль из проволоки высокого сопротивления или нити накала, к которым может быть подан электрический ток через два вывода 6 и 7 соответственно. Переходная муфта 4 имеет вторую цилиндрическую часть 8 большего диаметра. Диаметр части 5 выполнен таким, чтобы в нее с плотной посадкой могла быть вставлена наружная труба 1. На конце трубы установлена также муфта 9 для сварки плавлением, причем диаметр указанной муфты 9 для сварки плавлением выполнен существенно большим для установки ее с плотной посадкой на цилиндрическую часть 8 переходной муфты 5. Муфта 9 для сварки плавлением имеет на каждом конце спираль, выполненную из проволоки высокого сопротивления, к которой может быть подана энергия от выводов 10, 11.
Затем открытые концы внутренней трубы 2 вставляют в центр внутренней муфты 12 для сварки плавлением, имеющей принципиально такую же конструкцию, как и указанная муфта 9 и снабженной двумя встроенными спиралями из проволоки высокого сопротивления, соединенными с соответствующими выводами 13 и 14 муфты.
В первой операции сварки плавлением источник напряжения соединен с выводами 13 и 14 и энергия подается на спирали, встроенные в муфту 12, для нагревания материала муфты 12 и материала на концах внутренних труб 2, так, чтобы обеспечить сварку плавлением муфты 12 с соответствующими концами труб. Это дает в результате герметичное соединение внутренних труб 2. Переходные муфты 4 затем передвигают в показанное на чертеже положение на соответствующих наружных трубах и наружная муфта 9 сварки плавлением передвигается в положение, в котором она располагается в центре соединения между частями 8 переходных муфт. Соответствующие выводы 6, 7 и 10, 11 затем соединяют с источником напряжения для того, чтобы обеспечить сварку плавлением цилиндрических частей переходных муфт 4 с соответствующими наружными трубами, а муфты 9 для сварки плавлением с соответствующими концевыми частями переходных муфт 4. Это может быть выполнено в двух последовательных операциях сварки или одновременно.
Таким образом, для выполнения такого соединения требуются четыре элемента и, по меньшей мере, две операции сварки плавлением, причем нужно выполнить эти операции в разные моменты времени. Таким образом, работа по соединению труб является операцией, требующей много времени, и относительно дорогой. Кроме того, невозможно последовательно контролировать, хорошо ли выполнена сварка внутренней трубы, так как средства 15 индикации, позволяющие выполнять такую проверку, закрыты наружной сварной муфтой.
На фиг. 2 иллюстрируется применение обычной технологии в случае, когда соединяются вместе три двойные трубы с помощью так называемого тройника. Как будет понятно из чертежа, эта операция требует использования большого количества элементов. Во-первых, внутренние трубы должны быть соединены вместе с помощью внутренней Т-образной трубчатой части 16, которая соединена с соответствующими внутренними трубами с помощью трех сварочных муфт 12 того же типа, что используются в прямом соединении, показанном на фиг.1. Затем нужно соединить наружную Т-образную трубчатую часть 17 с наружными трубами 1 с помощью переходных муфт 9 таким же образом, как это было сделано в соединении, показанном на фиг. 1. Таким образом, всего требуется одиннадцать элементов и, по меньшей мере, две разнесенные во времени операции сварки, с соответствующими временными затратами и стоимостью. Как и в предыдущем случае, невозможно проверить, хорошо ли выполнена сварка внутренних труб при окончательном тестировании системы.
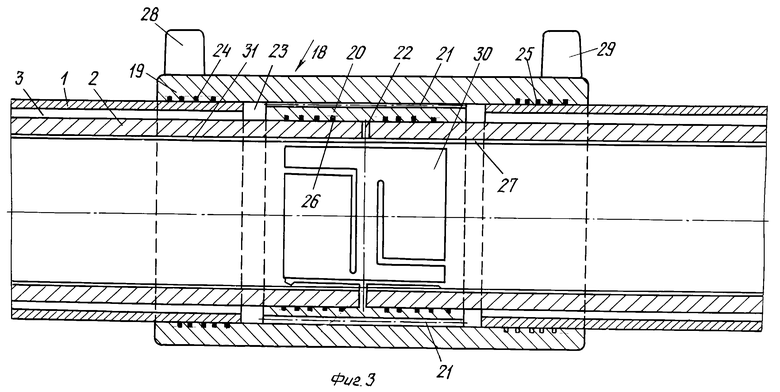
На фиг. 3 показано использование муфты 18 для сварки плавлением, выполненной в соответствии с изобретением, при соединении двух двойных труб, каждая из которых содержит наружную трубу 1, внутреннюю трубу 2 и промежуточное кольцевое пространство 3. Муфта 18 содержит две концевых части 19, имеющие диаметр, обеспечивающий возможность установки в нее с плотной посадкой наружной трубы 1. Промежуточная часть 20 муфты 18 имеет меньший диаметр, в нее с плотной посадкой входит внутренняя труба 2. В промежуточной части 20 выполнены несколько сквозных каналов 21, соединяющих пространства 18 на обеих сторонах промежуточной части 20 муфты. Эти каналы могут быть выполнены путем введения в муфту 18 во время формовки желаемого количества узких трубчатых элементов, в частности стальных трубок, например, от двух до четырех трубок.
Муфта 18, выполненная в соответствии с настоящим изобретением, используется для получения соединения труб следующим образом.
Как и в предыдущем случае, наружная труба 1 сдвигается по концевой части труб, которые нужно соединить. Затем внутренние трубы 2 вставляются в части 20 муфты 18, имеющие меньший диаметр, до упора в выступающий внутрь ограничительный фланец 22, что является индикацией центровки муфты относительно зоны соединения. В то же самое время наружные трубы 2 вводятся в части 19 муфты 18, имеющие больший диаметр. Наружные трубы 1 короче, чем внутренние трубы 2 на длину, образующую зазор 23 между соответствующими концами наружных труб и смежными с ними концами промежуточной части 20 муфты 18. Как должно быть понятно, все это выполняется за одну рабочую операцию.
В муфту 18 встроены четыре спирали 24, 25, 26, 27 из проволоки с высоким сопротивлением, из которых две спирали, 24, 25 встроены в цилиндрическую часть 19 муфты большего диаметра, а две спирали, 26 и 27, встроены в цилиндрическую часть 20 муфты меньшего диаметра. Все спирали соединены вместе, например, последовательно, друг с другом, и соединены электрически с двумя выводами 28 и 29 соответственно. Когда выводы 28 и 29 соединяют с источником напряжения, нагревательные спирали вызывают сварку плавлением муфты 18 с наружными трубами 1 и также с внутренними трубами 2, за одну операцию,
Сообщение между кольцевым пространством 3 соответствующих двойных труб достигается с помощью указанных встроенных каналов 21. Места, в которых происходит сплавление материала, могут быть проверены снаружи трубопровода и при последующих проверках с помощью обычных отверстий, заполненных материалом, позволяющим видеть, расплавился ли материал в желаемой степени. Соединение такого вида может быть выполнено за очень короткое время, с использованием одного элемента и одной операции сварки плавлением.
Как видно на чертеже, в устройстве имеется также втулка 30, перекрывающая место соединения между внутренними трубами 2. Единственная цель этой втулки - это обеспечение соединения внутреннего проводящего слоя 31 внутренних труб, с тем чтобы отводить статическое электричество, которое может возникнуть при протекании по трубе жидкой среды. Втулка 30, таким образом, выполнена из электропроводящего материала, который может иметь небольшую упругость, так что она может прижиматься к внутреннему слою с определенным усилием. Втулка не имеет никаких функций применительно к описываемому соединению как таковому и не используется, если не требуется электрического соединения между трубами.
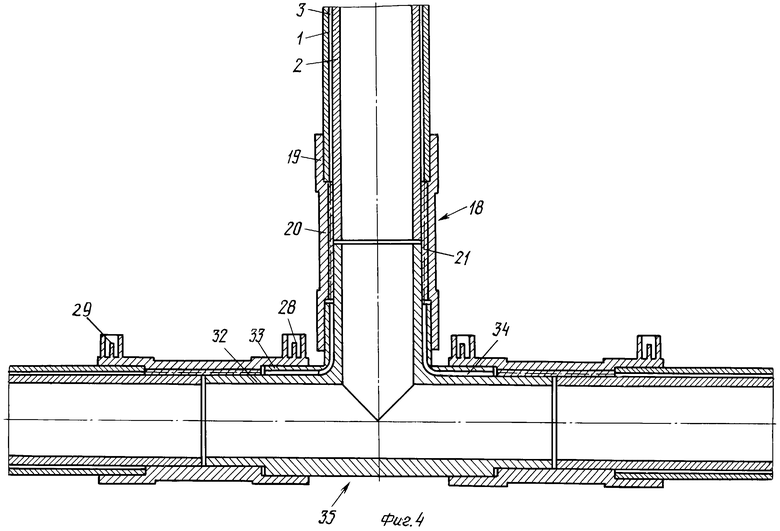
На фиг. 4 показано соединение вместе трех двойных труб 1, 2 с помощью тройника с использованием муфт для сварки плавлением, выполненных согласно изобретению.
В этом случае требуется Т-образный трубчатый элемент 35, содержащий внутреннюю трубу 32 и наружную трубу 33, и каналы 34, через которые сообщаются друг с другом кольцевые пространства 3 в соединяемых трубопроводах. Каналы 34 могут быть выполнены с помощью проточек на внутренних поверхностях соответствующих наружных труб 33 или путем введения изогнутых трубок в наружные трубы 33 Т-образного трубчатого элемента.
Такой Т-образный трубчатый элемент 35 может быть соединен с указанными двойными трубами с помощью муфты для сварки плавлением такого типа, как описан применительно к фиг.3, для каждого такого соединения.
На фиг. 4 каждая сварочная муфта 18 содержит четыре вывода 28, 29, которые обеспечивают сварку наружных труб и внутренних труб отдельными операциями, если необходимо. Однако, разумеется, эти операции могут выполняться одновременно, и соответствующие выводы могут быть соединены попарно. Используются сварочные муфты 18 того же типа, что и показанные на фиг.3. В этом варианте выполнения также имеются электрически проводящие втулки или втулка 30 (не изображена) для создания электрического соединения между внутренним проводящим слоем внутренних труб, с тем, чтобы отводить статическое электричество, которое может присутствовать.
Как показано на фиг.4, Т-образное соединение выполняется с помощью только четырех элементов вместо требуемых одиннадцати элементов при использовании известных решений, как это показано на фиг.2. Соответственно, снижается стоимость и экономится время благодаря тому, что все операции сварки могут быть выполнены одновременно. Результат также может быть последовательно проверен, например, при окончательной проверке установки.
Изобретение описано выше со ссылками на создание прямого соединения и Т-образного соединения соответственно. Очевидно, однако, что изобретение может быть использовано в других случаях, например, при соединении с коленом трубы, с заглушкой, и с соединительными муфтами, переходными элементами и т. п. Как будет понятно специалистам в этой области, каналы, требуемые для сообщения через промежуточные части муфт сварки плавлением, могут быть получены различными путями и в различных формах. Главным критерием является способность каналов поддерживать сообщение между кольцевыми пространствами соединяемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ | 2010 |
|
RU2529293C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ | 2006 |
|
RU2398994C2 |
| АРМИРУЮЩАЯ МУФТА ДЛЯ СОЕДИНИТЕЛЯ, УЗЕЛ АРМИРУЮЩЕЙ МУФТЫ И СОЕДИНИТЕЛЯ, СПОСОБ СВАРКИ, НАПРИМЕР, МНОГОСЛОЙНЫХ ТРУБОПРОВОДОВ И УЗЛА | 2014 |
|
RU2650225C2 |
| Способ соединения труб, выполненных из плавкого материала | 1990 |
|
SU1776775A1 |
| СПОСОБ УСТАНОВКИ МУФТЫ НА ДЕФЕКТНЫЙ УЧАСТОК ТРУБОПРОВОДА | 2001 |
|
RU2222746C2 |
| ЗАДЕЛЫВАНИЕ ПОЛОГО ПРОФИЛЯ ТРУБЫ СО СПИРАЛЬНОЙ НАМОТКОЙ | 2004 |
|
RU2346813C2 |
| ЕМКОСТЬ | 2004 |
|
RU2294309C2 |
| САМООЧИЩАЮЩИЙСЯ СКВАЖИННЫЙ ФИЛЬТР | 2015 |
|
RU2600224C1 |
| КОМПЕНСИРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ СОЕДИНЕНИЯ КОНСТРУКТИВНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2453434C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ И ТРУБА | 1999 |
|
RU2230248C2 |
Изобретение относится к строительству и используется при сооружении трубопроводов из пластмассовых труб. В муфту устанавливают с плотной посадкой концы соединяемых труб. Муфта содержит встроенные в нее нагревательные спирали из проволоки с высоким сопротивлением или нити накала, которые при подаче к ним энергии обеспечивают сварку плавлением материала муфты с материалом стенок труб в месте нахождения спиралей. Диаметр концов муфты больше, чем диаметр промежуточной ее части и обеспечивает возможность ввода с плотной посадкой наружной трубы. Внутренний диаметр промежуточной части выполнен с возможностью ввода с плотной посадкой внутренней трубы трубопровода, который содержит две соосных трубы и пространство между ними для обнаружения утечек. Муфта содержит, по меньшей мере, один канал, который соединяет друг с другом межтрубное пространство на обеих сторонах промежуточной части муфты. Упрощает монтаж и повышает надежность соединения. 7 з.п. ф-лы, 4 ил.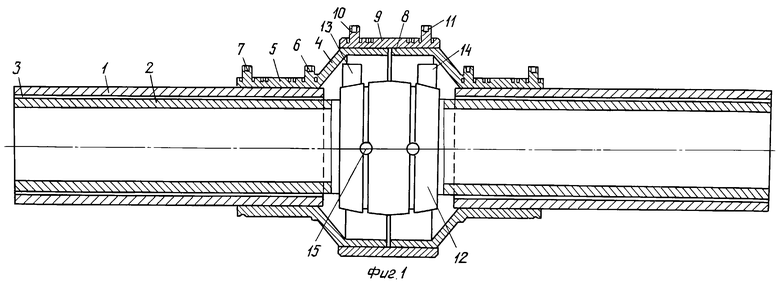
| СПОСОБ ПОЛУЧЕНИЯ ЛЕКАРСТВЕННОГО СРЕДСТВА "ФЛОРИСЕД" СЕДАТИВНОГО ДЕЙСТВИЯ НА ОСНОВЕ РАСТИТЕЛЬНОГО СЫРЬЯ | 2004 |
|
RU2281111C2 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 1998 |
|
RU2135875C1 |
| СПОСОБ СОЕДИНЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И ТРУБЫ, СОЕДИНЕННЫЕ ЭТИМ СПОСОБОМ | 1994 |
|
RU2115057C1 |
| КОМПОЗИЦИЯ ДЛЯ ИНЪЕКЦИОННОГО РАСТВОРА | 2015 |
|
RU2606487C1 |
| ТЕРМОУСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И ЗАМОРАЖИВАНИЯ ГРУНТА | 1998 |
|
RU2164272C2 |
| DE 3929326 A1, 07.03.1991. | |||
