Настоящее изобретение относится к новому способу заделывания полости в полом профиле из термопласта, имеющем по существу прямоугольное сечение, который был спирально намотан для образования трубы.
Трубы указанного типа, полученные спиральной намоткой, обладают повышенной надежностью по сравнению со сплошными трубами благодаря их конструкции с двойной стенкой. Если, например, наружная стенка будет повреждена с образованием отверстия, внутренняя стенка по-прежнему будет неповрежденной и предотвратит вытекание среды, протекающей в трубе, наружу из трубы или попадание влаги в трубу снаружи.
Это требует того, чтобы спирально намотанный профиль был заделан при разрезании трубы. Например, в муфтовых соединениях вода может вытекать из внутреннего пространства трубы в профиль, если открытый профиль не будет закрыт на концах трубы. При применениях труб на барабанах, в резьбовых соединениях и, как правило, при разрезании трубы, в особенности в полевых условиях, требуется надежный способ заделывания полости профиля.
При сварке подобных труб со спиральной намоткой или посредством ручного экструдера, или посредством сварочного автомата с внутренней или с наружной стороны трубы, требуется, чтобы полость в профиле была заделана для предотвращения свободного вытекания расплавленного пластика в полость профиля без создания давления осадки, которое должно быть обязательно достигнуто для получения надлежащего соединения. Это относится, как правило, к трубам из термопластов со спиральной намоткой, изготовленных, например, из полиолефинов, таких как полиэтилен и полипропилен, или из поливинилхлорида.
В соответствии с ранее известными решениями открытый профиль закрывают на концах трубы посредством заполнения отверстий профиля расплавленным пластиком, который будет привариваться к стенкам и затвердевать с образованием непроницаемой пробки. Проблема, связанная с расплавленной массой, заключается в том, что для достижения хорошего адгезионного сцепления с внутренними стенками трубы поверхности должны быть хорошо обработаны, что, однако, связано с большими затратами труда. В то же время то количество пластика, которое требуется, в частности, для подготовки труб большего размера, может вызвать напряжения в соседних конструкциях при затвердевании пластика. При затвердевании масса из пластика будет давать усадку, что приводит к напряжениям, в частности, в сварных соединениях, образованных при изготовлении трубы, но также в сварных соединениях между расплавленной пробкой и углами профиля.
В соответствии с другим ранее известным способом профиль разрезают либо под прямым углом, либо под непрямым углом относительно средней линии профиля и перпендикулярно средней линии трубы. Затем пластмассовую пластину приваривают на открытом конце профиля посредством сварки встык или посредством ручного экструдера. Поверхности, между которыми должно быть образовано сварное соединение, должны быть предварительно обработаны. Кроме того, требуется регулирование давления осадки и высокая точность при выполнении сварочной операции. Также существует опасность того, что слишком большая часть сварного соединения будет стираться при истирании сварного соединения вокруг пластины. Это трудно впоследствии контролировать визуально. Для выполнения данного способа требуется высокая точность, в частности, в отношении установки пластиковой пластины так, чтобы углы относительно средней линии профиля и относительно трубы были правильными, что является необходимым условием для получения позднее надежного и непроницаемого соединения между двумя трубами, концы которых подготовлены таким образом.
Целью настоящего изобретения является создание способа заделывания полости в профиле в заданном месте трубы со спиральной намоткой на концах трубы или в любом месте вдоль длины трубы либо с внутренней стороны, либо с наружной стороны трубы. Это достигается с помощью способа, который характеризуется тем, что прорезают прорезь в стенке профиля на наружной стороне или внутренней стороне трубы, проходящую по всей ширине полости в профиле, в профиль через прорезь вставляют пластину из термопласта, имеющую поперечное сечение, соответствующее длине и ширине прорези, и высоту, которая больше высоты профиля, и приваривают ее к внутренней стороне боковых стенок профиля после того, как поверхности внутри профиля и пластины из термопласта, подлежащие соединению вместе, были обработаны и нагреты до расплавленного состояния. Наружное соединение между пластиной из термопласта и краями прорези закрывают. Данный способ позволяет просто и очень надежно заделать полость в профиле. Кроме того, оказывается минимальное воздействие на структуру трубы в виде всасывающих воздействий и напряжений.
В соответствии с предпочтительным вариантом осуществления прямоугольную прорезь, проходящую поперек продольному направлению профиля, прорезают в профиле. Прорезь может быть прорезана с помощью резака с вылетом инструмента или другого пригодного инструмента.
Прорезь также может быть образована под углом, составляющим 30-90° относительно средней линии профиля, при этом прорезь имеет форму параллелограмма, концевые поверхности которого проходят, предпочтительно, на том же уровне, что и направленные радиально в трубе боковые стенки профиля. После этого поверхности внутри профиля, на которых должно быть образовано сварное соединение, обрабатывают через прорезь для получения свежеобработанной поверхности одновременно с небольшим скашиванием кромок прорези для облегчения образования сварного соединения между пластиной из термопласта и стенкой трубы в указанной прорези. Указанную обработку и скашивание кромок можно выполнить, например, с помощью ленточно-шлифовального инструмента с абразивными пальцеобразными выступами или другого подходящего инструмента, посредством которого могут быть получены соответствующие поверхности внутри профиля. Кроме того, краевые поверхности пластины из термопласта, подлежащие соединению с обработанными участками внутри профиля, а также участки боковых поверхностей пластины из термопласта, подлежащие привариванию к стенке профиля в прорези, выполненной в нем, обрабатывают соответствующим образом.
Пластины из термопласта, подлежащие использованию в данном способе, предварительно изготавливают с различными размерами и толщиной для обеспечения пластин из термопласта с надлежащим размером для каждого размера трубы. Пластина из термопласта и профиль, из которого изготовлена труба, должны быть выполнены из термопластичного материала одного и того же вида для обеспечения хорошей адгезии. В том случае, когда профиль изготовлен из полиэтилена, пластина из термопласта может быть изготовлена из полиэтилена высокой плотности, полиэтилена средней плотности, полиэтилена низкой плотности или из термопластичного эластомера, поддающегося сварке вместе с профилем. В том случае, когда материал профиля представляет собой, например, полиэтилен высокой плотности, хорошие результаты получают путем использования термопластичной пластины из полиэтилена низкой плотности. При соединении с трубами, изготовленными посредством использования профиля из полипропилена, пластина из термопласта может быть соответствующим образом изготовлена из полипропилена с немного более высоким индексом расплава и более низкой температурой плавления или из термопластичного эластомера такого сорта, который поддается сварке вместе с профилем.
Нагрев двух боковых краев и нижнего края пластины из термопласта предпочтительно выполняют посредством нагрева указанных поверхностей трех краев одновременно посредством сварочного зеркального элемента, выполненного так, чтобы он соответствовал размеру соответствующей пластины из термопласта. Поверхности внутри профиля, к которым должны быть приварены указанные три края пластины из термопласта, соответствующим образом нагревают с помощью нагревательного зеркального элемента с регулированием температуры, имеющего такие же размеры и такую же форму, как указанная пластина из термопласта. Нагревательный зеркальный элемент соответствующим образом выполнен с такими размерами, что его ширина и высота больше ширины и высоты полости в профиле, так что часть стенки профиля, предпочтительно от одной пятой до половины ее, смещается и превращается в расплавленное состояние, когда нагретый нагревательный зеркальный элемент вставляют через прорезь, выполненную в стенке профиля. Это обеспечивает то, что будет осуществляться сварка свежеобработанного материала, когда допуски профиля могут вызвать некоторый перекос прямоугольного поперечного сечения профиля. Нагрев продолжают до тех пор, пока наплавленные валики не образуются на всех конечных свариваемых поверхностях, после чего нагревательный зеркальный элемент удаляют, и пластину из термопласта с тремя краевыми поверхностями, которые были нагреты до расплавленного состояния, вставляют через прорезь в стенке профиля.
Пластина из термопласта предпочтительно выполнена с такими размерами, что она имеет высоту и ширину, обеспечивающие возможность поддержания достаточного давления сварки в каждом соединении, когда пластина из термопласта вставлена через прорезь, выполненную в профиле, до тех пор, пока материал в сварных соединениях не охладится.
Наружное соединение между пластиной из термопласта и краями прорези затем закрывают, например, с помощью ручного экструдера, посредством сварки встык или посредством использования способа сварки сопротивлением с соответствующей вставкой.
В завершение, поверхность места заделывания обрабатывают, чтобы минимизировать сопротивление потоку в трубе, если заделывание было выполнено с внутренней стороны трубы, или чтобы избежать опасности запутывания при обработке трубы, если заделывание было выполнено с наружной стороны трубы.
В соответствии с предпочтительным вариантом осуществления нагревательный зеркальный элемент имеет форму с шириной, немного уменьшающейся по направлению к свободному концу нагревательного зеркального элемента, для облегчения вставки нагретого нагревательного зеркального элемента в профиль.
Далее изобретение описано более подробно со ссылкой на прилагаемые чертежи, на которых:
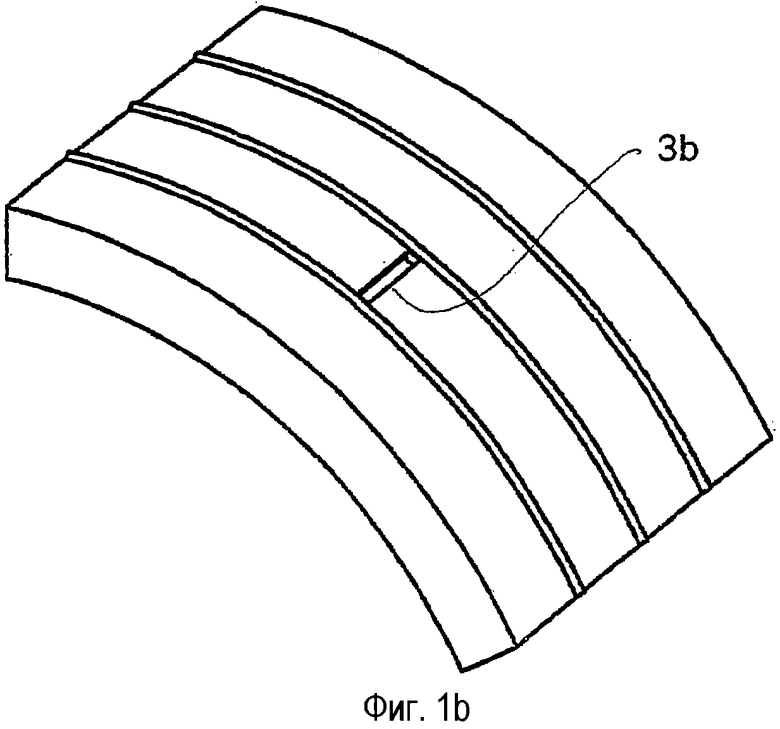
Фиг.1а и фиг.1b - схематическая иллюстрация примера способа в соответствии с изобретением, предназначенный для образования прорези соответственно на внутренней стороне и наружной стороне трубы со спиральной намоткой;
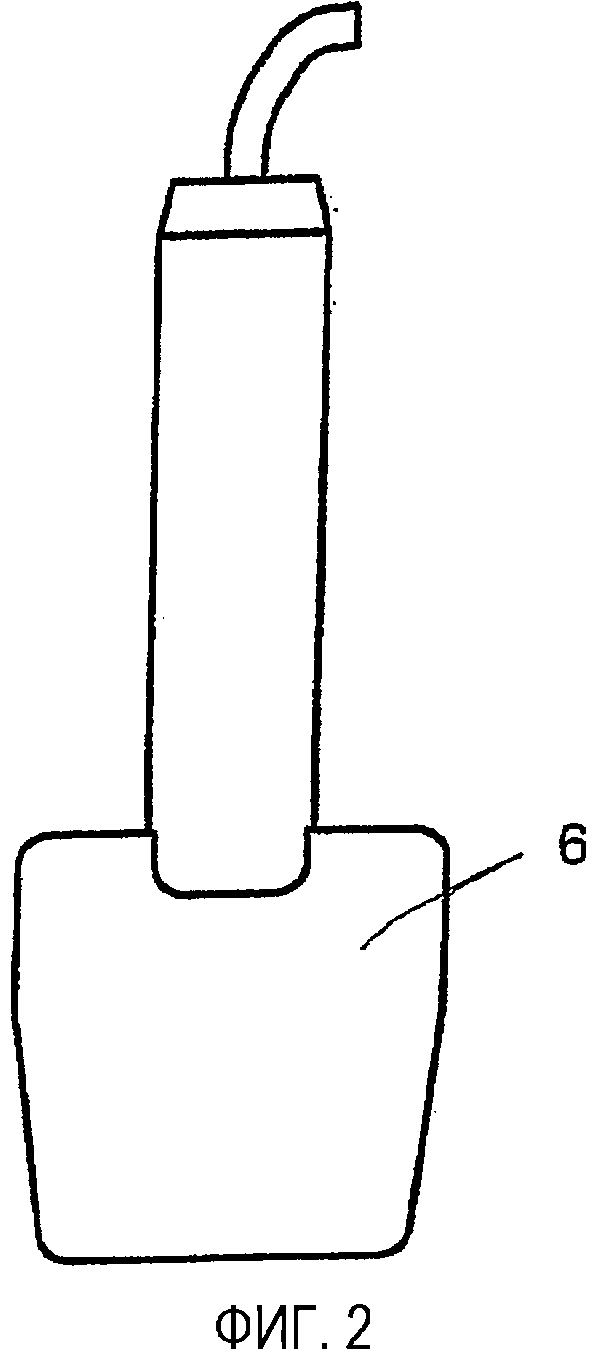
Фиг.2 - пример нагревательного зеркального элемента, предназначенного для нагрева в соответствии с изобретением заданных участков внутренних поверхностей полого профиля, из которого создана труба посредством спиральной намотки;
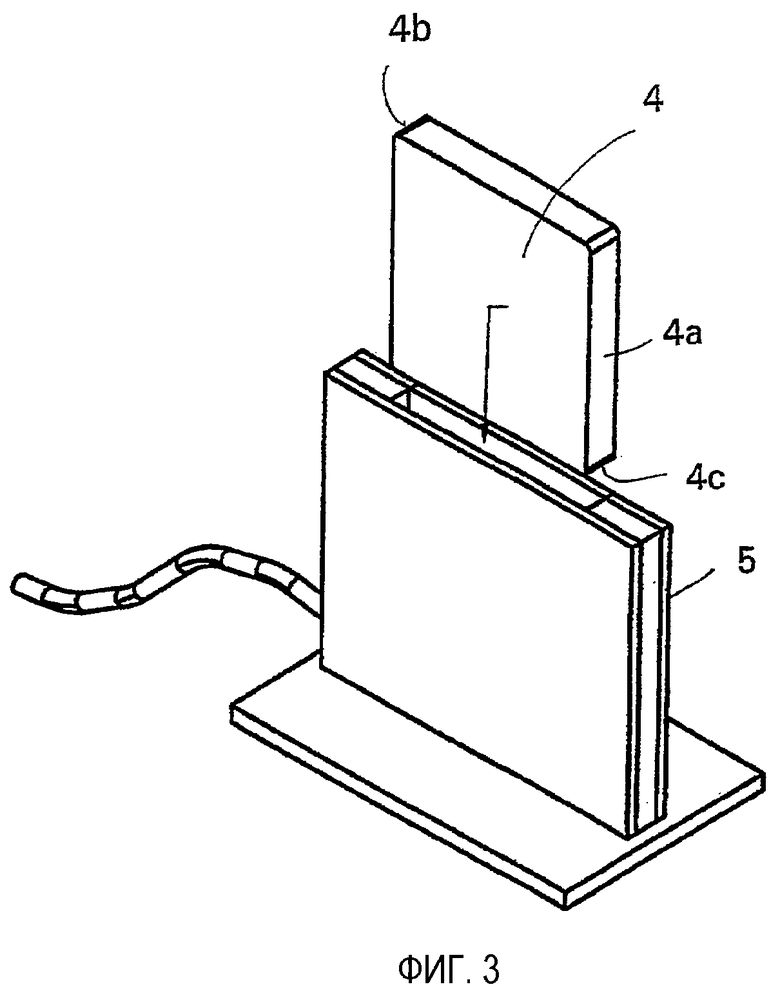
Фиг.3 - схематическая иллюстрация примера сварочного зеркального элемента, предназначенного для нагрева поверхностей кромок профиля из термопласта, которое должно быть использовано в способе согласно изобретению; и
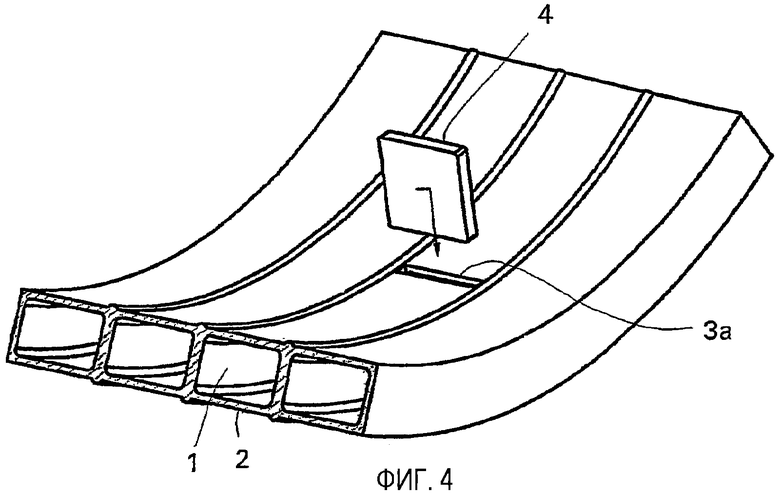
Фиг.4 - схематическая иллюстрация того, как пластину из термопласта в соответствии с изобретением вставляют через прорезь, образованную на внутренней стороне трубы в стенке профиля, из которого образована труба.
При заделывании полости в полом профиле 2 из термопласта, имеющем по существу прямоугольное поперечное сечение, который был спирально намотан для образования трубы, прорезь 3а, 3b сначала прорезают в стенке профиля 2 на наружной или внутренней стороне трубы, при этом указанная прорезь 3а, 3b проходит по всей ширине полости в профиле. На Фиг.1 схематически показан пример того, как прямоугольная прорезь 3а, 3b прорезана перпендикулярно продольному направлению профиля 2. Прорезь 3а образуют на внутренней стороне трубы только в тех случаях, когда труба имеет настолько большой диаметр, что соответствующее место на внутренней стенке трубы может находиться в зоне досягаемости требуемого оборудования. Полость 1 в стенке трубы обычно заделывают на обоих концах трубы вблизи открытого конца профиля 2. Способ согласно изобретению можно использовать для устранения возможного повреждения на наружной стороне трубы посредством перекрытия, проходящего по спирали канала в стенке трубы с обеих сторон от поврежденного места, и предотвращения тем самым поступления воды или других загрязнений (загрязняющих веществ) в указанный проходящий по спирали канал.
Поверхности внутри профиля 2, на которых должно быть образовано сварное соединение, обрабатывают для получения свежеобработанной поверхности для обеспечения хорошей адгезии. Обработка может быть соответствующим образом выполнена с помощью ленточно-шлифовального инструмента с абразивными пальцеобразными выступами, который вставляется в выполненную прорезь 3а, 3b. Одновременно кромки прорези 3а, 3b скашивают для того, чтобы способствовать получению хорошего сварного соединения вокруг пластины 4 из термопласта в прорези 3а, 3b.
В данном способе используют предварительно изготовленные пластины 4 из термопласта такого же типа, как тот термопласт, из которого изготовлен полый профиль 2, при этом имеются пластины 4 из термопласта с размерами, предназначенными для каждого размера трубы.
Пластину 4 из термопласта с обработанными краевыми поверхностями вставляют в сварочный зеркальный элемент 5, выполненный с возможностью нагрева обоих боковых краев 4а, 4b и нижнего края 4с пластины из термопласта. Обработанные участки внутри профиля 2, которые должны быть введены в контакт с нагретыми боковыми краями 4а, 4b и нижним краем 4с пластины из термопласта и приварены к нагретым боковым краям 4а, 4b и нижнему краю 4с пластины из термопласта, одновременно нагревают с помощью нагревательного зеркального элемента 6 с регулированием температуры, имеющего такую же форму, как указанная пластина из термопласта. Нагревательный зеркальный элемент 6 вставляют в профиль через указанную прорезь 3а, 3b. Нагревательный зеркальный элемент 6 имеет такие размеры, что его ширина вдоль проходящей в поперечном направлении прорези 3 будет немного больше ширины полости внутри профиля, так что часть стенки профиля будет смещаться при вставке нагревательного зеркального элемента 6 в профиль 2, при этом высота нагревательного зеркального элемента 6 будет иметь такую величину, что его свободный конец будет входить в контакт с нижней стенкой полости 1 по всей ширине полости. Нагрев продолжают до образования наплавленных валиков на всех получающихся в результате свариваемых поверхностях. В соответствии с предпочтительным вариантом осуществления нагревательный зеркальный элемент 6 имеет форму с немного уменьшающейся шириной по направлению к свободному концу нагревательного зеркального элемента для облегчения вставки нагретого нагревательного зеркального элемента в профиль и одновременного обеспечения некоторой компенсации возможного перекоса прямоугольного поперечного сечения профиля. Профиль также может быть немного скругленным.
Когда нагрев краев пластины из термопласта и внутренних сторон профиля 2 будет выполнен так, что состояние термопластичного материала превратится в расплавленное или пластическое, пластину из термопласта извлекают из сварочного зеркального элемента 5, и нагревательный зеркальный элемент 6 извлекают из профиля 2, после чего пластину из термопласта вставляют через прорезь 3а, 3b в профиль 2 и прижимают к нагретым стенкам полости 1 до тех пор, пока термопластичный материал не охладится. После этого пластину из термопласта приваривают к кромкам прорези 3а, 3b, например, с помощью ручного экструдера посредством сварки встык или сварки сопротивлением с соответствующей вставкой.
В завершение место заделывания визуально проверяют и обрабатывают путем удаления частей пластины 4 из термопласта и участков сварного соединения, выступающих от стенки трубы, с тем, чтобы минимизировать сопротивления потоку в трубе, если заделывание было выполнено с внутренней стороны трубы, как схематически показано на Фиг.4, или чтобы избежать опасности запутывания при обработке трубы, если заделывание было выполнено с наружной стороны трубы.
Изобретение относится к способу заделывания полости в полом профиле из термопласта, имеющем по существу прямоугольное поперечное сечение и образованном в виде трубы посредством спиральной намотки. Способ заделывания полости в полом профиле из термопласта, имеющем по существу прямоугольное поперечное сечение и образованном в виде трубы посредством спиральной намотки, заключается в том, что прорезают прорезь в стенке профиля на наружной стороне или внутренней стороне трубы, проходящую по всей ширине полости в профиле. В профиль через прорезь вставляют пластину из термопласта, имеющую поперечное сечение, соответствующее длине и ширине прорези, и высоту, которая больше высоты профиля. Приваривают пластину к внутренней стороне боковых стенок профиля после того, как поверхности внутри профиля и пластины из термопласта, подлежащие соединению вместе, были обработаны и нагреты до расплавленного состояния. Достигаемый технический результат заключается в простом и очень надежном заделывании полости в профиле и минимальном воздействии на структуру трубы в виде всасывающих воздействий и напряжений. 11 з.п. ф-лы, 5 ил.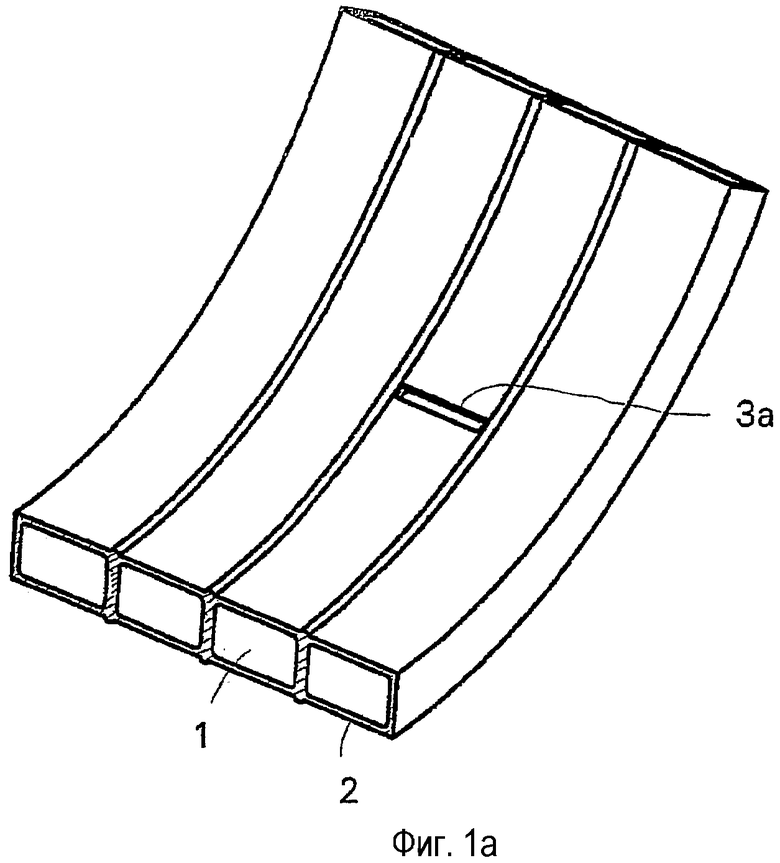
| Сварное соединение двух труб | 1980 |
|
SU1096438A1 |
| Асинхронно-вентильный частотнорегулируемый каскад | 1976 |
|
SU633126A2 |
| Способ сварки термопластов в раструб | 1982 |
|
SU1077804A2 |
| Способ контактной сварки термопластичных труб враструб и устройство для его осуществления | 1978 |
|
SU923355A3 |
| Способ сварки труб из термопластов и устройство для его осуществления | 1988 |
|
SU1627414A1 |
| Способ дуговой сварки плавлением стыков труб | 1983 |
|
SU1136911A1 |
| Приспособление для очистки ковшей элеватора от прилипающих частиц транспортируемых грузов посредством сжатого воздуха или пара | 1932 |
|
SU35660A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, ФИТИНГ И ЭЛЕМЕНТЫ СОЕДИНЕНИЯ ТРУБ | 1996 |
|
RU2140601C1 |
| US 5127442 A, 07.07.1992 | |||
| Плунжерный газлифт | 1936 |
|
SU61978A1 |

