; ;о
1чЭ
H,u)6peroiine опчм ;nся к (jOpaOoTKe ме- ra.i.idii .uiii. ienHfM ii ( быть использовано при iiaKariiiKijiiiiii Н зьбы па тонкостеи- пыс трубные :iaioioHKit типа предохранительных му({)т н HniHuvieii.
Цель изобретения ювышение качества резьбы за счет обеспечения центрирования загогонки относительно резьбонакатной головки.
На фиг. I предстанлепо устройство для
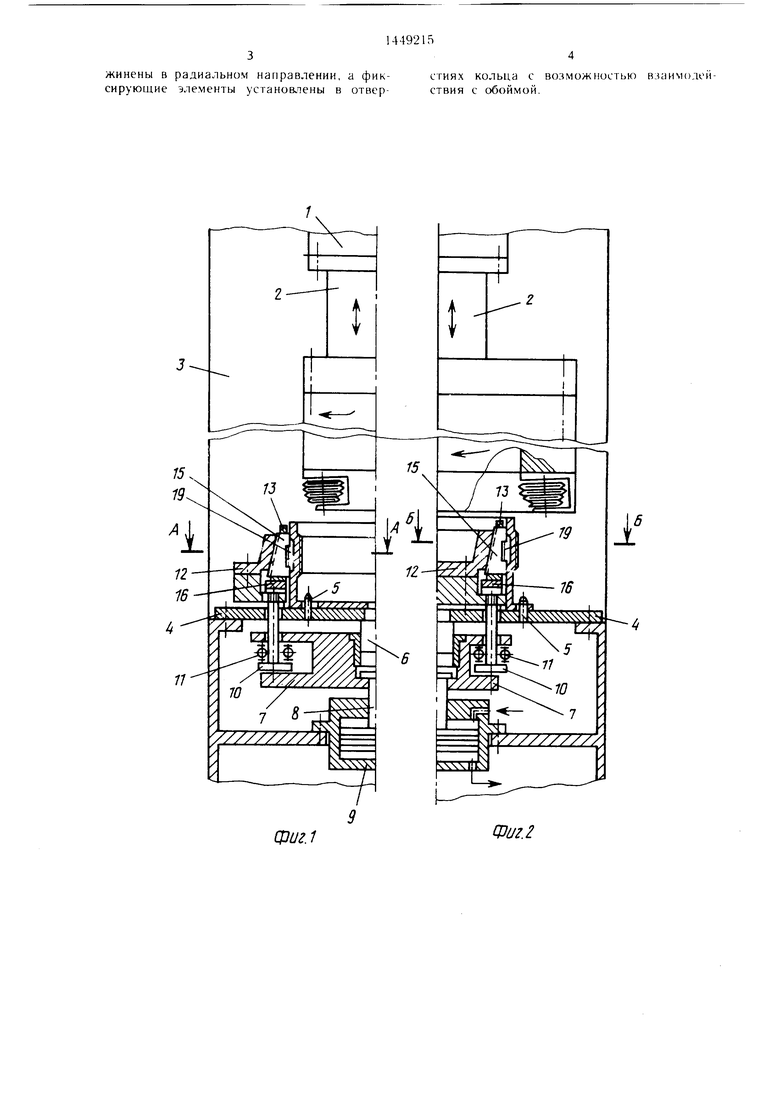
накатки внутренней резьбы, общий вид в разрезе; на фи1. 2 то же, для накатки на- ружно11 резьбы; на фит. 3 сечепие А -А на фи1. 1; на фи1. 4 сечение Б -Б на фиг. 2; па фи1 . 5 сечение В В на фиг. 3; на фиг. В сечепие Г Г на фиг. 3; на фи1 . 7 сечепие Л Л па фиг. 4; на . 8 - сечепие f: I: на фит. 4.
Устройство может быть использовано при накатывании как наружной, так и внутренней резьбы.
Усгройсгво Ii компопоЕже для пакатыва- ния впутренне на заготовке тина предохрашпельпой содержит приводной Н111инде,ль 1, на котором установлена резьбонака тиая ю.ювка 2 ( идропривод ме- xaiHi3 ui подачи (о.ювки не показан). На Kt)pnyce . ycTpoi icTBa разметено установ1)ч- ное приспособление, содержащее плиту 4 с птты)ем п для фиксации затотовки и на- правляюпан осью 6, взаимодействующей с плапкой 7. Носледняя соединена со нпо- ком 8 гидро- И.1И пневмопилиндра 9. к которому под1и ди1ся ретулируемое давление : пертоиосителя.
В отверстиях плиты 4 расположены тяти К), конц1 1 кото|1ых устапонле1П в пазах планки 7 на опорах I 1 качении. На дру1Ч)м копне тяг жестко (акрсплен конический стакан 12, в котором устанор лен,: обойма 13 с пазами 14, выполнеппыми равномерно по периметру. R na.iax 14 размещепЬ) конические сет- менты 15. Обойма 13 расположена на кольце 16, жестко закрепленном на нлиге 4, и фиксируется 01 носи ,с.1ьно KO. ibna 16 но- средс твом ()иксаций :1ле ентов, выно,1нен- ных к виде подпружиненных шариков 1/. Сме1Ц1Ч1ие обоймм 13 1)тносит( 1ьно ко.тьпа 16 отраничено на величину зазора между винтами 18 и отвс)стиямн в кольце 16 и равно напб()льп1ему возможному отк-чонению от соосности между осью обрабатываемой за- 1-отовки и ос1)Ю )езьбона атной толовки 2. Сегменты 1о своей к(Я1ической новерхностьк; поджаты к коническому стакапу 12 н.чоской кольцевой пружи 1ой 19.
Устройство работает следующим об| а- зом.
Заготовка устапавливается на 1нтырь 5, после чего даек я команда па в|)а1цение резь бопакатпой (оловки 2 и зажим заготовки от гидро- или пнеимоцилиндра 9. Носле атого шток 8 церемещает вниз планку 7 и через
тяги 10 конический стакан 12, который сдвигает при этом сегменты 15 на зажим заготовки. Затем дается команда на перемещение вниз резьбонакатной головки 2 - сначала быстрое, а затем рабочее. В начале рабочей подачи, благодаря заборным конусам на резьбонакатных роликах головки и на заготовке, последняя сдвигается на величину неконцентричности осей резьбонакат- ной головки и накатываемой поверхности заготовки. При этом вместе с зажатой головкой смещается обойма 13 с сегментами 15 и конический стакан 12. Окружное усилие, возникающее нри этом на заготовке, воспринимается щтырем 5. В конце нака5 тывапия резьбы после раскрытия резьбонакатной головки 2 дается команда на ее быстрый обратный .ход. При этом щток 8 перемещается вверх, поднимая конический стакан 12, а кольцевая плоская пружина 19 разжимает сегменты 15 и освобождает обработанную деталь
Аналогичным образом происходит и накатывание наружной резьбы.
Использование в федлагаемом устройстве приспособления для установки и зажима нежесткой заготовки, обесг ечиваю- щего устойчивость ее профиля и центрирование относительно резьбонакатной головки в процессе накатки, нозволяет значительно Q повысить качество резьбы.
Формула изобретения
Устройство для накатывания резьбы на тонкостенных заготовках, содержащее кор- 5 пус, па котором размещены резьбонакат- цая ()ловка с оправкой, отличающееся тем, что, с целью повыщения качества резьбы за счет обеспечения центрирования заготовки относительно резьбонакатной головки, оно
5
0
снабжено установочным приспособлением, выполненным в виде нлиты с отверстиями и фиксирующими пттифтами, планки с нри- водом ее поступательного перемещения, тяг с опорами качения и направляющей оси, а оправка выполнепа в виде конического ста45 капа, обоймы, конических сегментов, кольца с отверстиями и фиксирующих элементов, причем кольцо и направляющая ось жестко соединены с плитой, закрепленной на корпусе, планка расположена на направляющей оси с возможностью возвратно-посту пательного перемещения, конический ста- кап укреплен на тягах, размещенных в отверстиях плиты с возможностью радиального перемещения, а их опоры качения установлены в планке, при этом обойма размеще55 на на кольце с возможностью радиального перемещения, конические сегменты расположены в обойме с возможностью взаимодействия с коническим стаканом и поднру144921534
жинены в радиальном направлении, а фик-стиях кольца с возможностью взаимолойсирующие элементы установлены в отвер-ствия с обоймой.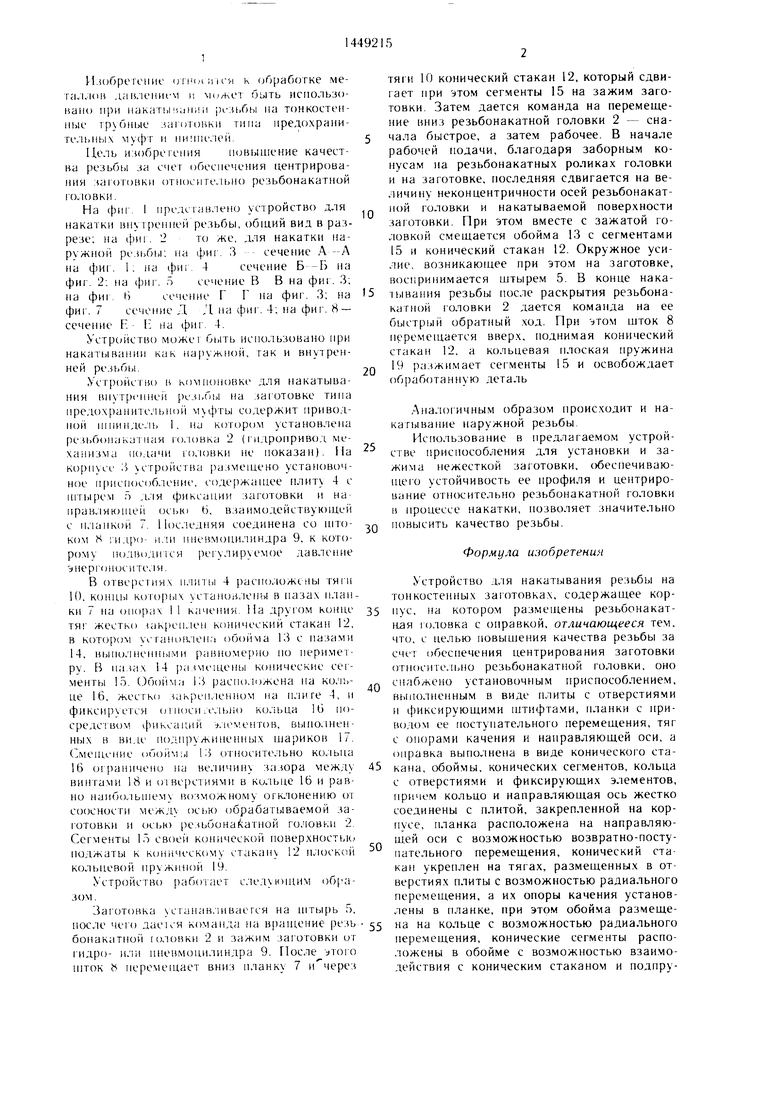
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Резьбонакатная головка для накатки резьбы на тонкостенных трубах | 1979 |
|
SU782937A1 |
| Резьбонакатное устройство | 1975 |
|
SU565762A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| РЕЗЬБОЙАКАТНАЯ ГОЛОВКА i ч;^'-;^:\ п :;.ШН?'^^ЫГ l.H^:i::^':--KA | | 1972 |
|
SU325075A1 |
| Устройство для накатывания резьб | 1990 |
|
SU1722672A1 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Головка для накатывания внутренних резьб | 1978 |
|
SU727291A1 |
И;юбретение относится к обработке металлов давлением и может быть использовано при накатывании резьбы на тонкостенные трубные заготовки типа предохранительных муфт и ниппелей. Цель - повышение качества резьбы за счет центрирования заготовки относительно резьбонакат- ной головки. Устройство содержит корпус, на котором расположена резьбонакатная головка с приводом, установочное приспособление для заготовки и оправку. Заготовка размещается в установочном приспособлении и с помощью конических сегментов зажимается в корпусе оправки. При рабочем ходе резьбонакатной головки заготовка сдви- ается вместе с корпусом и сегментами на величину неконцентричности осей головки и накатываемой поверхности. Для увеличения жестко сти в процессе обработки тонкостенная заготовка опирается на конические сегменты. 8 ил.
Фиг.1
Фиг. 2
В
5Л
Фиг.
3-8
.5
W
Фиг.
Фиг. 6
Фиг.8
| Резьбонакатная головка для накатки резьбы на тонкостенных трубах | 1979 |
|
SU782937A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
