Изобретение относится к машиностроению, а именно к способам изготовления бандажированных валков.
Известен составной прокатный валок по а.с. СССР 554897 (опубл.25.04.77), снабженный пружинно-затяжными кольцами и кольцевыми втулками, установленными в наружных проточках бандажа, выполненных у его торцов, в которых сопряженные поверхности втулок и бандажа выполнены коническими, с целью повышения надежности фиксации втулок.
Недостаток этого валка состоит в сложности изготовления и сборке большого числа элементов.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления опорного валка прокатного стана по а.с. СССР 929255 (опубл. 23.05.82). Этот способ заключается в том, что на торцах бандажа выполняют кольцевые канавки, затем осуществляют посадку бандажа на ось с радиальным натягом, а потом запрессовку из материала бандажа с радиальным натягом по внутренней поверхности колец в кольцевые канавки.
Недостаток способа состоит в сложности изготовления и сборке большого числа элементов. Кроме того, кольца, запрессованные в торцах бандажа для повышения давления между бандажом и осью по краям посадки с целью увеличения сопротивления осевому сдвигу, все же не гарантируют возникновения осевого сдвига в процессе эксплуатации, так как в процессе работы валка на кольца, как и на бандаж, действуют упругие деформации, снижающие их надежность.
Цель изобретения - повышение надежности соединения за счет увеличения сопротивления осевому сдвигу и снижение затрат путем упрощения изготовления и сборки.
Поставленная цель достигается тем, что согласно способу изготовления опорного валка прокатного стана, включающему выполнение на торцах бандажа кольцевых канавок, посадку бандажа на ось с радиальным натягом и кольца из материала бандажа по его внутренней поверхности с радиальным натягом, при этом располагают кольцевые канавки у посадочной поверхности бандажа, а на оси с одной стороны выполняют упорный бурт, с другой - коническую проточку, согласованную с внутренней конической поверхностью кольца, которые при сборке также образуют упорный бурт.
Существенными совпадающими признаками изобретения и прототипа является то, что оба они предназначены для изготовления опорного валка прокатного стана, у обоих бандаж насаживают на ось с натягом, у обоих выполняют канавки на торцах бандажа и кольцо из материала бандажа, которое запрессовывают с натягом по внутренней поверхности.
Существенными отличительными признаками изобретения от прототипа является то, что с одной стороны оси выполняют упорный бурт, а с другой - коническую проточку.
Другим существенным отличием является то, что внутренняя поверхность кольца выполняется конической и согласуется с поверхностью конической проточки оси, на которую она запрессовывается при горячей посадке с натягом.
Еще одним существенным отличием является также то, что кольцевые канавки располагают у посадочной поверхности бандажа.
Совокупность совпадающих и отличительных признаков изобретения позволяет сократить число элементов составного валка до трех, а число операций при сборке до двух. При сборке бурт упирается в кольцевую канавку с одной стороны, ограничивает осевое перемещение бандажа, а кольцо, запрессованное с натягом по внутренней конической поверхности на поверхность конической проточки оси, образует также упорный бурт, который ограничивает осевое перемещение бандажа, упираясь в аналогичную кольцевую канавку с другой стороны бандажа. При таком способе изготовления осевому перемещению бандажа относительно оси препятствуют бурты, которые не испытывают внешней радиальной нагрузки.
На чертеже изображено осевое сечение валка, полученного предлагаемым способом.
Валок состоит из оси 1, на которую с радиальным натягом посажен бандаж 2, упирающийся торцом своей канавки 3 в бурт 4 оси. Кольцо 5 запрессовано с радиальным натягом по образующей внутренней конической поверхности на поверхность конической проточки оси.
Наружный диаметр бурта и кольца dн=1,1dоси, где dоси - диаметр оси. Глубина канавок в бандаже и, соответственно, ширина бурта и кольца, имеет следующие размеры: h=0,04L, где L - длина бандажа. Диаметр канавок бандажа: dпрот= dн+3 мм. Посадочная поверхность конической поверхности оси под кольцо выполнена следующим образом: больший диаметр равен диаметру оси (dоси), а меньший обеспечивает посадку - dоси - 2 мм.
Пример. Составной опорный валок ⊘900•690, dоси=632 мм. Геометрические размеры элементов имеют следующие значения: h=0,04•690=27,6 мм, принято - 30 мм; dн=1,1•638=701,8, принято dн=702-0,2; dпрот=702+3=705 мм.
Сборку валка осуществляют следующим образом.
Нагревают бандаж и кольцо до температуры 480oС и производят посадку их на ось до упора канавки в бурт. Кольцо устанавливают на ось со стороны другой канавки.
Из представленного примера следует, что снижаются затраты на изготовление и сборку валка, а установка кольца на оси предотвращает осевой сдвиг бандажа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ВАЛОК | 2012 |
|
RU2518836C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| БАНДАЖИРОВАННАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2281173C1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2308332C1 |
| Способ изготовления опорного валка прокатного стана | 1980 |
|
SU929255A1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
Использование: изобретение относится к способам изготовления бандажированных валков. Сущность: способ изготовления опорного валка прокатного стана включает выполнение на торцах бандажа кольцевых канавок, посадку бандажа на ось с радиальным натягом и кольца из материала бандажа по его внутренней поверхности с радиальным натягом, при этом располагают кольцевые канавки у посадочной поверхности бандажа, а на оси с одной стороны выполняют упорный бурт, с другой - коническую проточку, согласованную с внутренней конической поверхностью кольца, которые при сборке также образуют упорный бурт. Изобретение обеспечивает повышение надежности соединения элементов валка и снижение затрат за счет упрощения изготовления и сборки валка. 1 ил.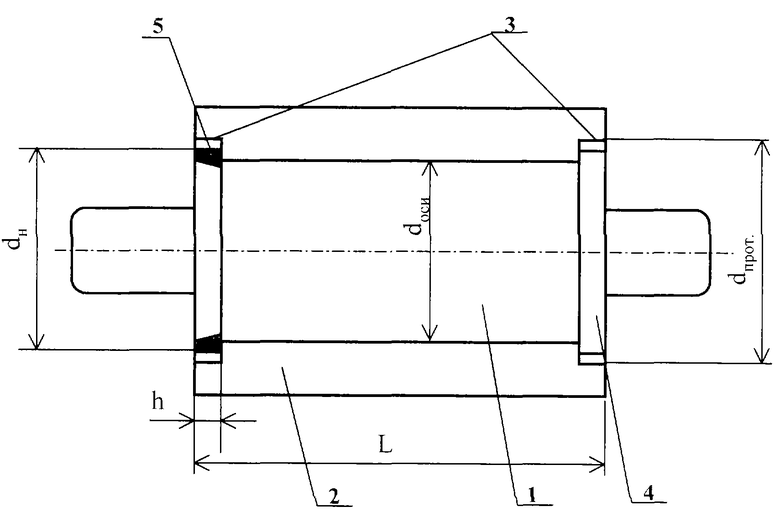
Способ изготовления опорного валка прокатного стана, включающий выполнение на торцах бандажа кольцевых канавок, посадку бандажа на ось с радиальным натягом и кольца из материала бандажа по его внутренней поверхности с радиальным натягом, отличающийся тем, что располагают кольцевые канавки у посадочной поверхности бандажа, а на оси с одной стороны выполняют упорный бурт, с другой - коническую проточку, согласованную с внутренней конической поверхностью кольца, которые при сборке также образуют упорный бурт.
| Способ изготовления опорного валка прокатного стана | 1980 |
|
SU929255A1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИУРЕТАНОВЫХ КОМПАУНДОВ ХОЛОДНОГО ОТВЕРЖДЕНИЯ | 0 |
|
SU380671A1 |
| ПРОТИВОСКОЛЬЗИТЕЛЬ ДЛЯ КАБЛУКА ОБУВИ | 1991 |
|
RU2018247C1 |

