Область техники, к которой относится изобретение
Изобретение относится к области металлургии и относится к способу и устройству для покрытия пораженного окалиной металлического деформируемого материала, имеющего форму прутка, смазочным материалом для пластического формообразования в последующем процессе волочения.
Уровень техники
При пластическом формообразовании пораженного окалиной металлического деформируемого материала, имеющего форму прутка, значительную роль играет предшествующий процесс очистки деформируемого материала, обычно называемого "катаной проволокой". В целом известно, что катаная проволока покрыта слоями окиси, гидроокислов и слоями окалины или похожими веществами. Эти, возникшие, прежде всего, от процесса горячей обработки давлением поверхностные слои должны тщательно удаляться перед волочением, так как их наличие вызывает не только существенно более высокий износ волочильных инструментов и значительное сокращение возможной скорости волочения, но и влечет за собой значительное снижение качества протягиваемой проволоки. Во многих случаях при таких условиях совсем не возможен также процесс пластического формообразования.
Для удаления таких поверхностных слоев известно множество способов, которые можно разделить, по существу, на две группы, в частности, на химический и механический способ очистки.
В группе химического способа очистки, по сути, осуществляют мокрое протравливание проволоки, причем, тем не менее, требуется ряд дополнительных операций, например, нейтрализация, полоскание, сушка и т.д. Такие этапы способа и соответствующие им устройства связаны с очень большими затратами. Более того, необходимые для этого вещества такие, как кислоты и щелочи, совсем не в незначительной степени загрязняют окружающую среду.
Механические способы очистки при волочении проволоки можно разделить, как правило, на три следующих друг за другом в направлении волочения участка очистки.
На первом участке очистки катаную проволоку принудительно проводят по извилистому участку пути соответственно двумя смещенными под углом 90° компоновками прокатки, вследствие чего проволоку изгибают, как в обе стороны, так и в две повернутые на 90° плоскости, а вследствие этого хрупкие слои окалины более или менее откалываются от металлической поверхности. Затем в каждом случае необходим второй участок очистки, в частности, крацевания при помощи системы металлических щеток. В заключение катаную проволоку обрабатывают на третьем участке очистки для удаления еще прилипших остатков пыли окиси при помощи подвода струи сжатого воздуха или струи воды под высоким давлением.
Недостатками механических способов очистки являются очень большие технологические издержки и обстоятельство, что вследствие механической нагрузки на деформируемый материал возникает повреждение его поверхности и структуры, а также охрупчивание деформируемого материала.
Известен также способ, при котором для удаления слоев окалины пораженный деформируемый материал сначала покрывают в камере со смазочным средством замкнутым слоем смазочного материала и подвергают пластическому формообразованию, уменьшающему его поперечное сечение (DE 10 2004 015 975 B3). Такое пластическое формообразование приводит к тому, что слой окалины отделяется от деформируемого материала и разбивается на маленькие части слоя, снимаемые оболочкой смазочного материала. Обработанный таким способом деформируемый материал подвергают тонкой очистке непосредственно после выхода из камеры со смазочным материалом при помощи вращающихся пластмассовых щеток, а также устройства для нагнетания сжатого воздуха. Затем полностью очищенную от окалины проволоку подают для дальнейшей обработки в последующем процессе волочения.
Раскрытие изобретения
В основе изобретения лежит задача разработать способ и устройство, позволяющие покрывать пораженный окалиной металлический деформируемый материал, имеющий форму прутка, твердым смазочным материалом для пластического формообразования в последующем процессе волочения, избегая удаления имеющихся на металлическом деформируемом материале слоев окалины или слоев твердого материала, содержащих окалину. Одновременно следует создать предпосылки для существенного улучшения стабильности последующего процесса волочения и качества изготовленных продуктов.
Эта задача решается признаками пункта 1 и пункта 7 формулы изобретения. Предпочтительные варианты выполнения содержатся в зависимых пунктах формулы изобретения.
В соответствующем изобретению способе пораженный окалиной деформируемый материал покрывают перед последующим процессом волочения твердым смазочным материалом и пластически деформируют со степенью ε деформации >3% и протягивают после этого, по меньшей мере, через одну напорную камеру для смешивания возникших вследствие пластического формообразования из слоя окалины частиц окалины с имеющимся на деформируемом материале после этого пластического формообразования смазочным материалом.
Для покрытия твердым смазочным материалом и для пластического формообразования со степенью ε деформации >3%, деформируемый материал протягивают предпочтительным способом через заполненную смазочным материалом камеру, в которой твердый смазочный материал находится под давлением. При пластическом формообразовании хрупкий слой окалины отделяется от поверхности деформируемого материала вследствие происходящего в деформируемом материале увеличения поверхности и разбивается на маленькие частицы окалины.
При расчете степени деформации величину степени ε деформации нужно выбирать, учитывая различное качество материалов, такой, чтобы она была достаточной для полного отделения слоя окалины от металлической матрицы поверхности деформируемого материала вследствие увеличения поверхности. Однако степень е деформации нельзя выбирать слишком большой, чтобы непредпочтительно снова не спрессовывать отделенный таким способом слой окалины с поверхностью деформируемого материала.
Для смешивания возникших частиц окалины с имеющимся на деформируемом материале смазочным материалом, деформируемый материал протягивают затем через напорную камеру с проходящим в направлении протягивания цилиндрическим или коническим внутренним диаметром.
Деформируемый материал имеет на выходе из напорной камеры покрытие, которое не нужно удалять, а скорее можно использовать как высокоэффективную пленку из смазочного материала для последующего процесса волочения. Эта пленка состоит из используемого в напорной камере твердого смазочного материала и введенных в него частиц окалины. Пылинки окалины бесспорно неожиданно повышают прочность к давлению и температурную устойчивость пленки из смазочного материала и создают предпосылки для существенного улучшения стабильности последующего процесса волочения и качества изготовленных продуктов.
Согласно изобретению, в напорной камере регулируется давление в смеси частиц окалины и смазочного материала.
Целесообразно использовать напорную камеру с имеющимся на выходе, отверстием, определяющим задаваемую на выходящем деформируемом материале толщину пленки из частиц окалины и смазочного материала. Для определения толщины задаваемой на выходящем деформируемом материале пленки из частиц окалины и смазочного материала может также использоваться волочильный камень.
Для осуществления способа изобретение содержит расположенное на волочильной машине устройство, содержащее устройство для покрытия пораженного окалиной деформируемого материала твердым смазочным материалом под воздействием давления и один или несколько последующих волочильных камней для пластического формообразования покрытого пленкой деформируемого материала со степенью ε деформации >3%, а также последующую напорную камеру для смешивания возникших вследствие пластического формообразования из слоя окалины частиц окалины с имеющимся на деформируемом материале после этого пластического формообразования смазочным материалом.
Устройством для покрытия пораженного окалиной деформируемого материала твердым смазочным средством и для пластического формообразования со степенью ε деформации >3% является согласно изобретению наполненная смазочным материалом напорная камера.
Напорная камера для смешивания возникших вследствие пластического формообразования из слоя окалины частиц окалины с имеющимся на деформируемом материале после пластического формообразования смазочным материалом имеет согласно изобретению проходящий в направлении протягивания цилиндрический или конический внутренний диаметр, причем внутренний диаметр цилиндрически проходящей напорной камеры рассчитан на 0,02 мм больше, чем диаметр деформируемого материала.
Напорная камера имеет на своем конце отверстие, определяющее задаваемую толщину пленки из частиц окалины и смазочного материала на выходящем деформируемом материале. Предпочтительно, если это отверстие может быть реализовано волочильным камнем с соответствующими размерами.
Согласно изобретению на напорной камере может быть расположено устройство для регулирования существующего в напорной камере давления смазочного материала.
Изобретение содержит в своей сущности комбинацию технических мероприятий по предварительной обработки очисткой пораженного окалиной деформируемого материала и технических мероприятий по покрытию такого деформируемого материала для последующего пластического формообразования. При помощи комбинации предпочтительно достигают синергетических эффектов с возможностью полного отказа для пораженного окалиной деформируемого материала от отдельного процесса очистки для удаления окалины, а одновременно достигают покрытия из смазочного материала, обеспечивающего особенно эффективный процесс пластического формообразования вследствие его высокой устойчивости к давлению и термостойкости.
Краткое описание чертежей
Далее приводится более подробное разъяснение изобретения посредством одного примера выполнения и соответствующего чертежа.
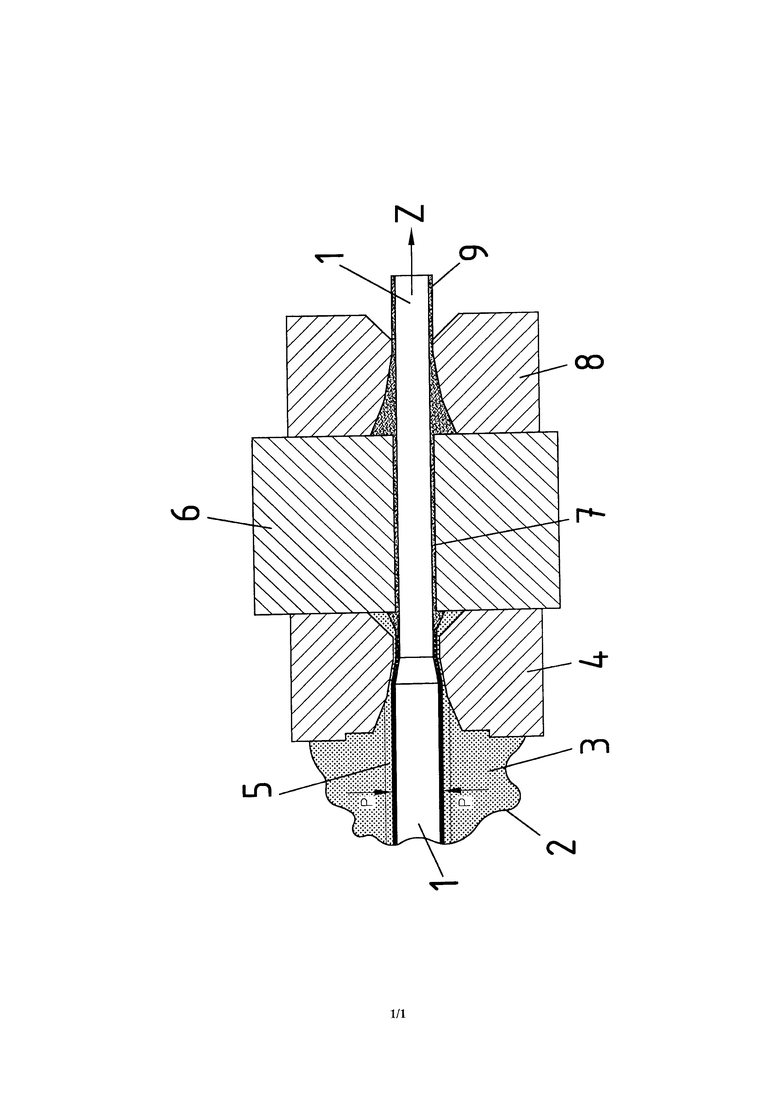
Показанное на чертеже устройство для нанесения покрытия на пораженный окалиной деформируемый материал 1 содержит (только частично изображенную) напорную камеру 2, наполненную твердым смазочным материалом 3, находящимся пол давлением P. Устройство расположено на не изображенной на чертеже волочильной машине перед служащими для пластического формообразования этапами волочения. Деформируемый материал 1 протягивается устройством в направлении Z волочения. На выходе напорной камеры 2 расположен волочильный камень 4, при помощи которого деформируемый материал 1 пластически деформируется со степенью 6 деформации = 5%. При этом находящийся на деформируемом материале 1 слой 5 окалины размельчается на маленькие частицы окалины и отделяется от металлической матрицы деформируемого материала. Частицы окалины вместе со смазочным материалом на деформируемом материале 1 транспортируют вместе в расположенный далее элемент 6 напорной камеры, имеющий цилиндрически проходящий канал 7 протягивания, внутренний диаметр которого на 0,04 мм больше, чем внутренний диаметр деформируемого материала. В канале 7 протягивания элемента 6 напорной камеры происходит интенсивное смешивание частиц окалины со смазочным материалом.
Еще, на выходе канала 7 протягивания расположен волочильный камень 8, служащий со своим выходным отверстием для определения толщины покрытия пленки из частиц окалины и смазочного материала на деформируемом материале 1. Деформируемый материал 1 имеет при выходе из волочильного камня 8 покрытие 9, которое не нужно удалять, а скорее использовать, как высокоэффективную пленку из смазочного материала для последующего процесса волочения. Эта пленка из смазочного материала состоит из используемого в напорной камере твердого смазочного материала и введенных в него частиц окалины. Частицы окалины бесспорно неожиданно улучшают устойчивость к давлению и термостойкость пленки из смазочного материала и создают предпосылки для существенного улучшения стабильности последующего процесса пластического формообразования и качества изготовленных продуктов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ НА НЕПРЕРЫВНУЮ МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОКРЫТИЯ ИЗ СМАЗОЧНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2136420C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СЛОЯ-НОСИТЕЛЯ СМАЗОЧНОГО МАТЕРИАЛА, В ЧАСТНОСТИ, НА ПРОВОЛОЧНЫЙ МАТЕРИАЛ, ПОЛУЧАЕМЫЙ СПОСОБОМ ВОЛОЧЕНИЯ | 1994 |
|
RU2143957C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ И ПЛАСТИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ВОЛОЧЕНИЕМ ФОРМОИЗМЕНЯЕМОГО МЕТАЛЛИЧЕСКОГО ПРУТКОВОГО МАТЕРИАЛА | 1999 |
|
RU2214876C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271890C2 |
| Способ волочения проволоки в режиме гидродинамического трения | 1988 |
|
SU1581400A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| АНТИКОРРОЗИОННАЯ СМАЗКА ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2351637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ ГОРЯЧЕКАТАНОЙ ЗАГОТОВКИ | 1997 |
|
RU2138351C1 |
Изобретение относится к области металлургии. В основе изобретения лежит задача разработать способ и устройство, позволяющие осуществлять покрытие пораженного окалиной металлического деформируемого материала, имеющего форму прутка, твердым смазочным материалом для пластического формообразования в последующем процессе волочения, избегая удаления имеющихся на металлическом деформируемом материале слоев окалины или слоев твердого вещества, содержащих окалину. Одновременно должны создаваться предпосылки для значительного улучшения стабильности последующего процесса волочения и для качества изготовленных продуктов. Перед волочением пораженный окалиной деформируемый материал покрывают твердым смазочным материалом и пластически деформируют со степенью ε деформации >3%, затем протягивают, по меньшей мере, через одну напорную камеру для смешивания возникших вследствие пластического формообразования из слоя окалины частиц окалины с имеющимся на деформируемом материале после этого пластического формообразования смазочным материалом. Устройство содержит соответствующее оборудование. 2 н. и 11 з.п. ф-лы, 1 ил.
1. Способ покрытия поражённого окалиной металлического деформируемого материала смазочным веществом для последующего процесса волочения, отличающийся тем, что поверхность металлического поражённого окалиной деформируемого материала покрывают твёрдым смазочным веществом, и затем деформируемый материал с покрытием деформируют для отслоения и измельчения слоя окалины при степени деформации ε > 3 %, причём степень деформации выбирают с учётом соответствующего качества материала, достаточную для полного отслоения слоя окалины от металлической матрицы поверхности деформируемого материала вследствие увеличения упомянутой поверхности и превращения в мельчайшие частицы окалины, затем деформируемый материал протягивают, по меньшей мере, через одну напорную камеру для смешивания частиц окалины, образовавшихся вследствие деформации из слоя окалины, с имеющимся на деформируемом материале после этой деформации смазочным веществом.
2. Способ по п.1, характеризующийся тем, что деформируемый материал для покрытия твердым смазочным материалом и для пластического формообразования со степенью деформации ε > 3% протягивают через заполненную смазочным материалом напорную камеру.
3. Способ по п.1, характеризующийся тем, что для смешивания возникших вследствие пластического формообразования из слоя окалины частиц окалины с имеющимся на деформируемом материале смазочным материалом, деформируемый материал протягивают через напорную камеру с проходящим в направлении протягивания цилиндрическим или коническим внутренним каналом.
4. Способ по п.3, характеризующийся тем, что используют напорную камеру с имеющимся на выходе отверстием, определяющим задаваемую на выходящем деформируемом материале толщину пленки из частиц окалины и смазочного материала.
5. Способ по п.3, характеризующийся тем, что используют напорную камеру с имеющейся на выходе волокой, определяющей задаваемую на выходящем деформируемом материале толщину пленки из частиц окалины и смазочного материала.
6. Способ по п.1, характеризующийся тем, что в напорной камере регулируют давление в смеси частиц окалины и смазочного материала.
7. Устройство для покрытия поражённого окалиной металлического деформируемого материала смазочным веществом способом по п. 1, содержащее устройство для покрытия поражённого окалиной деформируемого материала твёрдым смазочным веществом при воздействии давлением, по меньшей мере, одну волоку для деформации при степени ε > 3% для отслоения и измельчения слоя окалины и расположенную далее напорную камеру для смешивания частиц окалины, образовавшихся вследствие деформации из слоя окалины, с имеющимся на деформируемом материале после такой деформации твёрдым смазочным веществом.
8. Устройством по п.7, характеризующееся тем, что устройством для покрытия пораженного окалиной деформируемого материала твердым смазочным материалом в виде пленки и для пластического формообразования со степенью деформации ε > 3% является напорная камера.
9. Устройство по п.7, характеризующееся тем, что напорная камера для смешивания возникших вследствие пластического формообразования из слоя окалины частиц окалины с имеющимся на деформируемом материале после пластического формообразования смазочным материалом имеет проходящий в направлении протягивания цилиндрический или конический внутренний диаметр.
10. Устройство по п.7, характеризующееся тем, что внутренний диаметр цилиндрически проходящей напорной камеры на 0,02 мм больше, чем диаметр деформируемого материала.
11. Устройство по п.7, характеризующееся тем, что напорная камера имеет на своем конце отверстие, определяющее задаваемую толщину пленки из частиц окалины и смазочного материала на выходящем деформируемом материале.
12. Устройство по п.7, характеризующееся тем, что напорная камера имеет на конце волоку, определяющую задаваемую толщину пленки из частиц окалины и смазочного материала на выходящем деформируемом материале.
13. Устройство по п.7, характеризующееся тем, что на напорной камере расположено устройство для регулирования в напорной камере давления смазочного материала.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ ГОРЯЧЕКАТАНОЙ ЗАГОТОВКИ | 1997 |
|
RU2138351C1 |
| SU 1640871 A1, 10.06.1986 | |||
| Устройство для нанесения покрытия на движущуюся гильзу | 1986 |
|
SU1409363A1 |
| DE 102004015975 B3, 11.08.2005. | |||

