Изобретение относится к таре и упаковке, предназначенной для хранения и транспортировки, преимущественно, пищевых продуктов.
Известен способ изготовления эластичного мешка из одного листа, включающий прохождение полотна эластичного пластикового материала поверх средств придания материалу заданной конфигурации, образование петли и уплотнение краев материала для образования мешка (см., патент РФ 2035362, кл. В 65 D 33/36, опубл. 1995).
Недостаток способа состоит в длительности процесса и нетехнологичности изготовления изделия.
Наиболее близким из известных по своей технической сущности и достигаемому результату является выбранный в качестве прототипа способ изготовления герметичной упаковки товара из единого гибкого упаковочного материала, включающий подачу гибкого упаковочного материала на основной и, по меньшей мере, один дополнительный формирователи, которые размещают с технологическим зазором для образования, по меньшей мере, двух емкостей, формирование продольных швов основной и дополнительной емкостей с возможностью совмещения упомянутых швов, формирование нижнего поперечного шва с возможностью образования дополнительных емкостей, подачу товаров в формирователи, а также образование верхнего поперечного шва и разделение готовой герметичной упаковки с товаром (см. , описание изобретения к авторскому свидетельству СССР 193338, кл. В 65 В 51/04, 1965).
Недостаток данного способа заключается в его ограниченных технологических возможностях вследствие невозможности упаковки нескольких сопутствующих предметов.
Задача заявляемого изобретения выражается в совокупности существенных признаков, достаточных для достижения обеспечиваемого предлагаемым изобретением технического результата, который выражается в расширении технологических возможностей способа за счет обеспечения формирования внутренних дополнительных емкостей, обеспечивающих упаковку в них основного и сопутствующих дополнительных товаров, таких как соль, различные приправы, одноразовую ложку потребителя, гигиенические салфетки и т.д.
Указанный технический результат достигается тем, что в способе изготовления герметичной упаковки товара из единого гибкого упаковочного материала, включающем подачу гибкого упаковочного материала на основной и, по меньшей мере, один дополнительный формирователи, которые размещают с технологическим зазором для образования, по меньшей мере, двух емкостей, формирование продольных швов основной и дополнительной емкостей с возможностью совмещения упомянутых швов, формирование нижнего поперечного шва с возможностью образования дополнительных емкостей, подачу товаров в формирователи, а также образование верхнего поперечного шва и разделение готовой герметичной упаковки с товаром, основной и дополнительный формирователи выполняют различной длины для обеспечения формирования внутренних дополнительных емкостей, а подачу основного и дополнительных товаров в формирователи осуществляют синхронно или асинхронно.
Заявленная совокупность существенных признаков находится в прямой причинно-следственной связи к достигаемому результату.
Сравнение заявленного технического решения с прототипом позволило установить соответствие его критерию "новизна", так как оно не известно из уровня техники.
Предложенный способ является промышленно применимым существующими техническими средствами и соответствует критерию "изобретательский уровень", т. к. он явным образом не следует из уровня техники, при этом из последнего не выявлено каких-либо преобразований, характеризуемых отличительными от прототипа существенными признаками, на достижение указанного технического результата.
Таким образом, предложенное техническое решение соответствует установленным условиям патентоспособности изобретения.
Других известных технических решений аналогичного назначения с подобными существенными признаками заявителем не обнаружено.
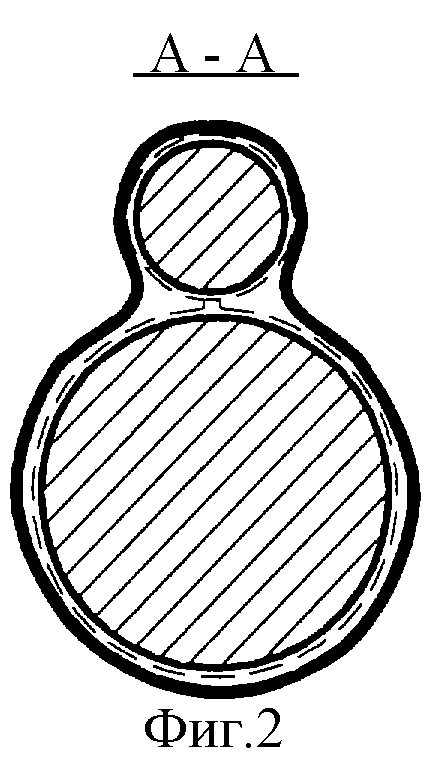
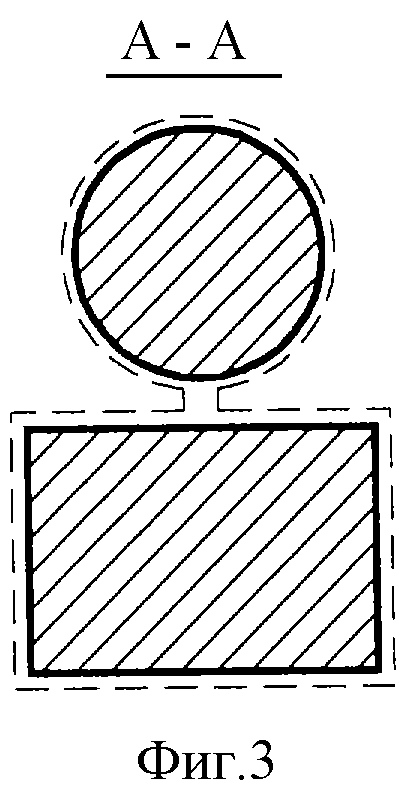
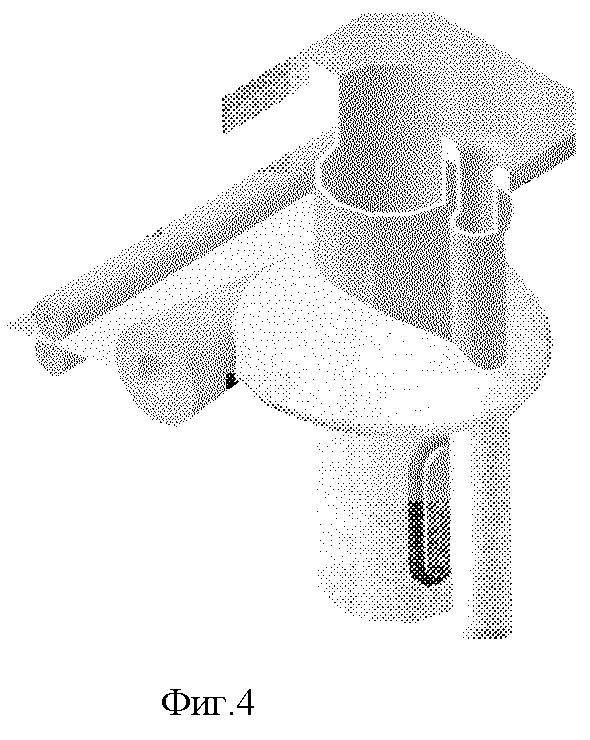
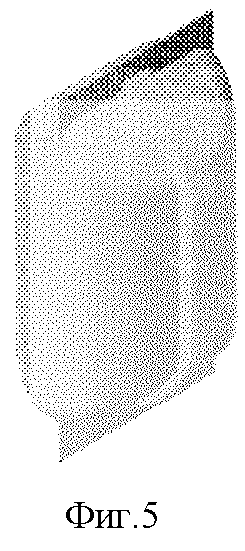
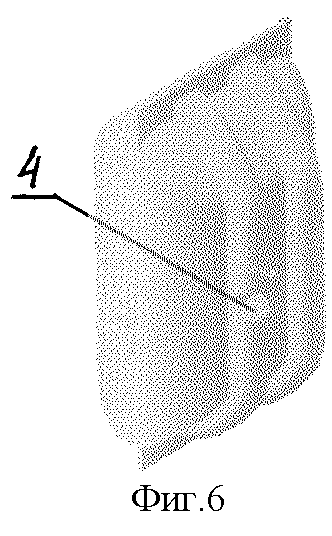
На фиг.1 представлена схема формирования упаковки из единого гибкого упаковочного материала, на фиг.2 - сечение А-А на фиг.1, на фиг.3 - вариант выполнения продольных формирователей, на фиг.4 - изометрическое изображение формирователей, на фиг.5 - готовая упаковка товаров с одной дополнительной емкостью, на фиг.6 - то же, с двумя дополнительными емкостями, расположенными с одной стороны от основной емкости.
Способ изготовления герметичной упаковки товара с несколькими емкостями из единого гибкого материала включает последовательное выполнение следующих действий:
1) подачу гибкого упаковочного материала 1 на формирователь 2,
2) формирование герметичной емкости с помощью продольно-поперечных швов
3) отделение упаковки,
4) при этом предварительно устанавливают, по меньшей мере, один дополнительный формирователь 3, который размещают параллельно основному формирователю с регулируемым технологическим зазором,
5) подачу материала осуществляют на основной 2 и дополнительный 3 формирователи с образованием, по меньшей мере, двух емкостей,
6) формируют продольный шов,
7) формируют нижний поперечный шов,
8) размещают пакуемый товар,
9) формируют верхний поперечный шов и осуществляют отделение готовой герметичной упаковки вместе с товаром.
В процессе изготовления герметичной упаковки используют основной и дополнительный формирователи цилиндрического поперечного сечения, при этом используют основной формирователь, который имеет поперечное сечение прямоугольной формы, а также используют дополнительный формирователь, имеющий меньшее поперечное сечение, чем основной формирователь, для чего используют два дополнительных формирователя, которые располагают с одной стороны от основного формирователя.
Для наглядности процесса на фиг.4 представлено изометрическое изображение устройства формирователя с дополнительной емкостью меньшего размера, чем основная, а на фиг.2 жирным контуром показана нижняя плоскость чехла формирователя упаковочного материала.
На фиг.2 и 3 пунктирной линией показано сечение гибкого упаковочного материала (ГУМ) до момента запаивания, но прошедшего все формирующие стадии, который облегает продольные формирователи изображенные сплошной линией и штриховкой.
Вид готового изделия ГУМ показан на фиг.5. При условии, что поперечные верхний и нижний горизонтальные швы расположены перпендикулярно относительно "восьмерки". Перпендикулярное расположение горизонтальных швов предпочтительней параллельного, что позволяет получить удобный дополнительный эффект - открывание упаковки, с меньшим прилагаемым усилием, сохраняя при этом прочность и целостность упаковки.
Основной продольный формирователь на фиг.3 показан прямоугольного сечения, что демонстрирует возможность формирования различных по профилю емкостей, меняя чехол формирователя, с соответствующими направляющими роликами и продольными формирователями.
Верхняя часть продольного формирователя дополнительной емкости удобнее расположить на максимально большем расстоянии от основного формирователя емкости, в случае если это позволяет сопутствующий товар или предмет. Это дает возможность использования уже разработанных и опробованных различных дозаторов широкого применения при соответствующем закреплении как к формирователю основной емкости, так и к станине крепления дозаторов, что позволяет значительно расширить возможности формирователя в целом. В идеале дополнительный дозатор располагается на отдельной станине, а формирователь дополнительной емкости от чехла формирователя до дополнительной станины описывает дугу максимально возможного радиуса. Это позволяет применять различные типы дополнительных дозаторов и облегчает модификацию оборудования до обычного, без формирователя дополнительной емкости.
При формировании более двух емкостей различного профиля дополнительные емкости могут располагаться как по одну, так и по разные стороны относительно основной емкости и плоскости горизонтальных швов. В случае нескольких емкостей при превышении площади сечения дополнительных емкостей возможно получение упаковки, в которой основная емкость будет расположена внутри герметично разделенной упаковки, что способствует дополнительной сохранности основной емкости.
При необходимости дополнительные емкости до момента теплового запечатывания поперечным швом могут быть загнуты в любую из сторон относительно основной емкости. В зависимости от размеров упаковки в целом или размеров отдельно основной и дополнительных емкостей может существенно упростить и облегчить открывание как основной, так и дополнительных емкостей, а также скрыть основной продольный шов упаковки в случае разнесения основного продольного шва и шва перегородки.
Возможность получения совмещенного продольного шва является одним из качественных показателей данного способа.
Опция формирования дополнительной емкости может быть отключаемой, что при замене лишь чехла формирователя переводит оборудование в обычный режим фасовки.
На фиг.6 показан вид готового изделия ГУМ, получаемого в результате применения двух дополнительных формирователей, расположенных с одной стороны от основной формирующей емкости. Левая ближняя дополнительная емкость разделена на две емкости меньшего размера, с помощью дополнительного поперечного шва.
Предлагаемый способ формирования упаковки типа "восьмерка" позволяет одновременно формировать один и более емкостей для сопутствующих основному товару предметов, товаров или компонентов. Способ характеризуется формированием герметичной непроницаемой перегородки (шва) между основным и сопутствующим товаром. Перегородка формируется в виде продольного шва, совпадающего по направлению с движением гибкого упаковочного материала.
Помимо формирования в любом месте дополнительных емкостей, при необходимости возможно нанесение дополнительных поперечных швов, как целиком всех емкостей, так и по отдельности. Это дает возможность без особых затрат формировать любое дополнительное количество емкостей не только продольных, но и поперечных из имеющихся продольных емкостей.
Предлагаемый способ позволяет формировать различные по форме продольные емкости для основного и дополнительного товара: формирователь основной емкости квадратного, а дополнительной емкости овального сечения.
Предлагаемый способ не влияет на производительность фасовочно-упаковочного оборудования и может применяться к различным типам оборудования как по способу формирования емкостей, так и принципу действия привода (ручной, полуавтоматический и автоматический).
Предлагаемый способ позволяет применить одновременно несколько синхронно и асинхронно работающих дозаторов различных типов, например, весовой и штучные дозаторы.
Предлагаемый способ дает экономию гибкого упаковочного материала до 20% в сопоставлении с известными способами формирования упаковки и зависит от размеров упаковки в целом и способа формирования продольного шва. Экономия достигается за счет совмещения функции основного продольного шва упаковки и дополнительного продольного шва, разграничивающего продольные емкости. Таким образом, вместо двух или трех двойных продольных швов используется один тройной.
Дополнительная незначительная экономия может быть достигнута при нанесении на дополнительные емкости поперечных швов, также совмещая их функции. Преимуществом совмещения функции использования одного тройного шва является использование одного свариваемого устройства, что повышает общую надежность устройства формирования пакета в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНЫЙ АВТОМАТ | 1998 |
|
RU2191722C2 |
| Устройство для упаковывания предметов в пакеты из термосклеивающегося материала | 1988 |
|
SU1701593A1 |
| АВТОМАТ ДЛЯ УПАКОВКИ И ИЗГОТОВЛЕНИЯ ПАКЕТОВ "МАЛЮТКА" | 2000 |
|
RU2200690C2 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Упаковочный пакетик и способ его изготовления | 2021 |
|
RU2775896C1 |
| ГИБКИЙ УПАКОВОЧНЫЙ КОНТЕЙНЕР И ПЕРЕХОДНИК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2457992C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВКИ ПИЩЕВОГО ПРОДУКТА В ТЕКУЧЕМ СОСТОЯНИИ С ПОЛУЧЕНИЕМ ОТДЕЛЬНЫХ ЛОМТИКОВ, НАХОДЯЩИХСЯ В ГЕРМЕТИЧНЫХ ОБОЛОЧКАХ | 1992 |
|
RU2104236C1 |
| "Способ изготовления изделий типа "мухолов" в упаковке и устройство для его осуществления" | 1988 |
|
SU1627419A1 |
| УПАКОВКА | 2011 |
|
RU2576006C2 |
Изобретение относится к способу изготовления герметичной упаковки товара, предназначенной для хранения и транспортировки, преимущественно пищевых продуктов. Способ включает подачу гибкого упаковочного материала на основной и, по меньшей мере, один дополнительный формирователи, которые размещают с технологическим зазором для образования, по меньшей мере, двух емкостей, формирование продольных швов основной и дополнительной емкостей с возможностью совмещения упомянутых швов, формирование нижнего поперечного шва с возможностью образования дополнительных емкостей, подачу товара в формирователи, а также образование верхнего поперечного шва и разделение готовой герметичной упаковки с товаром. При этом основной и дополнительный формирователи выполняют различной длины для обеспечения формирования внутренних дополнительных емкостей, а подачу основного и дополнительного товаров в формирователи осуществляют синхронно или асинхронно. Такой способ позволяет сформировать дополнительные внутренние емкости, что дает возможность упаковки в них основного и сопутствующих товаров, таких как соль, различные приправы, одноразовая ложка потребителя, гигиенические салфетки и т.д. 6 ил.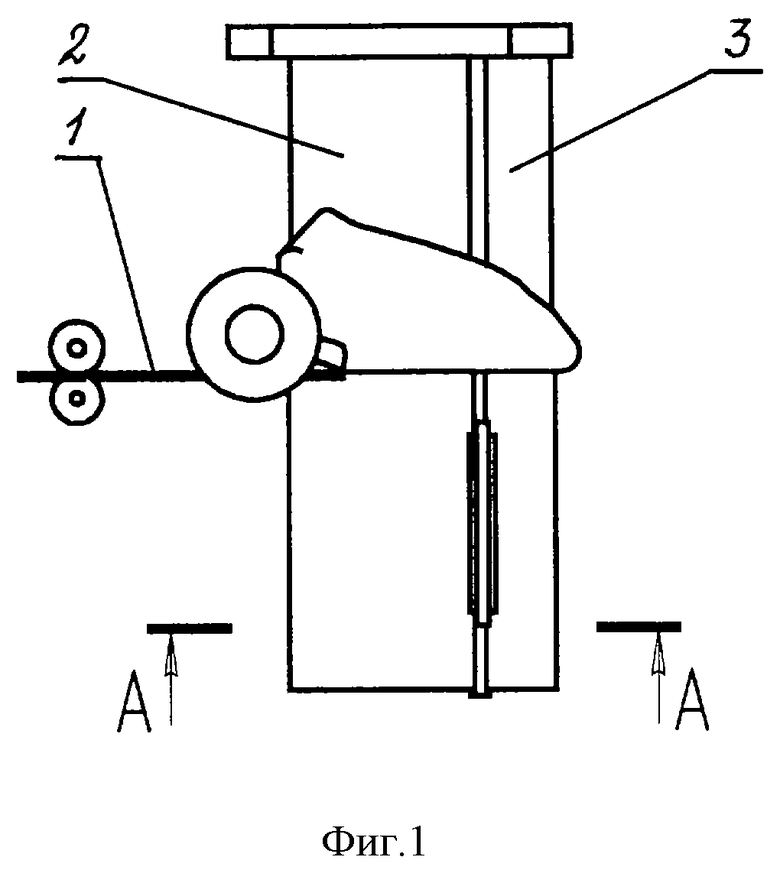
Способ изготовления герметичной упаковки товара из единого гибкого упаковочного материала, включающий подачу гибкого упаковочного материала на основной и, по меньшей мере, один дополнительный формирователи, которые размещают с технологическим зазором для образования, по меньшей мере, двух емкостей, формирование продольных швов основной и дополнительной емкостей с возможностью совмещения упомянутых швов, формирование нижнего поперечного шва с возможностью образования дополнительных емкостей, подачу товаров в формирователи, а также образование верхнего поперечного шва и разделение готовой герметичной упаковки с товаром, отличающийся тем, что основной и дополнительный формирователи выполняют различной длины для обеспечения формирования внутренних дополнительных емкостей, а подачу основного и дополнительных товаров в формирователи осуществляют синхронно или асинхронно.
| 0 |
|
SU193338A1 | |
| ПАТЕНТНО-. iXu^^lE'HAR&ИЬЛИи; t!4A | 0 |
|
SU295714A1 |
| 0 |
|
SU163522A1 | |
| ЭЛАСТИЧНЫЙ МЕШОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2035362C1 |

