Изобретение относится к металлургии, конкретнее, к непрерывной разливке слитков, предназначенных для производства из них железнодорожных рельсов.
Наиболее близким по технической сущности является способ непрерывной разливки слитков для производства железнодорожных рельсов, включающий подачу металла в кристаллизатор прямоугольного сечения из промежуточного ковша, вытягивание из него слитка с переменной скоростью, его охлаждение охладителем, распыливаемым форсунками, изменение интенсивности охлаждения, резку слитков на мерные заготовки, их нагрев и прокатку (см. Технологическую инструкцию ТИ 102-СТ. КК-320-97 "Непрерывная разливка стали на МНЛЗ 1", ОАО "Нижнетагильский металлургический комбинат", г.Н. Тагил, 1997, с.1-26).
Недостатком известного способа является неудовлетворительное качество непрерывно-литых слитков, предназначенных для производства железнодорожных рельсов. Это объясняется плохим качеством макроструктуры поперечного сечения слитка, большим развитием центральной пористости и осевой ликвации, ликвационных полосок, осевых трещин и т.д. Сказанное является следствием отсутствия обеспечения необходимых режимов вторичного охлаждения слитков в зависимости от скорости вытягивания слитков, их сечения, химического состава разливаемой рельсовой стали и ее температуры в промежуточном ковше, что приводит к браку рельсов, прокатанных из непрерывно-литых слитков, отлитых по известному способу.
Технический эффект при использовании изобретения заключается в повышении качества непрерывно-литых слитков и повышении выхода годных рельсов за счет улучшения качества макроструктуры слитков.
Указанный технический эффект достигают тем, что способ непрерывной разливки слитков для производства железнодорожных рельсов включает подачу из промежуточного ковша стали, содержащей углерод, марганец, хром и ванадий, в кристаллизатор прямоугольного сечения, вытягивание из него слитка с переменной скоростью, подачу распыливаемого форсунками охладителя в зону вторичного охлаждения слитка с изменением интенсивности его охлаждения, резку слитков на мерные заготовки, их нагрев и прокатку.
Средний расход охладителя по длине зоны вторичного охлаждения слитка устанавливают по следующей зависимости:
Q•l=K1(A•B•V•t)/(C•Mn•Cr•V),
где Q - средний расход охладителя по длине зоны охлаждения слитка, м3/м2•ч;
l - длина зоны охлаждения слитка под кристаллизатором, м;
А, В - размеры поперечного сечения слитка, м;
V - скорость вытягивания слитка, м/мин;
t - температура стали в промежуточном ковше, oС;
С, Мn, Сr, V - содержание в стали соответственно углерода, марганца, хрома и ванадия, мас.%;
K1 - эмпирический коэффициент, характеризующий теплофизические закономерности кристаллизации непрерывно-литых слитков из рельсовой стали и формирования их осевой зоны, равный 0,00009-0,04 мин(%)4/ч•oC•м;
при этом l=К2•Q, где К2 - эмпирический коэффициент, характеризующий теплофизические закономерности охлаждения граней слитка по его длине, равный 1,5-6,3, ч.
Повышение качества непрерывно-литых слитков и улучшение их макроструктуры будет происходить вследствие установления необходимой интенсивности вторичного охлаждения и длины зоны охлаждения в необходимых пределах в зависимости от габаритов слитка, скорости его вытягивания, температуры стали в промежуточном ковше и химического состава рельсовой стали. При этом снижается по сечению слитка площадь осевой неоднородности слитка, уменьшаются осевая пористость и ликвация, количество осевых трещин и т.д.
Диапазон значений эмпирического коэффициента К1 в пределах 0,00009-0,04 объясняется теплофизическими закономерностями кристаллизации непрерывно-литых слитков прямоугольного сечения и формирования их осевой зоны. При меньших и больших значениях не будет обеспечиваться необходимая интенсивность охлаждения слитков.
Указанный диапазон устанавливают в прямой зависимости от габаритов слитка и в обратной зависимости от скорости вытягивания слитков.
Диапазон значений эмпирического коэффициента К2 в пределах 1,5-6,3 объясняется теплофизическими закономерностям охлаждения граней слитка квадратного и блюмового сечения по его длине. При меньших значениях будет происходить разогрев поверхности cлитка в конце жидкой фазы сверх допустимых значений. При больших значениях будет происходить переохлаждение слитка в конце жидкой фазы сверх допустимых значений.
Указанный диапазон устанавливают в прямой зависимости от габаритов слитка и в обратной зависимости от скорости вытягивания слитков.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ непрерывной разливки слитков для производства железнодорожных рельсов осуществляют следующим образом.
Пример. В процессе непрерывной разливки рельсовой стали марки, например, 75ХГСВ ее подают из сталеразливочного ковша в промежуточный ковш и далее в кристаллизаторы прямоугольного сечения. Из кристаллизаторов вытягивают слитки с переменной скоростью. Под кристаллизатором слиток охлаждают охладителем, распыливаемым форсунками, сгруппированными в форсуночные секции. В качестве охладителя может применяться вода или водовоздушная смесь. Расход охладителя и длину зоны охлаждения слитка изменяют в зависимости от скорости вытягивания.
Средний расход охладителя по длине зоны вторичного охлаждения слитка устанавливают по следующей зависимости:
Q•l=K1(A•B•V•t)/(C•Mn•Cr•V),
где Q - средний расход охладителя по длине зоны охлаждения слитка, м3/м2•ч;
l - длина зоны охлаждения слитка под кристаллизатором, м;
А, В - размеры поперечного сечения слитка, м;
V - скорость вытягивания слитка, м/мин;
t - температура стали в промежуточном ковше, oС;
С, Мn, Сr, V - содержание в стали соответственно углерода, марганца, хрома и ванадия, мас.%;
К1 - эмпирический коэффициент, характеризующий теплофизические закономерности кристаллизации непрерывно-литых слитков из рельсовой стали и формирования их осевой зоны, равный 0,00009-0,04 мин(%)4/ч•oС•м;
при этом l=К2•Q, где К2 - эмпирический коэффициент, характеризующий теплофизические закономерности охлаждения граней слитка по его длине, равный 1,5-6,3, ч.
После разливки слитки режут на мерные заготовки длиной 8-12 м, нагревают их и прокатывают из них железнодорожные рельсы.
В общем случае разливку непрерывно-литых слитков производят на установках прямолинейного и криволинейного типов. Расходы охладителя по длине слитка изменяют по экспоненциальному закону от максимального значения под кристаллизатором до минимального значения в конце зоны охлаждения, выдерживая при этом среднее значение расхода охладителя Q.
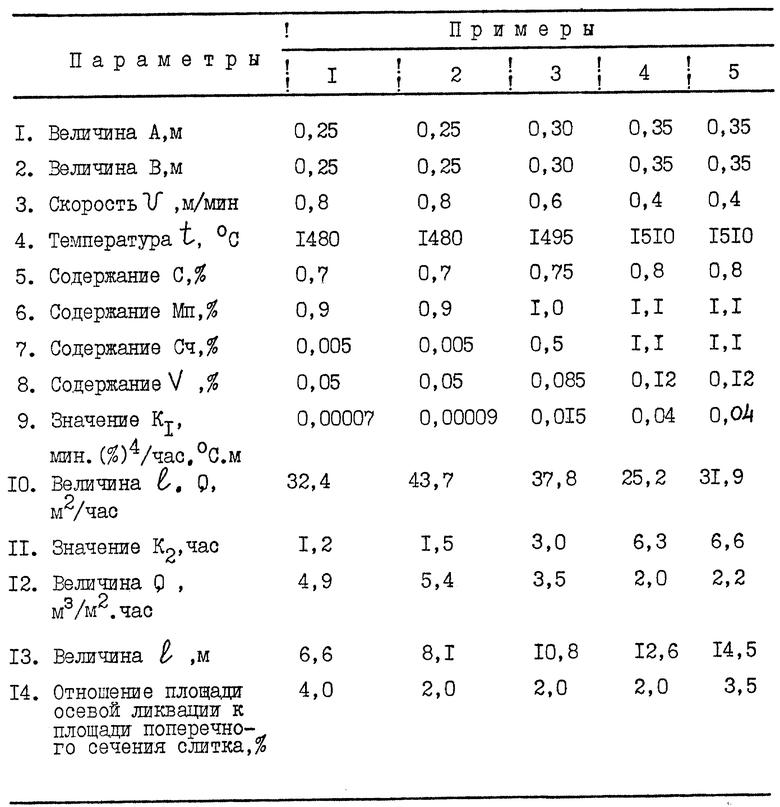
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом примере вследствие малой длины зоны охлаждения слитка и расхода охладителя происходит разогрев поверхности слитка, что приводит к ухудшению качества макроструктуры слитка.
В пятом примере вследствие большой интенсивности охлаждения слитка и большой длины зоны охлаждения происходит переохлаждение поверхности слитка, что приводит к ухудшению качества макроструктуры непрерывно-литых слитков и к их браку по внутренним и наружным трещинам.
В оптимальных примерах 2-4 вследствие обеспечения необходимых значений расходов охладителя и длины зоны охлаждения слитков обеспечивается улучшение качества непрерывно-литых слитков из рельсовой стали на 15-20%, а также выход годных рельсов из них повышается на 8-10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022690C1 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТЫХ ПЛОСКИХ СЛИТКОВ В ТВЕРДОЖИДКОМ СОСТОЯНИИ | 1990 |
|
RU1677927C |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038897C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 1990 |
|
RU2041020C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU1693786C |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU1677925C |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1989 |
|
RU1681454C |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038896C1 |
| СТАЛЬ | 2000 |
|
RU2186146C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
Изобретение относится к металлургии, конкретнее, к непрерывной разливке слитков, предназначенных для производства из них железнодорожных рельсов. Технический результат - повышение качества непрерывно-литых слитков и повышение выхода годных рельсов за счет улучшения качества макроструктуры слитков. Способ непрерывной разливки слитков для производства железнодорожных рельсов включает подачу из промежуточного ковша стали, содержащей углерод, марганец, хром и ванадий, в кристаллизатор прямоугольного сечения, вытягивание из него слитка с переменной скоростью, подачу распыливаемого форсункам охладителя в зону вторичного охлаждения слитка с изменением интенсивности его охлаждения, резку слитков на мерные заготовки, их нагрев и прокатку. Средний расход охладителя по длине зоны вторичного охлаждения слитка устанавливают по зависимости Q•l=K1(A•B•V•t)/(C•Mn•Cr•V), где Q - средний расход охладителя по длине зоны охлаждения слитка, м3/м2•ч; l - длина зоны охлаждения слитка под кристаллизатором, м; А, В - размеры поперечного сечения слитка, м; V - скорость вытягивания слитка, м/мин; t - температура стали в промежуточном ковше, oС; С, Мn, Сr, V - содержание в стали соответственно углерода, марганца, хрома и ванадия, мас.%; К1 - эмпирический коэффициент, равный 0,00009-0,04 мин(%)4/ч•oС•м; l=K2•Q, где K2 - эмпирический коэффициент, характеризующий теплофизические закономерности охлаждения граней слитка по его длине, равный 1,5-6,3, ч. 1 табл.
Способ непрерывной разливки слитков для производства железнодорожных рельсов, включающий подачу из промежуточного ковша стали, содержащей углерод, марганец, хром и ванадий, в кристаллизатор прямоугольного сечения, вытягивание из него слитка с переменной скоростью, подачу распыливаемого форсунками охладителя в зону вторичного охлаждения слитка с изменением интенсивности его охлаждения, резку слитков на мерные заготовки, их нагрев и прокатку, отличающийся тем, что средний расход охладителя по длине зоны вторичного охлаждения слитка устанавливают по следующей зависимости:
Q•l=К1(A•B•V•t)/(C•Mn•Cr•V),
где Q - средний расход охладителя по длине зоны охлаждения слитка, м3/м2•ч;
l - длина зоны охлаждения слитка под кристаллизатором, м;
А, В - размеры поперечного сечения слитка, м;
V - скорость вытягивания слитка, м/мин;
t - температура стали в промежуточном ковше, oС;
С, Мn, Сr, V - содержание в стали соответственно углерода, марганца, хрома и ванадия, мас.%;
К1 - эмпирический коэффициент, характеризующий теплофизические закономерности кристаллизации непрерывно-литых слитков из рельсовой стали и формирования их осевой зоны, равный 0,00009-0,04 мин(%)4/ч•oС•м;
при этом l=К2•Q, где К2 - эмпирический коэффициент, характеризующий теплофизические закономерности охлаждения граней слитка по его длине, равный 1,5-6,3, ч.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| ОАО "Нижнетагильский металлургический комбинат" | |||
| - Н | |||
| Тагил, 1997, с.1-25 | |||
| RU 2000167 C1, 07.09.1993 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
| СПОСОБ НАПРАВЛЕНИЯ НЕПРЕРЫВНЫХ ЗАГОТОВОК В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2147262C1 |
| Способ разливки металлов и сплавов | 1974 |
|
SU472745A1 |
| JP 58038646 A2, 07.03.1983 | |||
| JP 7266002 A2, 17.10.1995. | |||

