(54) УЗЕЛ БОКОВЫХ РОЛИКОВ ПРОФИЛЕ ГИБОЧНОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Способ настройки инструмента | 1977 |
|
SU700229A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Профилегибочный стан | 1987 |
|
SU1544518A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
I
Изобретение относится к обработке металлов давлением, в частности, к профилегибочным устройствам.
Известен узел боковых роликов про- филегибочного стана, имеющего вал.ы нижних шпинделей с базовыми торцами, содержащий подвижную опорнук) плиту с направляющими пазами, в которых установлены два подвижных один относительно другого ползуна, несущих боко- вые ролики l ..:
Для перемещения ползунов в направляющем пазу установлены два винта, резьбовая часть каждого из которых на- . ходится в резьбовом отверстии соответ- ,5 ствующего ползуна. Оба винта опорной цилиндрической поверхностью расположены в расточке соответствующей боковой планки, удерживающий винт от осевого . перемещения.20
Настройка известного узла происхо- дит следующим образом. Стол с установ ; ленными боковыми роликами выставляют
сначала по высоте, а затем разводят ftohЪуны на размер относительно оси npo$fe ля стана заведомо больший, чем требует- ся по монтажному чертежу. После этого пропускают заготовку профиля от первой пары валков ко второй паре и вращ°ением регулировочных винтов выставляют боковые ролики до контакта с заготовкой про филя в переходе. Затем толчками пропус- кают профиль от второй пары валков к третьей паре валков и подводят вторые боковые ролики до контакта с заготовкой профиля в переходе и так выставляют постепенно все боковые ролики.
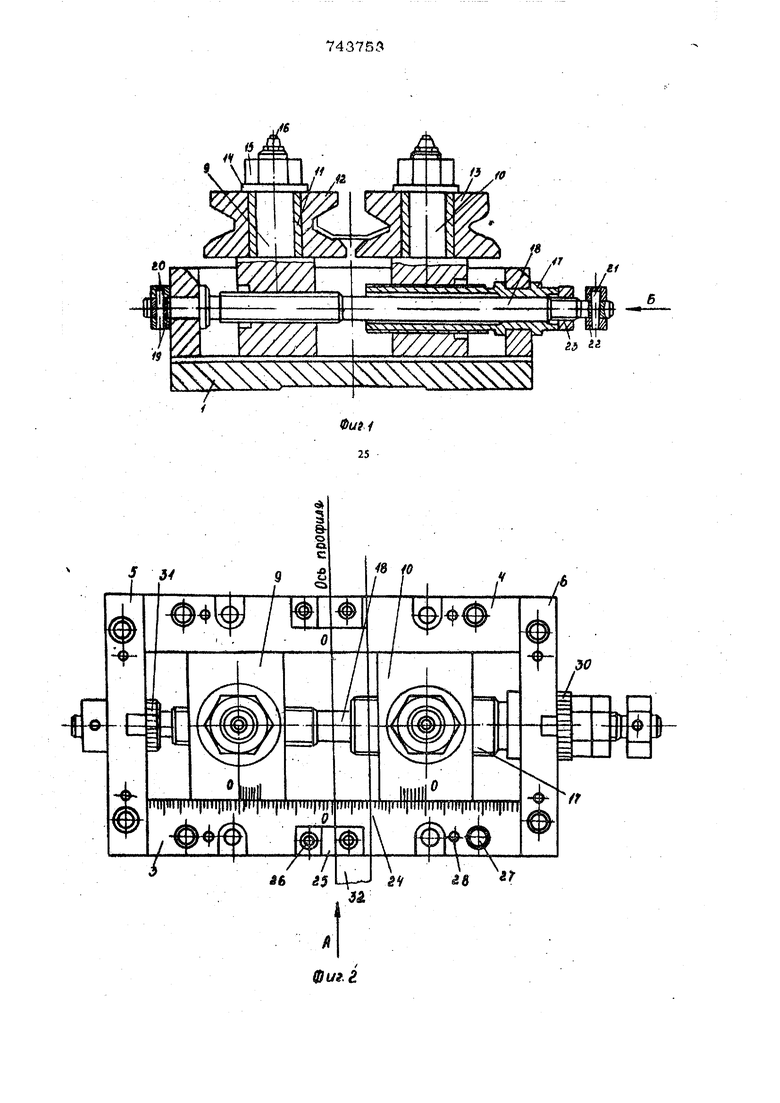
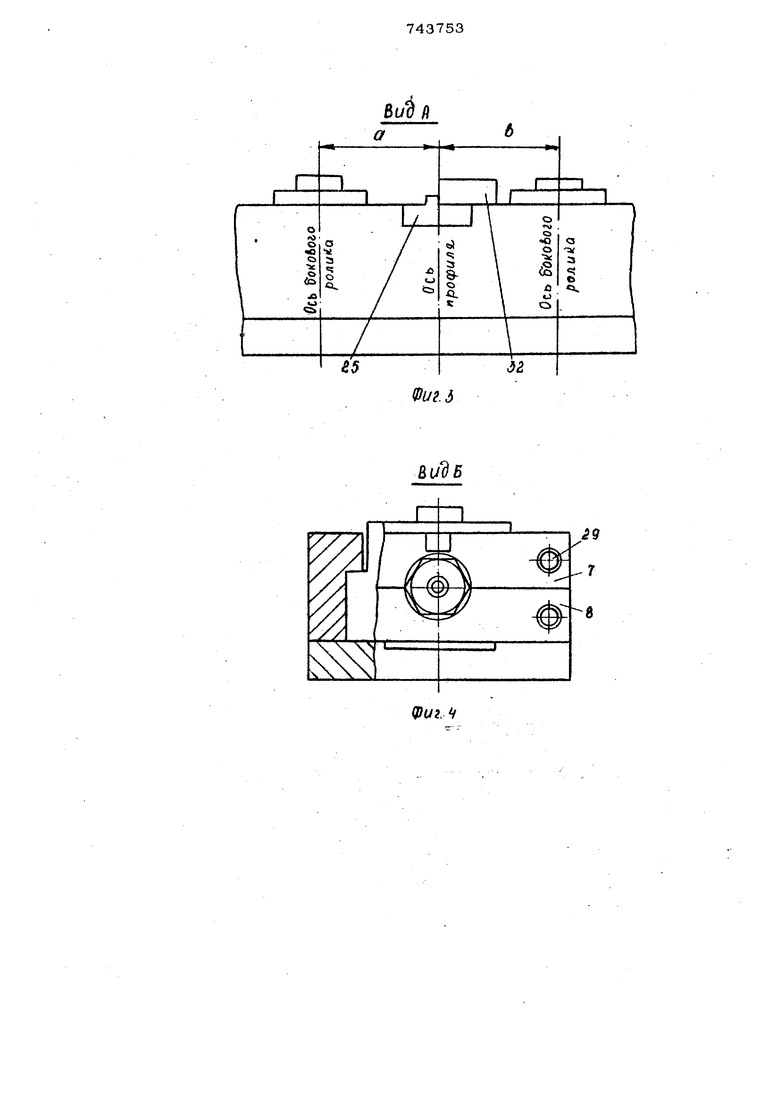
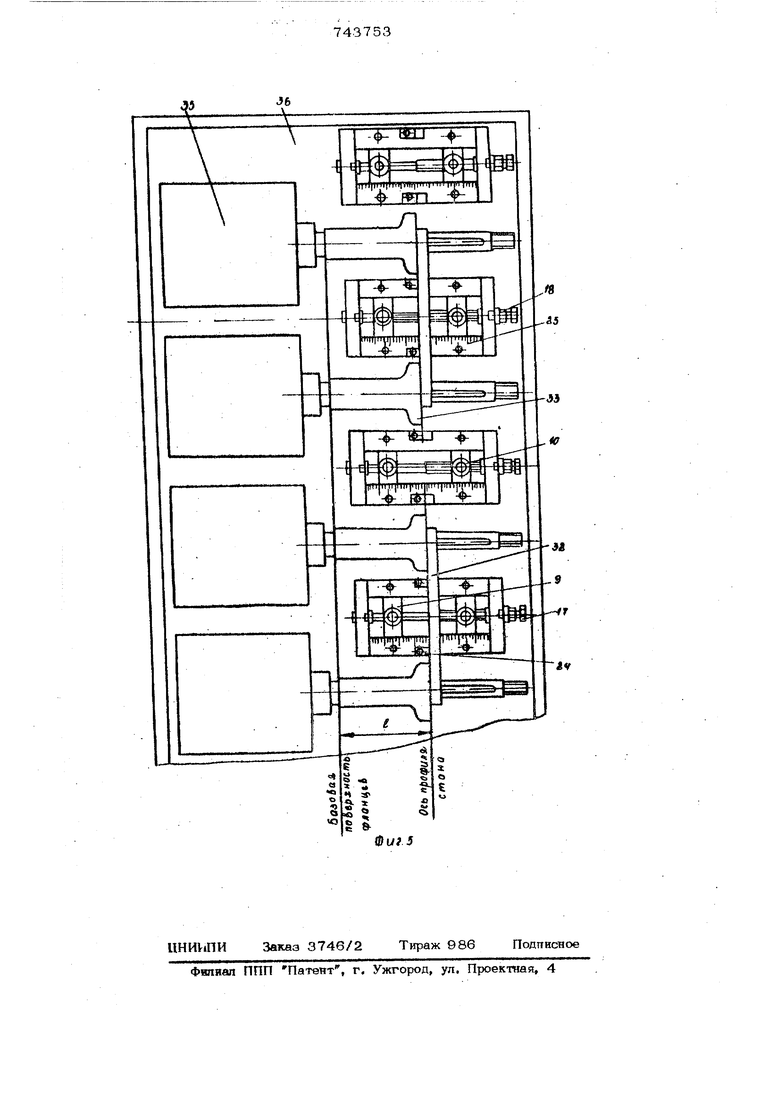
ieдocтaткoм известного устройства является то, что в нем отсутствует механизм настройки ползунов для улавливания оси профиля стана и отсчета размеров настройки осей боковых роликов относительно оси профиля. Вследствие этого нельзя сразу производить целевую настройку всех боковых роликов на определенный теоретический размер. Цель изобретения - повышение тошос,ти размеров профиля и сокращение времени настройки. С этой целью узел снабжен механизмо настройки ползунов, выполненным в виде съемных установочных втулок, алина кото рых равна расстоянию от базовых торцов шпинделей до оси профиля стана, устанавливаемых на валы нижних шпинделей оцни котиом вплотную к базовым торцам шпинделей, и монтажной линейки, контактирую щей со свободными концами установочных втулок, а на поверхности опорной плиты нанесена шкала и посредине направляющего паза жестко закреплен упорный элемент, взаимодействующий с монтажной линейкой гранью, совпадающей с нулевым делением шкалы. На фиг. 1 схематично показан продо/Jb ный разрез узла боковых роликов профиле гибочного стана; на фиг. 2 - то же, вид сверху (боковые ролики не показаны); на фиг. 3 то же вид А на фиг. 2; на фиг. 4 то же, вид Б на фиг. 1 со сто- РОНЫ обслуживания профиле гибочного стана; на фиг. 5 - вид стана сверху. Узел боковых роликов профилегибоч- ного стана содержит сборный корпус 1, ссютоящий из опорной плиты 2, Г-образных направляющих 3, 4, образующих про польный паз с опорной плитой 2, задней упорной планки 5 и передней планки 6, состоящей из частей 7, 8, подвижных ползунов 9, 10, установленных в продоль ном направляющем пазу, верхняя часть которых выполнена цилиндрической, на . Садочной части которой установлены н подшипниках 11 боковые ролики 12 и 13 и закрепленными шайбами 14 с гайками 15. Для смазки подшипников 11 в верхней части ползунов 9, 1О установлены масленки 16. В нижней части ползунов 9, 1О выполнена соосно резьба для их перемещения в направляющем пазу винтами 17, 18, расположенными на одной оси. Винт 17 предназначен-для перемещения ползуна 10 и выполнен с цилиндри ческой расточкой, в которую вставлен вият 18, предназначенный для перемещения ползуна 9, опорная часть винта 17 расположена в расточке боковой упорной планки 6, удерживающей его от осевого смещения и имеет выполненную со стороны обслуживания головку под ключ. Винт 18 опорной цилиндрической частью находится в расточке боковой упорной (шанки 5f и удерживается от осевого пе- ремещения втулкой 19, закрепленной жестко на конце винта 18 коническим штифтом 20, а на цилиндрическом конце о стороны обслуживания жестко закреплена коническим штифтом 21 головка под ключ 22. Между головками поа ключ вин. тов 17 и 18 на резьбовой шейке винта 18 установлена гайка 23 для взаимного стопорения винтов от самоотвинчйвания. На верхней поверхности направляющей 3 нанесены деления 24, образующие шкалу линейки, средняя часть которых имеет нулевое деление и возрастает в обе стороны от нулевого деления, а на ползунах 9, 10 в плане закреплены нониусы, нулевое деление которых совпадает с осью вращения бокрвого ролика, закрепленного на цилиндрической поверхности выступа ползуна. На средней части направляющих 3, 4 закреплены упорные элементы 25 винтами 26 таким образом, что большая часть его утоплена в теле направляющих 3, 4 на уровне ниже верхней их по- . верхности и имеют выступ, расположенный выше верхней поверхности направляющих. Поверхность выступов расположенная со стороны обслуживания, лежит в одной плоскости с нулевым делением шкалы линейки 24 и совмещена при настройке с осью профиля. Направляющие 3, 4 и упорные планки 5, 6 закреплены к опорной плите 2 винтами 27 и щтифтами 28. Кроме того, упорные планки 5, 6 закреплены с направляющими 3, 4 винтами 29. На бурте опорной цилиндрической части со стороны обслуживания винта 17 нанесены по окружности деления ЗО, отсчитываемые риской, выполненной в пазу упорной планки 6, а на бурте опорной цилиндрической части со стороны обслуживания Винта 18 нанесены по окружности деления 31, отсчитываемые относительно риски, выполненной в пазу упорной планки 5, Другим элементом точного измерения могут служить универсальные мерители или шаблоны, опирающиеся двумя точками в выступ упорного элемента 25 со стороны оси профиля, а третьей точкой - в цилиндрическую поверхность вертикальной оси ползуна. Узел боковых роликой профилегибочного стана крепят на столе вертикальной настройки (на чертеже не показано), закрепленном на промежуточном столе, установленном на опорной плоскости ста- НИНЫ профилегибочного стана (на чертеже не показано). Устройство при неустановленных роликах 12, 13 устанавливают на верхнюю поверхность сгола вертикальной настройки по теоретической высоте (на чертеже не показано), затем выставляют устано вочную линейку 32 относительно опорны баз шпинделей профилегибочного стана таким образом, что одна из граней лине ки 32 лежит в плоскости оси профиля, например, упирают линейку 32 в торцы втулок 33, посаженных на валы нижних шпинделей профилегибочного стана, причем длина втулок равна расстоянию от базовых торцов шпинделей до оси профиля стана. Затем перемещают устройство по поверхности стола вертикальной настройки (на чертеже не показано) перпендикулярно оси профиля до совмещения поверхности выступов упорных элементов 25, лежащих в одной плоскости с нулевым делением линейки 24, с гранью установочной линейки 32, лежащей в плос.кости оси профиля. После этого стол боковых роликов жестко закрепляют. Вращением винтов 17, 18 от ручного ключа перемещают последовательно ползуны 9, 10 в направляющем пазу до определенного теоретического размера от оси профиля До осей вращения боковых роликов 12, 13, например, на размер а и в. Показания нулевой риски нониуса, закрепленного на ползуне, по показаниям линейки 24 соответствует расстоянию от оси профиля до оси бокового ролика. Затем устанавливают боковые ролики 12, 13 на оси ползунов 9, 10 и закрепляют с помощью шайб 14 и гаек 15, после чего включают профилегибочный стан и пропускают кратковременным перемещением исходную заготовку подачей от при- водных валков клети через неприводные боковые 12, 13 и проверяют работу боковых роликов 12, 13 и качество профиля на заданном переходе. В случае отклонения от нормальной работы производят подналадку, записывают отклонения от теоретического размера ПО показаниям лимбов и заносят эти отклонения в журнал отклонений для учета при повторной настройке. В окончательно выставленном устройстве регулировочные винты стопорят гайкой 23 от произвольного самоотвинчивания. Предлагаемое устройство обеспечивает увеличение точности и сокращения времени настройки за счет последовательной установки всех столов с боковыми роликами на заданный размер, что исключает поднастройку. Формула изобретения Узел боковых роликов профилегибочвого стана, имеющего валы нижних шпинделей с базовыми торцами, содержащий подвижную опорную плиту с направляющими пазами, в которых установлены два подвижных один относительно другого ползуна, несущих боковые ролики, отличающийся тем, что, с целью повышения точности размеров профиля и сокращения времени настройки, узел снабжен механизмом настройки ползунов, выполненным в виде съемных установочных втулок, длина которых равна расстоянию от боковых торцов шпинделей до оси профиля стана, устанавливаемых на валы нижних шпинделей одним концом вплотную к базовым торцам шпинделей, и монтажной линейки, контактирующей со свободными концами установочных втулок, а на поверхности опорной плиты нанесена шкала и посредине напр авляющего паза жестко закреплен упорный элемент, взаимодействующий с монтажной линейкой гранью, совпадающей с нулевым делением шкалы. Источники информации, принятые во внима-ние при экспертизе 1. Тришевский И. С. и др. Гнутые профили проката. Госиздательство технической литературы УССР, Киев, 1962, с. 254 (прототип).
BL/Й
л
§
о
О
« о
«)
ч 5
&
&
b
с
о
v
о.
о О
9
г
Фиг.
B(jdB
/8
Фиг 5
