Текст описания в факсимильном виде (см. графическую часть).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2494833C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НА МАШИНАХ КРИВОЛИНЕЙНОГО ТИПА | 1999 |
|
RU2173604C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛИТКОВ ДЛЯ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2000 |
|
RU2187408C2 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2002 |
|
RU2228236C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2010 |
|
RU2440213C1 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| Способ непрерывной разливки металла | 1988 |
|
SU1540931A1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
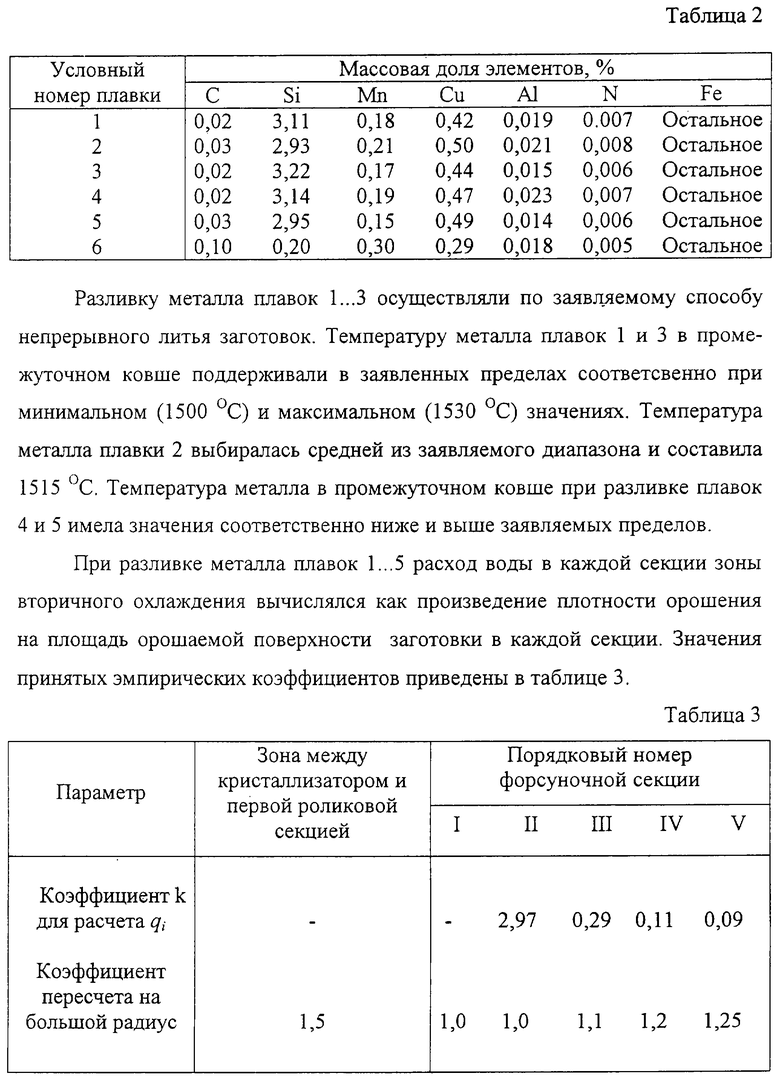
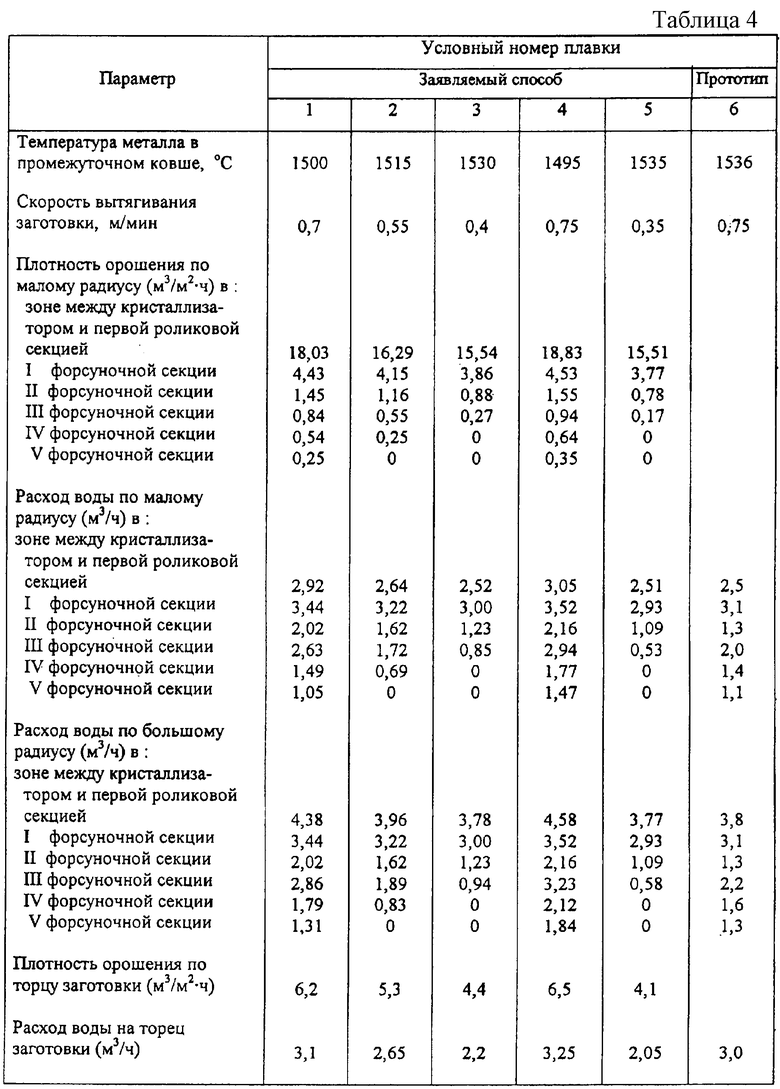
Изобретение относится к металлургии и может быть использовано при непрерывном литье заготовок. Технический результат заключается в создании достаточно толстой и прочной корки затвердевшего металла в заготовке по всему маршруту ее изготовления, что предотвращает образование на заготовке поверхностных трещин и аварийное вытекание жидкого металла. В способе непрерывного литья заготовок на машине с криволинейной технологической осью используют трансформаторную сталь, температуру которой в промежуточном ковше поддерживают в пределах 1500...1530oС. Вытягивание заготовки из кристаллизатора осуществляют со скоростью (w), определяемой по формуле: w=0,7-0,01(t-1500), где t - температура трансформаторной стали в промежуточном ковше; 0,7 и 0,01 - эмпирические коэффициенты. Расход воды в форсуночных секциях, расположенных вдоль зоны вторичного охлаждения, устанавливают по плотности орошения поверхности заготовки. При этом охлаждение поверхности каждой заготовки ведут по заданным зонам с режимами, определяемыми по заявляемым зависимостям. Это обеспечивает поддержание оптимальной температуры поверхности заготовки на всем маршруте ее изготовления. 4 табл.
Способ непрерывного литья заготовок на машине с криволинейной технологической осью, включающий подачу стали в кристаллизатор из промежуточного ковша, вытягивание заготовки из кристаллизатора с переменной скоростью, поддержание и направление заготовки при помощи роликов, охлаждение поверхности заготовки водой, распыляемой сгруппированными в секции форсунками, расположенными вдоль зоны вторичного охлаждения, отличающийся тем, что для литья заготовок используют трансформаторную сталь, температуру которой в промежуточном ковше поддерживают в пределах 1500 - 1530°С, скорость вытягивания заготовки из кристаллизатора определяют по формуле
w = 0,7-0,01 (t-1500),
где w - скорость вытягивания заготовки, м/мин;
t - температура трансформаторной стали в промежуточном ковше, °С;
0,7 и 0,01 - эмпирические коэффициенты, характеризующие зависимость оптимальной скорости вытягивания заготовки от температуры металла в промежуточном ковше в указанном интервале,
а расход воды в форсуночных секциях, расположенных вдоль зоны вторичного охлаждения, устанавливают по плотности орошения поверхности заготовки, причем по малому радиусу кривизны заготовки охлаждение ее поверхности в зоне, расположенной между низом кристаллизатора и первой роликовой секцией, ведут с плотностью орошения, определяемой по формуле:
q = 18,4 -16 w + 22,1 w2,
где q - плотность орошения в зоне, расположенной между низом кристаллизатора и первой роликовой секцией, м3/(м2ч);
w - скорость вытягивания заготовки, м/мин;
18,4; 16 и 22,1 - эмпирические коэффициенты, характеризующие зависимость оптимальной плотности орошения поверхности заготовки в зоне, расположенной между низом кристаллизатора и первой роликовой секцией, от скорости вытягивания заготовки,
в первой форсуночной секции - с плотностью орошения, определяемой по формуле
q1 = 3,1 + 1,9w,
где q1 - плотность орошения в первой форсуночной секции, м3/(м2ч);
w - скорость вытягивания заготовки, м/мин;
3,1 и 1,9 - эмпирические коэффициенты, характеризующие зависимость оптимальной плотности орошения поверхности заготовки в первой форсуночной секции от скорости вытягивания заготовки,
а во всех последующих форсуночных секциях - с плотностью орошения, определяемой по формуле
где qi, qi-1 - плотность орошения соответственно в i-й и i-1 форсуночных секциях, м3/(м2ч);
i - номер форсуночной секции;
li, 1i-1 - длина i-й и i-1 форсуночных секций, м;
k - эмпирический коэффициент, характеризующий изменение плотности орошения по длине зоны вторичного охлаждения и монотонно снижающийся от 2,97 до 0,09,
по большому радиусу кривизны заготовки охлаждение поверхности в форсуночных секциях ведут с расходом воды, в 1,0 - 1,5 раза превышающем расход воды в соответствующих форсуночных секциях, расположенных по малому радиусу кривизны заготовки, а охлаждение поверхности заготовки с ее торцов осуществляют с плотностью орошения, определяемой по формуле
qm = 2+6w,
где qm - плотность орошения торцов заготовки, м3/(м2ч);
w - скорость вытягивания заготовки, м/мин;
2 и 6 - эмпирические коэффициенты, характеризующие зависимость оптимальной плотности орошения торцевой поверхности заготовки от скорости ее вытягивания.
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПРЯМОУГОЛЬНЫХ ЗАГОТОВОК | 1993 |
|
RU2033887C1 |
| Способ непрерывного литья заготовок | 1988 |
|
SU1666269A1 |
| RU 20027540 С1, 27.01.1995 | |||
| Способ разливки металлов и сплавов | 1974 |
|
SU472745A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| US 4476914, 16.10.1984. | |||

