Изобретение относится к электрохимическим станкам для размерной обработки деталей из токопроводящих материалов любой твердости при помощи электрохимического растворения обрабатываемого участка заготовки.
Известен электрохимический обрабатывающий станок, содержащий импульсный источник тока, устройства контроля протекающего тока, устройство позиционирования электрода-инструмента и заготовки, устройство подачи электролита для впрыскивания его в момент разделения электрода-инструмента и заготовки (патент США 4956060, 5 В 23 Н 3/02 (204/129.2), 1990 г.).
Недостатками описанного аналога являются:
1) наличие устройства для впрыскивания электролита в момент разделения электрода-инструмента и заготовки;
2) сложность конструкции.
Наиболее близким к заявляемому является станок настольный электрохимический, содержащий блок определения нулевого зазора, импульсный источник технологического тока, импульсы которого синхронизированы с работой электрода-инструмента, вибрирующий электрод-инструмент и электрод-заготовку, в межэлектродном зазоре между которыми прокачивается электролит, расход которого регулируется на выходе из зазора (полезная модель 12063, 6 В 23 Н 3/02, 1998 г.).
Недостатками описанного прототипа являются:
1) устройство синхронизации работы импульсного источника технологического тока и вибрирующего электрода-инструмента выполнено электромеханическим, что не позволяет точно регулировать процесс обработки;
2) сложность конструкции.
Техническая задача:
- повышение точности обработки;
- упрощение конструкции.
Технический результат достигается тем, что станок электрохимический для размерной обработки деталей содержит импульсный источник технологического тока, рабочее пространство с электродом-инструментом и электродом-заготовкой, блок определения нулевого зазора и устройство согласования работы импульсного источника технологического тока с приводом отвода электрода для замены электролита в межэлектродном зазоре, выполненные в блоке программного управления.
На чертеже показан общий вид электрохимического станка.
Электрохимический станок содержит блок определения нулевого зазора 1, импульсный источник технологического тока 2, рабочее пространство 3 с электродом-инструментом и электродом-заготовкой, устройство согласования работы импульсного источника технологического тока с приводом отвода электрода для замены электролита в межэлектродном зазоре 4, привод электрода 5 и блок программного управления 6.
Работает устройство следующим образом. При включении насосной станции (не показана) через рабочее пространство 3 прокачивается электролит. Блок программного управления 6, включающий блок определения нулевого зазора 1, при помощи привода электрода 5 устанавливает заданный межэлектродный зазор. После этого блок программного управления 6, включающий устройство согласования работы импульсного источника технологического тока с приводом отвода электрода 4 при помощи импульсного источника технологического тока 2 подает импульсы тока, параметры и количество которых определяются заданным режимом обработки. По окончании импульсов тока блок программного управления при помощи блока определения нулевого зазора 1 определяет межэлектродный зазор и при помощи привода электрода 5 восстанавливает заданный межэлектродный зазор, после чего цикл обработки повторяется.
Таким образом, технический результат достигнут, создана более простая и компактная конструкция электрохимического станка, позволяющая достигнуть более высокую точность обработки деталей. На ОАО "Лепсе" (г. Киров) изготовлен и проходит испытания опытный образец электрохимического станка для размерной обработки деталей с программным управлением СКП-50.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2564773C1 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ МЕТАЛЛА | 2021 |
|
RU2770397C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2009 |
|
RU2412789C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| УСТРОЙСТВО ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СЛОЖНЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1996 |
|
RU2105643C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
Изобретение относится к электрохимическим станкам для размерной обработки деталей токопроводящих материалов любой твердости при помощи электрохимического растворения обрабатываемого участка заготовки. Станок содержит блок определения нулевого зазора, импульсный источник технологического тока, электрод-инструмент, устройство согласования работы импульсного источника технологического тока и привод отвода электрода для замены электролита в межэлектродном зазоре. Блок определения нулевого зазора и устройство согласования работы импульсного источника технологического тока с приводом отвода электрода для замены электролита в межэлектродном зазоре выполнены в блоке программного управления. Такое выполнение станка позволяет повысить точность обработки деталей и упростить его конструкцию. 1 ил.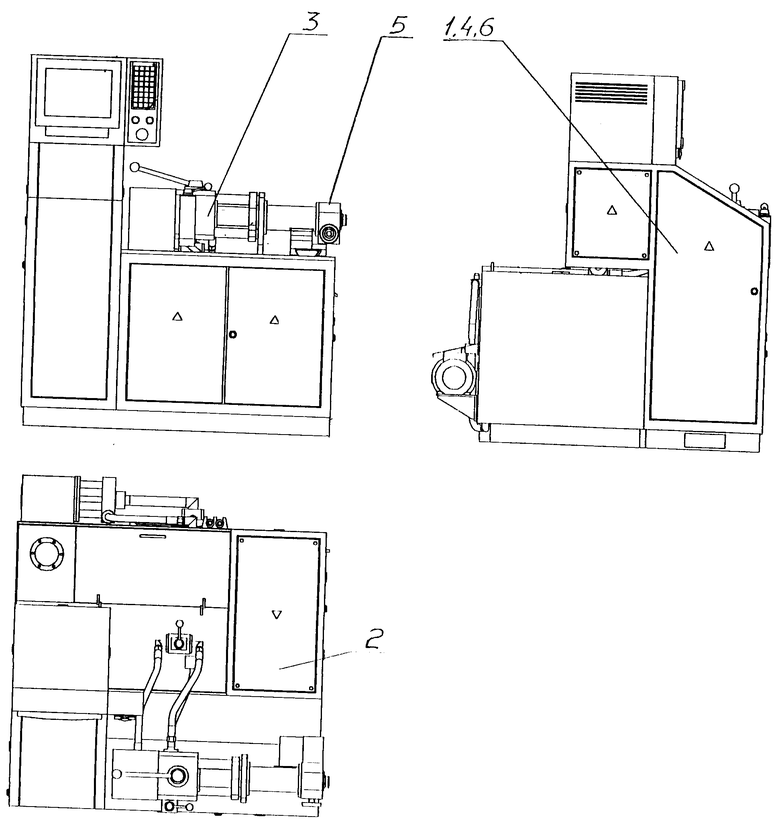
Станок электрохимический для размерной обработки деталей, содержащий блок определения нулевого зазора, импульсный источник технологического тока, рабочее пространство с электродом-инструментом и электродом-заготовкой, отличающийся тем, что блок определения нулевого зазора и устройство согласования работы импульсного источника технологического тока с приводом отвода электрода для замены электролита в межэлектродном зазоре выполнены в блоке программного управления.
| Приспособление для регулирования давления в дистанционных трубках с пороховым составом | 1928 |
|
SU12063A1 |
| Способ электроэрозионнохимической обработки | 1982 |
|
SU1161300A1 |
| SU 916208, 30.03.1982 | |||
| Устройство для импульсной электрохимической обработки | 1983 |
|
SU1121115A1 |
| Устройство для размерной электрохимической обработки | 1982 |
|
SU1225722A1 |
