Изобретение относится к области производства проката и может быть использовано для повышения рентабельности прокатных станов путем оснащения их бандажированными рабочими валками. За счет многократного использования оси, применение бандажированных валков, по сравнению с цельнолитыми, снизит расход валкового материала и сократит трудозатраты на изготовление прокатных валков.
Известен составной предварительно напряженный прокатный валок, содержащий ось с буртом, бандаж с коническим отверстием и средства крепления бандажа на оси, включающие втулку, смонтированную на ось с возможностью осевого перемещения и сопряженную с коническим отверстием бандажа, а также торцевые фиксирующие устройства, взаимодействующие с торцевой поверхностью бандажа (1).
Технологическая нагрузка, действующая на бандаж, уравновешивается за счет взаимодействия бандажа с конической втулкой и торцом бурта оси.
Недостаток составного валка данной конструкции состоит в том, что колебание температурного режима валка, при работе его на стане горячей прокатки, вызывает колебание его радиального натяга, что вызывает разрушение чугунного бандажа или его прокручивание на оси в процессе прокатки.
Наиболее близким по технической сущности и достигаемому результату (прототипом) к заявленному является составной предварительно напряженный прокатный валок, содержащий ось с буртом, бандаж, одетый на ось с гарантированным радиальным зазором и сопряженный с торцом бурта по поверхности в виде многогранника, а также гайку, навинченную на резьбовую шейку оси и контактирующую торцевой поверхностью с торцевой поверхностью бандажа (2).
Момент прокатки в данном валке передается выступами сопряженных многогранников бурта и бандажа, исключающими прокручивание бандажа относительно бурта.
Основным недостатком данного составного валка является неравномерное распределение нагрузки между гранями многогранника и концентрация напряжения в отдельных точках бандажа, особенно на линиях пересечения его граней, что вызывает появление трещин в хрупком материале (чугуне) бандажа и его преждевременное разрушение (до износа бандажа по диаметру).
Целью изобретения является повышение нагрузочной способности составного прокатного валка и увеличение срока его службы за счет равномерного распределения механического напряжения на торцах бандажа.
Поставленная цель достигается за счет того, что в составном предварительно напряженном прокатном валке, содержащем ось с буртом, бандаж, одетый на ось с гарантированным радиальным зазором и контактирующий торцевой поверхностью с внутренней торцевой поверхностью бурта, средства осевого крепления бандажа, включающие втулку-цапфу с буртом, одетую на ось по скользящей посадке и контактирующую торцевой поверхностью бурта с торцевой поверхностью бандажа, а также гайку, навинченную на резьбовый конец оси и контактирующую торцевой поверхностью с торцевой поверхностью втулки-цапфы. При этом, согласно предполагаемому изобретению, торцы бурта и бурта втулки-цапфы, контактирующие с торцами бандажа, оснащены остроконечными зубьями, а на торцы бандажа нанесен слой пластичного, но достаточно прочного металла, обеспечивающего отсутствие пластической деформации от действия на бандаж технологической нагрузки.
Остроконечные зубья, на торцах бурта оси и бурта втулки-цапфы, согласно предлагаемому изобретению, выполнены путем нарезания на торцах радиальных и тангенциальных канавок с трапецеидальным поперечным сечением, а торцы бандажа наплавлены электродуговой сваркой электродом с содержанием 51% железа, 48% никеля и 1% углерода. Толщина наплавленного слоя, после механической обработки, равна 0,8...1,5 высоты взаимодействующих с ним зубьев.
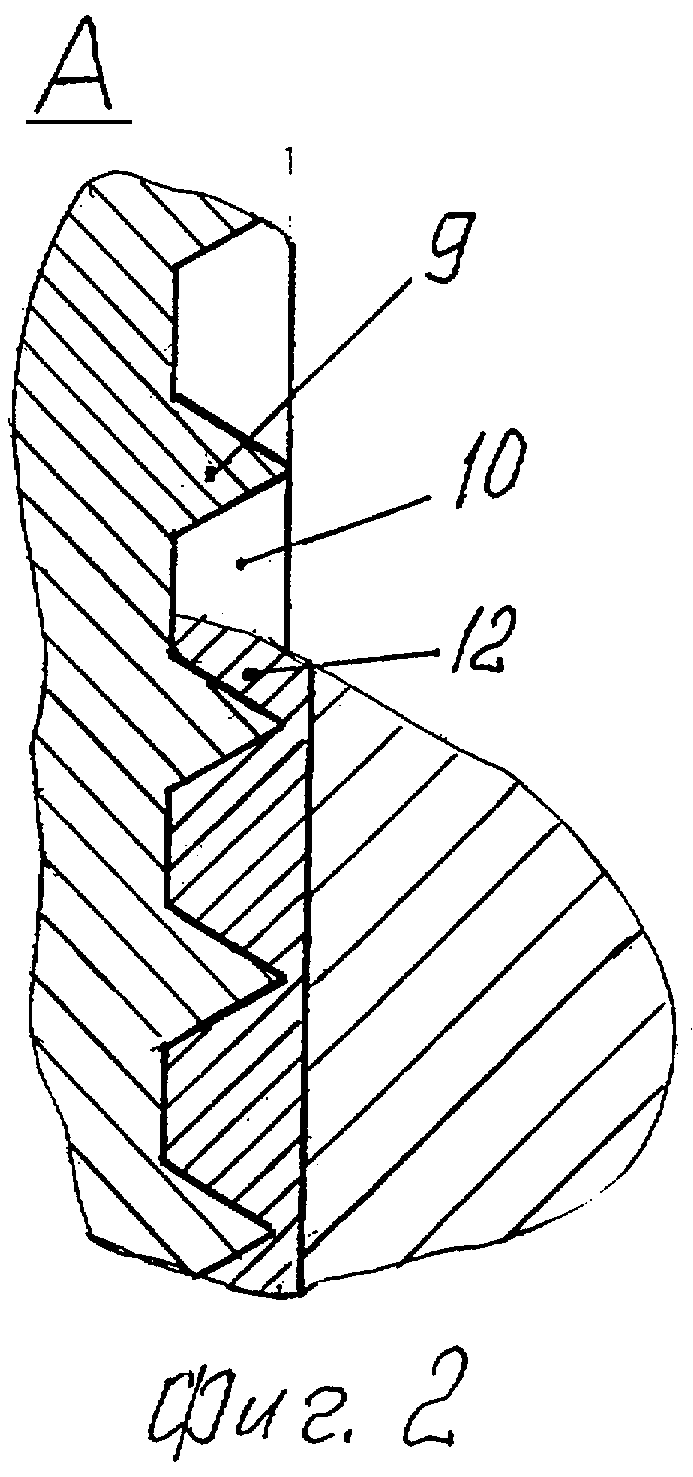
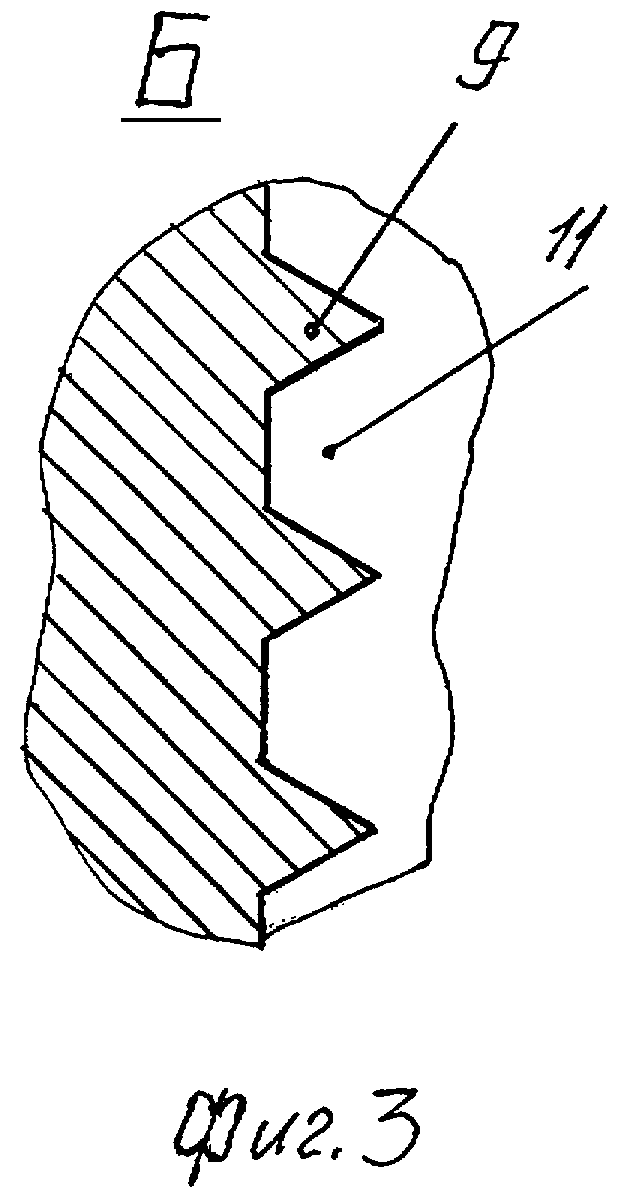
На фиг.1 изображен продольный разрез составного предварительно напряженного прокатного валка предлагаемой конструкции, на фиг.2 - место А на фиг.1 (профиль остроконечных зубьев, образованный тангенциальными канавками), на фиг.3 - место Б на фиг.1 (профиль остроконечных зубьев, образованный радиальными канавками).
Составной предварительно напряженный прокатный валок содержит ось 1 с буртом 2, бандаж 3 одет на ось с гарантированным радиальным зазором и одной торцевой поверхностью контактирует с торцом бурта оси. Втулка-цапфа 4 с буртом 5 одета на ось по скользящей посадке, а от проворачивания на оси зафиксирована шпонкой 6. Гайка 7 навинчена на резьбовый конец 8 оси 1 и контактирует торцом с торцевой поверхностью втулки-цапфы 4. Внутренние торцы бурта 2 оснащены остроконечными зубьями 9 (фиг.2, 3), выполненными путем нарезания на торце тангенциальных 10 и радиальных 11 канавок с трапецеидальным поперечным сечением. А на торцы бандажа наплавлен слой 12 пластичного, но достаточно прочного металла, обеспечивающего отсутствие пластической деформации от действия, на бандаж технологической нагрузки. Торец бурта 5 оснащен остроконечными зубьями аналогично.
Сборка валка производится следующим образом. Торцы бандажа 3 наплавляются электродуговой сваркой электродом с содержанием 51% железа, 48% никеля, 1% углерода и обрабатываются на токарном станке. После установки на оси 1 деталей 3, 4, 6, 7 составной валок в осевом направлении сжимают на специализированном прессе. При этом осуществляется сжатие бурта 2, бандажа 3, втулки-цапфы 4 с буртом и растяжение оси 1, а также вдавливание остроконечных зубьев 9 в наплавку 12 на торцах бандажа. Между торцом втулки-цапфы 4 и торцом гайки 7 образуется зазор, равный сумме деформаций упомянутых выше деталей.
После перемещения гайки 7 по резьбе оси на величину образовавшегося зазора, усилие пресса снимается, а предварительное осевое напряжение составного валка поддерживается за счет взаимодействия деформированных на прессе деталей и заневоленных гайкой 7.
После износа и переточки бандажа до минимального диаметра, составной валок в осевом направлении вышеизложенным способом сжимают на прессе, отвинчивают гайку 7 и детали 4, 6, 7 с оси 1 демонтируют.
В процессе прокатки остроконечные зубья, вдавленные в пластичную наплавку на торцах бандажа, исключают смещение его относительно бурта оси и бурта втулки-цапфы как в радиальном, так и тангенциальном направлениях.
Применение составных прокатных валков по сравнению с цельнолитыми в несколько раз снижает расход валкового материала, а также значительно снижает трудозатраты на изготовление, однако их промышленное применение, по причине их низкой нагрузочной способности, освоено не более чем в чистовых и предчистовых клетях проволочных станов.
Предлагаемое изобретение позволит, за счет повышения нагрузочной способности, расширить масштабы применения составных прокатных валков и повысить рентабельность прокатных станов.
Источники информации:
1. Авторское свидетельство СССР №1616735, В21В 27/02.
2. Авторское свидетельство СССР №1488046, В21В 27/03.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ВАЛОК | 2012 |
|
RU2518836C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2016 |
|
RU2643848C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2310530C2 |
| Составной прокатный валок | 1986 |
|
SU1366252A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2236920C1 |
Изобретение предназначено для экономии валкового материала и сокращения трудозатрат на изготовление прокатных валков на сортовых, листовых и трубных прокатных станах. Составной валок содержит ось с буртом, втулку-цапфу с буртом, одетую на ось по скользящей посадке, бандаж, зажатый между торцами бурта оси и бурта втулки-цапфы гайкой, навинченной на резьбовой конец оси и контактирующей с торцом втулки-цапфы. Повышение нагрузочной способности и надежности составных прокатных валков обеспечивается за счет того, что торцы бурта оси и бурта втулки-цапфы оснащены остроконечными зубьями, а на торцы бандажа нанесен слой пластичного, но достаточно прочного для обеспечения отсутствия остаточных деформаций от действия на бандаж технологической нагрузки металла, что исключает прокручивание бандажа и смещение его относительно оси валка. 3 з.п. ф-лы, 3 ил.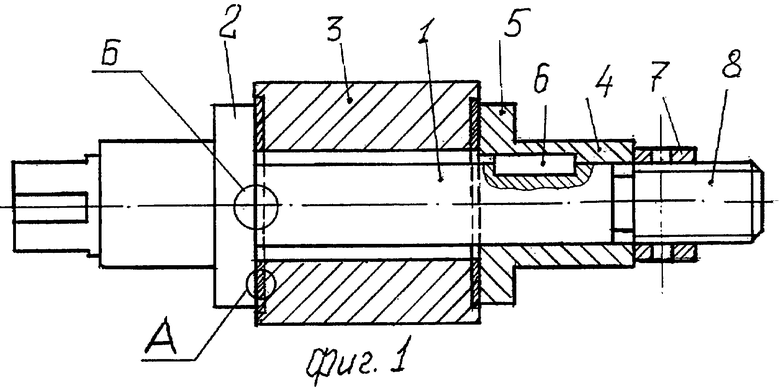
| Составной прокатный валок | 1986 |
|
SU1488046A1 |
| Составной прокатный валок | 1989 |
|
SU1616735A1 |
| Приспособление к кривошипным передачам со сцепным дышлом или спарником для получения вращающего момента для ведомого кривошипа в положениях его, соответствующих мертвым точкам, и для обеспечения постоянства вращения кривошипов в противоположных направлениях | 1932 |
|
SU35515A1 |
| Составной прокатный валок | 1982 |
|
SU1020171A1 |
| ПРОКАТНЫЙ ВАЛОК | 0 |
|
SU407438A1 |
| СПОСОБ ОКУЛЬТУРИВАНИЯ ЭРОДИРОВАННЫХ ПОЧВ СКЛОНОВ | 1992 |
|
RU2060610C1 |

