Предложенный способ восстановления графитированных электродов дуговых электросталеплавильных печей относится к области черной металлургии.
В настоящее время в плавильных агрегатах используют преимущественно графитированные электроды, расход которых доходит до 15 кг на одну тонну жидкой стали (Крамаров А.Д., Соколов А.Н. Электрометаллургия стали и ферросплавов. М.: Металлургия, 1976, с. 116).
Стоимость этих электродов высока, и в калькуляции затрат на вспомогательные материалы данная статья расходов является наибольшей.
Основной причиной разрушения электрода является окисление его поверхности при плавлении шихты и в перерыве между плавками. Графит, являющийся структурной формой углерода, начинает активно взаимодействовать с кислородом уже при температуре 700oС. Создать восстановительную атмосферу в рабочем пространстве дуговой электропечи на протяжении всей плавки невозможно, поэтому для снижения расхода графитированных электродов необходимо периодически восстанавливать их поверхность как в процессе плавления, так и после выпуска металла.
В настоящее время восстановление бывших в употреблении электродов практически не применяется, так как существующие способы либо дороги, либо недостаточно эффективны и трудоемки.
Известны следующие способы упрочнения поверхности электродов.
1. Пропитка водными растворами солей и кремнийорганическими соединениями.
2. Металлизация - нанесение покрытия распылением алюминия (Костарева Т. В. и др. Электроды для плавки чугуна // Литейное производство. - 1981. - 7. - С. 29) или ферросилиция (Каблуковский А.Ф., Молчанов А. Е., Каблуковская М.А. Краткий справочник электросталевара. М.: Металлургия, 1994, С. 80).
3. Насыщение пиролитическим углеродом, образующимся при разложении углеводородных газов в специальном реакторе с температурой от 950 до 1000oС. Этот способ был разработан для мелких графитовых нагревателей и опок (Александров В. М. Пироуглерод в литейном производстве // Вопросы теории и технологии литейных процессов: Сб. научных трудов. - Челябинск, ЧГТУ, 1991. - С.4).
Все вышеперечисленные способы имеют большие недостатки. Так, для пропитки солями необходимо иметь специальные ванны, для пиролиза - реактор, а для металлизации - металлизатор с трансформатором. Стоимость материалов покрытия и оборудования, повышенные трудо- и энергозатраты значительно увеличивают себестоимость выплавленного металла. Увеличение стойкости в 2-3 раза мелких нагревателей из графита связано с тем, что они используются в печах для направленной кристаллизации, где создается разрежение 10-2 атм и скорость окисления углерода в этих условиях значительно ниже.
Главным и общим недостатком всех вышеперечисленных способов является невозможность поддержания (восстановления) покрытия во время плавки и сразу после слива металла, например в случае трехфазной электродуговой печи.
Наиболее близок к предлагаемому способ регенерации графитовых электродов после выпуска металла из печи (А.с. СССР 1381738, МКИ Н 05 В 7 7/085. Способ регенерации графитовых электродов плавильных печей / Александров В.М., Кулаков Б.А., Дубровин В.К. (СССР) // Открытия. Изобретения. - 1988. - 10). В этом случае нагретые до температуры пиролиза газа электроды без выема из электрододержателей опускают в реактор и обрабатывают метаном или пропаном. Углеводородный газ, омывая горячие электроды, разлагается с образованием пироуглерода, который должен отложиться в порах и дефектах на поверхности электрода и обеспечить восстановление его поверхности. Следует отметить, что для реализации способа необходимо предварительно отвести свод с электродами от ванны печи.
На практике использовать этот способ не предоставляется возможным по следующим причинам.
1. За время отвода свода и подгонки реакторов под электроды последние остывают до температуры 500÷700oС и пиролиза газа не происходит. На скорость падения температуры электродов сильно влияет температура и сквозняки на производственном участке.
2. Не разработано устройство для подачи и подгонки реакторов под электроды.
3. После отвода свода от ванны невозможно подвести три жестко соединенных между собой реактора под электроды, так как распад электродов (расстояние между их нижними концами) не одинаков и может меняться в процессе плавки.
4. Невозможно качественно заправить печь, так как эту операцию приходится проводить при открытой ванне, то есть ускоренном остывании футеровки.
5. Обработка электродов данным способом требует расширения штатов, так как эта операция может проводиться параллельно с заправкой печи ввиду остывания как электродов, так и футеровки.
6. В случае печи с выкатной ванной нет свободного пространства для подведения реакторов.
Вышеуказанные недостатки позволяет устранить предлагаемый способ восстановления поверхности графитированных электродов дуговых сталеплавильных печей.
Технический результат - снижение расхода графитированных электродов при выплавке стали и сплавов за счет восстановления качества их поверхности пиролитическим углеродом.
Это достигается тем, что нагретые до температуры пиролиза газа электроды подвергают обработке углеводородным газом с восстановлением их поверхности пиролитическим углеродом, по изобретению, непосредственно в рабочем пространстве дуговой электросталеплавильной печи в процессе плавки и после выпуска металла, а газ подают через фурму, вертикально перемещающуюся вдоль боковой поверхности электродов и имеющую наконечник в виде полукольца с отверстиями на внутренней поверхности для подачи газа.
Существенность отличий предлагаемого способа подтверждается тем, что из патентных и научно-технических источников не выявлено применения предлагаемого способа с указанными параметрами по аналогичному назначению, то есть для поддержания качества поверхности электродов в процессе плавки и после выпуска металла.
Предлагаемый способ реализуется следующим образом. После слива металла из печи в нее через рабочее окно вставляется фурма и на электроды поочередно направляется поток углеводородного газа. Фурма представляет собой металлическую трубу с внутренним диаметром от 15 до 20 мм и толщиной стенки 2 мм. Наконечник образован загибанием трубы в полукольцо радиусом на 20÷50 мм больше радиуса электрода. Торцевое отверстие трубы заварено. На внутренней поверхности полукольца имеются отверстия диаметром от 2 до 3 мм, через которые газ попадает на электрод. Расстояния между отверстиями от 20 до 25 мм. С целью предотвращения прогибания трубы под действием температуры расплавленного металла на нее одевают керамическую трубку, например, 444 выпуска огнеупорного завода г. Одинцово. Обработка газом производится вертикальным перемещением предлагаемой фурмы вдоль нагретой части электрода, имеющей ярко-красный цвет, что соответствует температуре более 900oС. Электроды при обработке обесточены. Расстояние от электрода до отверстий наконечника фурмы составляет от 20 до 50 мм. Таким образом можно пропитать до 500 мм длины электрода на половине диаметра. Переворачивая фурму на 180o, таким же образом обрабатывают вторую половину электрода. Длительность обработки одного электрода составляет от 30 до 50 с. После расплавления шихты и окислительного периода эту операцию возможно повторить. Следует отметить, что особенно эффективен этот способ при выплавке сплавов с высокой температурой выпуска от 1650oС до 1700oС. Расход электродов можно снизить в этом случае с 10÷15 до 8÷9 кг на тонну жидкой стали. Расход углеводородного газа составляет от 0,2 до 0,5 м3/ч на один квадратный метр обрабатываемой поверхности. Для сравнения расход газа по способу-прототипу составляет от 0,60 до 0,95 м3/час на один квадратный метр поверхности электрода.
Предлагаемый способ имеет следующие преимущества.
1. Максимальное использование тепла плавильного агрегата - реактором является ванна плавильного агрегата.
2. Кратковременность процесса обработки.
3. Возможность неоднократно использовать способ по ходу одной плавки.
4. Небольшой расход углеводородного газа.
5. Отсутствие сложных механизмов и специальной оснастки.
6. Высокие производительность и экономическая эффективность.
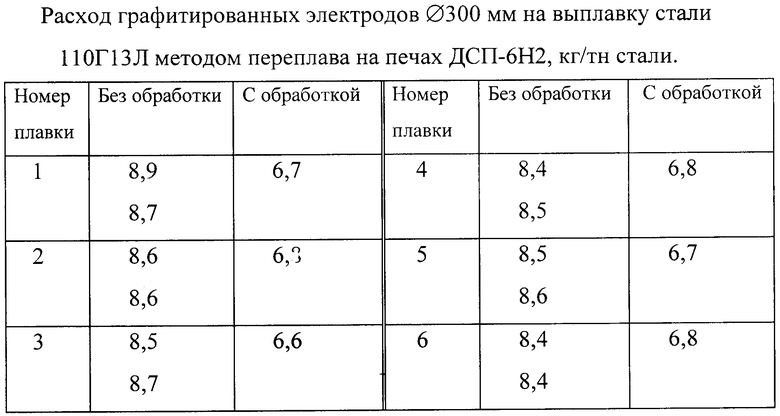
Для определения эффективности способа проводили плавки на дуговых печах ДСП-6Н2. Масса плавки стали 110Г13Л составляла от 6,5 до 7,2 т. Сталь получали методом переплава отходов. Нижний электрод в свечке обрабатывали пропаном после получения жидкой ванны после восстановительного периода и выпуска плавки. Два других электрода не обрабатывали. Всего было проведено по три плавки на двух печах. По разнице весов электродов до и после начала кампании определяли их расход.
Результаты приведены в таблице.
Представленные результаты показывают, что средний расход электродов на выплавку одной тонны жидкой стали 110Г13Л составил 8,54 кг. При обработке электродов пропаном по предлагаемому способу их расход был снижен в среднем до 6,7 кг или примерно на 22%.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ КОЖУХА ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ МАЛОЙ ВМЕСТИМОСТИ | 2007 |
|
RU2373468C2 |
| СПОСОБ ВЫПЛАВКИ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2004 |
|
RU2285051C2 |
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| СПОСОБ РАСКИСЛЕНИЯ И ЛЕГИРОВАНИЯ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 2005 |
|
RU2319751C2 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| СПОСОБ ПРОИЗВОДСТВА РЕЛЬСОВОЙ СТАЛИ | 2009 |
|
RU2415180C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОЙ ОБОЛОЧКИ НА ПОВЕРХНОСТИ РАСКИСЛИТЕЛЯ ЖИДКОЙ СТАЛИ | 2007 |
|
RU2351659C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ВЫСОКОМОЩНЫХ ДУГОВЫХ ПЕЧАХ | 2000 |
|
RU2201970C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ В ДУГОВЫХ ПЕЧАХ | 2005 |
|
RU2304621C2 |
| Способ выплавки стали в дуговой сталеплавильной печи | 1985 |
|
SU1312104A1 |
Изобретение может найти практическое применение для восстановления поверхности графитированных электродов, используемых при выплавке стали и сплавов. Технический результат - снижение расхода графитированных электродов при выплавке стали и сплавов за счет восстановления качества их поверхности пиролитическим углеродом. Нагретые за счет тепла расплавленного металла до температуры пиролиза газа электроды подвергают обработке углеводородным газом с восстановлением их поверхности пиролитическим углеродом непосредственно в рабочем пространстве дуговой электросталеплавильной печи, в процессе плавки и после выпуска металла. Используемая для этого фурма вертикально перемещается вдоль боковой поверхности электродов и снабжена наконечником в виде полукольца с отверстиями на внутренней поверхности. 1 табл.
Способ восстановления графитированных электродов дуговых электросталеплавильных печей, включающий обработку углеводородным газом электродов, нагретых до температуры пиролиза газа, и восстановление их поверхности пиролитическим углеродом, отличающийся тем, что восстановление поверхности электродов производят непосредственно в рабочем пространстве печи как в процессе плавки, так и после выпуска металла из печи, а газ подают через фурму, вертикально передвигающуюся вдоль боковой поверхности электродов и имеющую наконечник в виде полукольца с выполненными на его внутренней поверхности отверстиями для подачи углеводородного газа.
| Способ регенерации графитовых электродов плавильных печей | 1986 |
|
SU1381738A1 |
| RU 94026565 A1, 27.06.1996 | |||
| Способ защиты электродовдугОВОй пЕчи OT ОКиСлЕНия | 1979 |
|
SU810833A1 |
| СПОСОБ ЗАЩИТЫ НЕРАСХОДУЕМОГО ЭЛЕКТРОДА В ШЛАКОВОМ РАСПЛАВЕ | 1999 |
|
RU2158062C1 |
| Приспособление для останова сновальной машины при обрыве нити | 1934 |
|
SU38498A1 |
| US 4517678, 14.05.1985. | |||

