ной поверхности оси, и посадочную поверхность канавок по глубине выполняют с конусностью 1:20 с меньшей шириной у торцевой плоскости бандажа.
Запрессовка колец в торцы бандажа повышает контактное давление между бандажом и осью по краям посадки, которое при изгибе создает большие моменты сил трения, препятствующие проскальзыванию бандажа относительно оси. При длине бандажа, превосходящей длину посадочного участка оси, свисающие концы бандажа усиливают эффект осевой фиксации бандажа на оси.
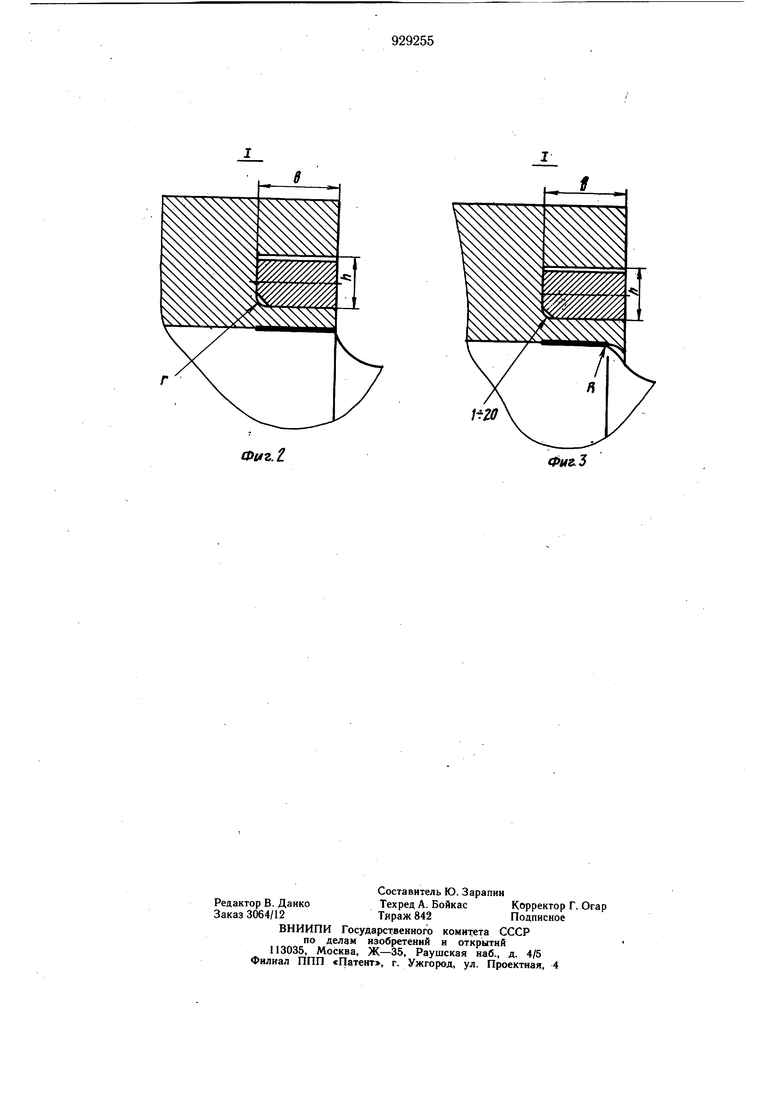
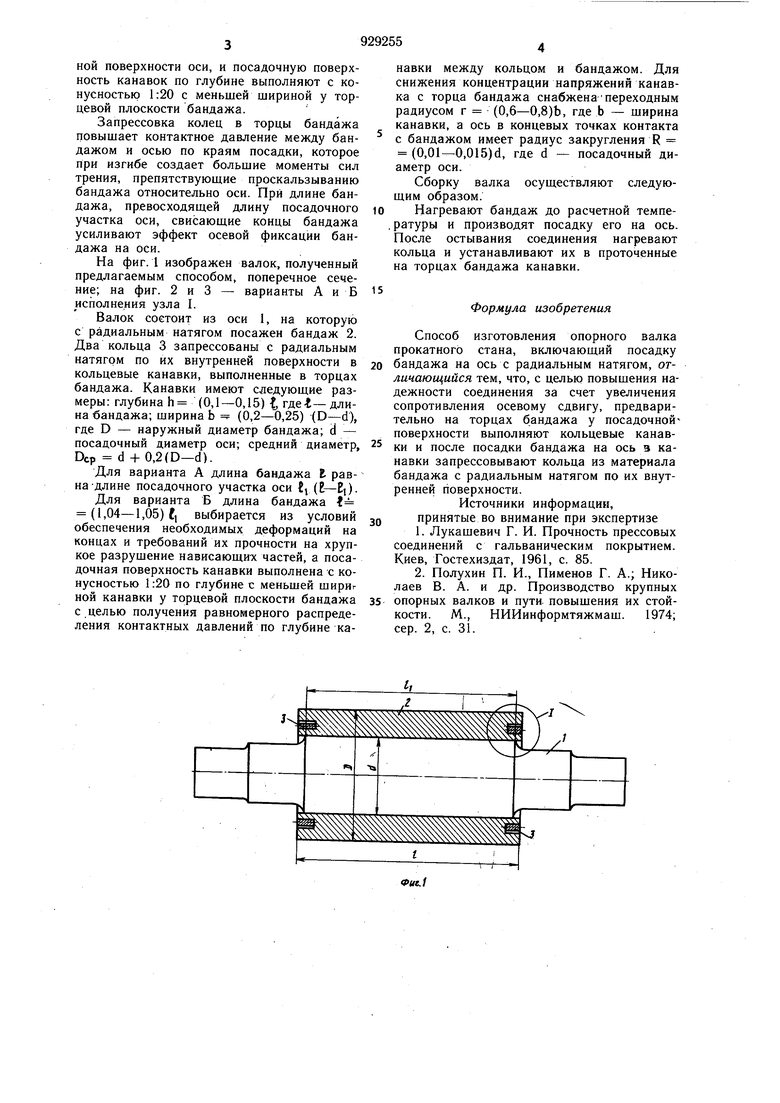
На фиг. I изображен валок, полученный предлагаемым способом, поперечное сечение; на фиг. 2 и 3 - варианты А и Б исполнения узла I.
Валок состоит из оси 1, на которую с радиальным натягом посажен бандаж 2. Два кольца 3 запрессованы с радиальным натягом по их внутренней поверхности в кольцевые канавки, выполненные в торцах бандажа. Канавки имеют следующие размеры: глубина h (0,1-0,15) -t, где-t- длина бандажа; ширина b (0,2-0,25) (D-d), где D - наружный диаметр бандажа; d - посадочный диаметр оси; средний диаметр, Dcp d+ 0,2(0-d).
Для варианта А длина бандажа t равна-длине посадочного участка оси j (Е-Ej).
Для варианта Б длина бандажа 1 (1,04-1,05) f, выбирается из условий обеспечения необходимых деформаций на концах и требований их прочности на хрупкое разрушение нависающи-х частей, а посадочная поверхность канавки выполнена с конусностью 1:20 по глубине с меньшей шириг ной канавки у торцевой плоскости бандажа с.целью получения равномерного распределения контактных давлений по глубине канавки между кольцом и бандажом. Для снижения концентрации напряжений канавка с торца бандажа снабжена переходным радиусом г (0,6-0,8)Ь, где b - ширина канавки, а ось в концевых точках контакта
с бандажом имеет радиус закругления R (0,01-0,015)d, где d - посадочный диаметр оси.
Сборку валка осуществляют следующим образом.
Нагревают бандаж до расчетной темпе.ратуры и производят посадку его на ось.
После остывания соединения нагревают
кольца и устанавливают их в проточенные
на торцах бандажа канавки.
Формула изобретения
Способ изготовления опорного валка прокатного стана, включающий посадку
бандажа на ось с радиальным натягом, отличающийся тем, что, с целью повыщения надежности соединения за счет увеличения сопротивления осевому сдвигу, предварительно на торцах бандажа у посадочной поверхности выполняют кольцевые канавки и после посадки бандажа на ось з канавки запрессовывают кольца из материала бандажа с радиальным натягом по их внутренней поверхности.
Источники информации,
принятые во внимание при экспертизе
1.Лукащевич Г. И. Прочность прессовых соединений с гальваническим покрытием. Киев, Гостехиздат, 1961, с. 85.
2.Полухин П. И., Пименов Г. А.; Николаев В. А. и др. Производство крупных
опорных валков и пути повышения их стойкости. М., НИИииформтяжмаш. 1974; сер. 2, с. 31.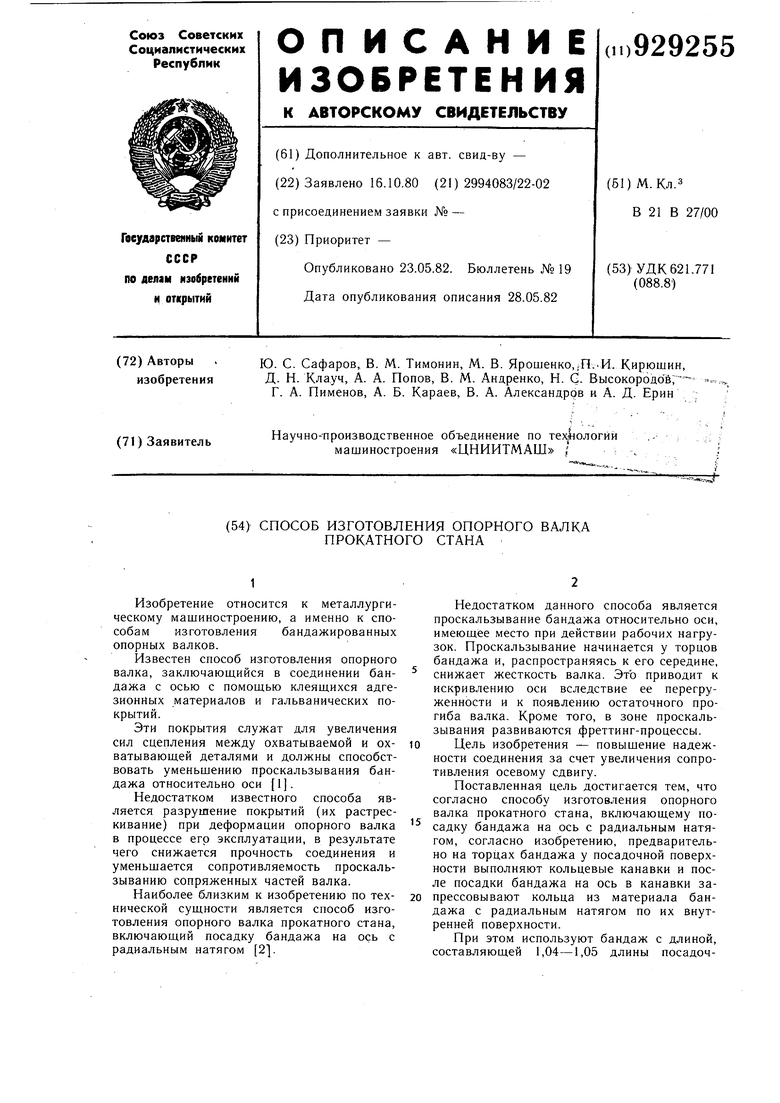
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| Составной прокатный валок | 1983 |
|
SU1100018A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ОПОРНОГО ВАЛКА ПРОКАТНОГО СТАНА | 2002 |
|
RU2218218C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1996 |
|
RU2100110C1 |
| Прокатный валок | 1978 |
|
SU782897A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1990 |
|
RU2048937C1 |
| БАНДАЖИРОВАННЫЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2223158C2 |