Изобретение относитсн к черной и цветной металлургии, в частности к конструкциям рабочих клетей для прокатки сортовых и фасонных фофилей, и является усо- ве|)и1енствованием и.обретения но авт. ев .у 1 17851 1.
Це;1ью изобретения является повышение производительности клети за счет снижения времени но настройке калибра путем независимой радиальной регулировки вертикальных валков.
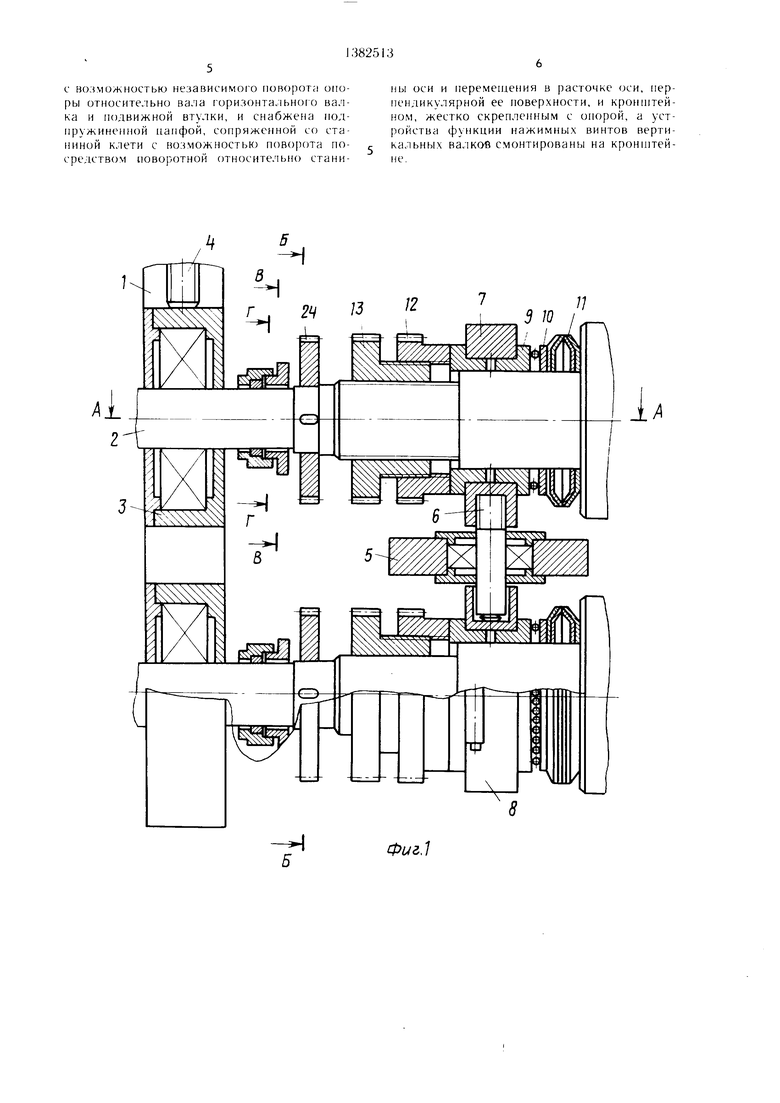
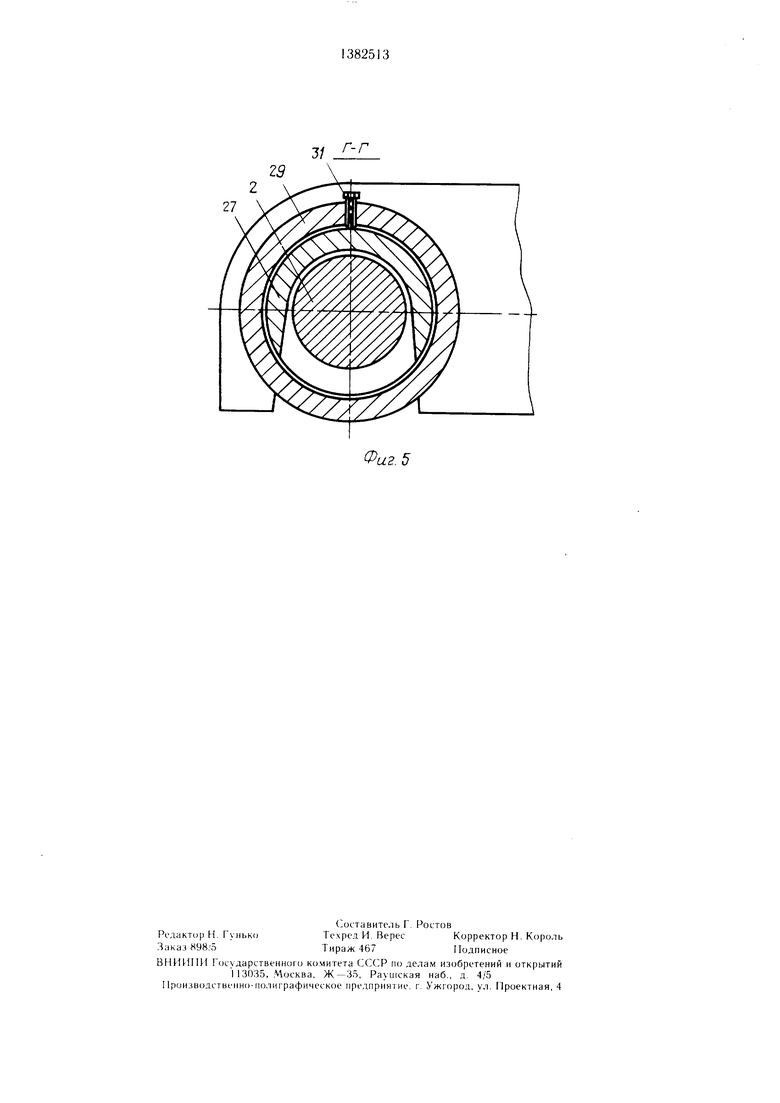
На фиг. I показана часть клети, поперечный разре.; на фиг. 2 - разрез А- А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1; на фиг. 4разрез В В на фиг. 1; на
фиг. 5 разрез Г Г на фиг. 1. Конструк- ция клети симметрична.
В станине 1 клети установлены горизонтальные рабочие валки 2 с подшипниковыми опорами 3, опертыми на винты 4 нажимного устройства. Вертикальный валок 5 установлен на оси 6, жестко скрепленной с верхней обоймой 7 и подвижно - с нижней обоймой 8. Fk pxHHH 7 и нижняя 8 обоймы ус- ганонлены иа подшипниках 9, на 1нейках го- ризонта.чьных валков 2. Между торца.ми горизонтальных Ba.iKOB 2 и подшипниками обойм 7 и 8 разме1цены упорные подп ипникп 10 и пружины 11. Система, состоящая из обойм 7 и 8, в осево.м направлении зафиксирована гайками 12 нажимных устройств, сопряженных с резьбовыми поверхностями втулок 13, которые, в свою очередь, внутрепни- ми резьбовыми поверхностями сопрягаются с резьбовыми 1нейками горизонтальных валков 2. При этом направление витков резьбы на наружной и внутренней поверхностях втулок 13 противоположное. На буртах втулок 13 и гаек 12 нажимных устройств на- резаны зубья, которые входят в зацепление с зубьями шестерен 14 и 15, смонтированных на параллельном горизонта пьном валку 2 валу 16, посредство.м Г1одц ипников 17. На торцах шестерен 14 и 15 выполнено торцо- вое зубчатое соединение, например, «мышиный зуб, по которому осушествляется взаимодействие с полумуфтами 18 и 19. В осевом направлении шестерни 14 и 15 зафик- сироваь(ы жестко, например, упорными (- бами 20, а полумуфты 18 и 19 могут переме- шаться по П1лицам вала 16 за счет регулируемых упругих элементов 21, например пружин, смонтированных в расточках кольца 22 и П1естерни 23. Кольцо 22 и шестерня 23 жестко крепятся к валу 16. Шестерни 23 и 24, взаимодействующие друг с другом, за- фиксированы в осевом направлении и крепятся к соответствуюшим валам посредством известных соединений, например шпоночного или шлипевого. Опора 25, в расточках которой на П()дп1ипниках 26 установлен вал 16, снабжена расточкой 27 с открытым па- зом и скреплеппой с пей цапфой 28.
Расточка 27 с открытым пазом устанавливается соосно валу горизонтального валка 2 с помошью подвижной в направлении оси валка 2 втулки 29,, смонтированной на ва.чу на вкладыше 30, при vroM расточка вту;|ки 29 сопрягается со ступицей расточки 27 опоры 25. Фиксация втулки 29 от осевого перемещения на ступице расточки 27 производится, например, с помощью болта 31 и кольцеврй канавки, выполненной на ступице расточки 27.
Цапфа 28 опоры 25 монтируется в отверстии поворотной оси 32, установленной в расточке станины 1, с помошью крьшгки 33 с возможностью перемещения в направлении оси цапфы посредством пружины 34 и упорной пайбы 35.
Стопоры 36 и 37 входят в зацепления с впадинами шестерен 14 и 15с помощью электромагнитов 38 и 39 и разъединяются пру- жинам и 40 и 41. Стопоры 36 и 37 с электромагнитами 38 и 39 и пружинами 40 и 41 закреплены к кронштейну 42, жестко скрепленному с опорой 25. Посредством направляюших 43 верхняя 7 и нижняя 8 обоймы связаны между собой, причем направляющие 43 жестко скреплены с верхней 7 и подвижно с нижней 8 обоймами.
Сборка и настройка клети осуществляются следующим образом.
Стопоры 36 и 37 выведены на зацепления с шестернями 14 и 15, которые, в свою очередь, скреплены с валом 16 посредством торцовых зубчатых соединений с полумуфтами 18 и 19 и регулируемых упругих элементов, например пружин 21, и шестерни 23 находятся в зацеплении с шестернями 24, при этом опора 25 промежуточного ва.ма 16 посредством расточки 27 шарнирно взаимодействует с подвижной в осевом направлении втулкой 29, смонтированной на вкла- дьниах 30, на валу горизонтального валка 2. Кроме того опора 25 промежуточного вала 16 с помощью цапфы 28 сопряжена с поворот,- ной относительно станины 1 осью 32 с возможностью перемещения в расточке оси 32, перпендикулярной ее поверхности. Регулируемые упругие элементы, например, пружины 21, настроены на заданное усилие сжатия, исключающее произвольное рассоединение торцовых зубчатых зацеплений шестерен 14 и 15 с полумуфтами 18 и 19 из-за сил трения в соединениях нажимного устройства вертикальных валков. Гаким образом, кинематическая цепь вал - горизонтальный валок 2 -- вал 16 становится замкнутой и за счет равных передаточных чисел зубчатых пар указанной кинематической цепи обеспечивается надежная фиксация гаек 12 нажимных устройств и втулок 13 от осевых перемещений как при включенном приводе, так и неподвижных горизонтальных валках.
В линии стана при включенном приводе горизонтальных валков 2 производят радиальную регулировку вертикальных валков 5 посредством осевых перемещений их обойм 7, при этом заданное направление перемеп1ения вертикальных валков 5 обеспечивается в зависимости от направления вращения валков и направления витков в резьбовых соединениях гайка нажимного устройства 12 - втулка 13 и втулка 13 - резьбовая шейка горизонтальных валков 2 или за счет резьбового соединения втулка 13 - резьбовая шейка горизонтального валка 2 или гайка нажимного устройства 12 - втулка 13. При перемещении обоймы 7 за счет резьбового соединения резьбовая шейка горизонтального валка 2 - втулка 13 включают электромагниты 38 и 39 и стопоры 36 и 37 входят в зацепление с впадинами шестерен 14 и 15, при этом торцовые зубчатые зацепления полумуфт 18 и 19 с шестернями 14 и 15 начинают работать как храповые механизмы, а гайка нажимного устройства 12 совместно со втулкой 13 перемещается по оси валка 2 в соответствующем направлении. Отключение стопоров 36 и 37 производится при выключенных электромагнитах 38 и 39 посредством пружин 40 и 41.
Перемещение обойм 7 в противоположном направлении производят за счет резьбового соединения гайка нажимного устройства 12 - втулка 13 включение.м электромагнита 39. Стопоры 37 входят в зацепление с шестернями 15 и гайка нажимного устройства 12 перемещается по оси горизонтального валка 2 относительно неподвижной в осевом направлении втулки 13.
Аналогично производят радиальную регулировку другого вертикального валка.
Радиальную регулировку горизонтальных валков 2 производят посредством винтов 4 нажимных устройств. При увеличении или уменьщении межцентрового расстояния между горизонтальными валками 2 синхронно с ними перемещаются обойма 7 с осью 6 и вертикальными валками 5, обойма 8, шестерни 24 и опора 25 промежуточного вала 16. Постоянство межцентрового расстояния между валом горизонтального валка 2 и промежуточным валом 16, а соответственно, и зубчатого зацепления шестерен 23 и 24 независимо от положения горизонтальных ва.тков 2 обеспечивается автоматически за счет ц арнирного взаимодействия расточки 27 опоры 25 с втулкой 29 на валу горизонтального валка 2 и перемещения подпружиненной цапфы 28 в расточке поворотной относительно станины 1 оси 32. Постоянное относительное положение щестерен 14 и 15 и стопоров 36 и 37 при всех перемещениях горизонтальных валков 2 достигается жестким соединением кронштейна 42 стопоров 36 и 37 с опорой 25 промежуточного вала 16.
Таким образом, радиальная регулировка вертикальных 5 и горизонтальных 2 валков независимо друг от друга, а зубчатые зацепления шестерен 23 и 24 работают в оптимальных условиях.
При перевалках валков болты 31 выворачивают из резьбовых отверстий втулок 29 и
0
перемещают их в направлении оси валка, освобождая тем самым ступицу расточки
27опоры 25. Далее сжатием пружин 34 опору 25 с промежуточным валом 16 сдвигают по направлению оси цапф 28, при этом кинематическая цепь нажимного устройства вертикальных валков 5 размыкается и поворотом опоры 2, сопряженной своей цапфой
28с поворотной осью 32, устанавливают ее в положение, обеспечивающее беспрепятственную перевалку. Восстановление кинематической цепи нажимного устройства вертикальных валков осуществляется в обратной последовательности.
Преимущества предлагаемой клети по 5 сравнению с известной заключаются в по- производительности клети посредством радиальной регулировки вертикальных валков независимо от межцентрового расстояния горизонтальных валков путем уменьщения времени настройки универ- 0 сального калибра за счет постоянной кинематической связи нажимных винтов вертикальных валков с горизонтальными валками при любых перемещениях последних, ликвидации операций фиксирования опоры 5 промежуточного вала и настройки зубчатого зацепления щестерен промежуточного вала с шестернями горизонтального валка, выполняемых при отключенном приводе.
Кроме того, изобретение позволяет расти, 0 рить технологические возможности клети путем расширения профилесортамента, прокатываемого на одном комплекте валков, за счет расширения интервала радиальной регулировки горизонтальных и вертикальных валков и сочетаний их взаимного поло- 5 жения по величине, направлению и параллельности, а также повысить точность прокатки за счет компенсации погрещности изготовления валков, их износа и колебаний усилия на валки в процессе прокатки без остановки привода посредством соответ- ствующих перемещений горизонтальных валков, независимо от межцентрового расстояния между вертикальными валками и кинематической связи горизонтальных валков с нажимными винтами вертикальных валков.
45
Формула изобретения
Универсальная прокатная клеть по авт. св. № 1178511, отличающаяся тем, что, с целью повышения производительности клети за счет снижения времени по настройке калибра путем независимой радиальной регулировки вертикальных валков, каждая опора промежуточного вала кинематической связи нажимных винтов вертикальных валков с горизонтальными валками выполнена с расточкой с открытым пазом, расположенной со- осно валу горизонтального валка и взаимодействующей с ним посредством подвижной относительно оси упомянутого ва,ча втулки
с возможностью независимо1 о поворота опоры относительно вала горизонтального валка и подвижной втулки, и снабжена нол- нружиненной цапфой, сопряженной со станиной клети с возможностью поворота посредством поворотной относительно станины оси и перемещения в расточке оси, перпендикулярной ее новерхности, и крон1нтей- ном, жестко скрепленным с опорой, а устройства функции нажимных винтов вертикальных валков смонтированы на кронштейне.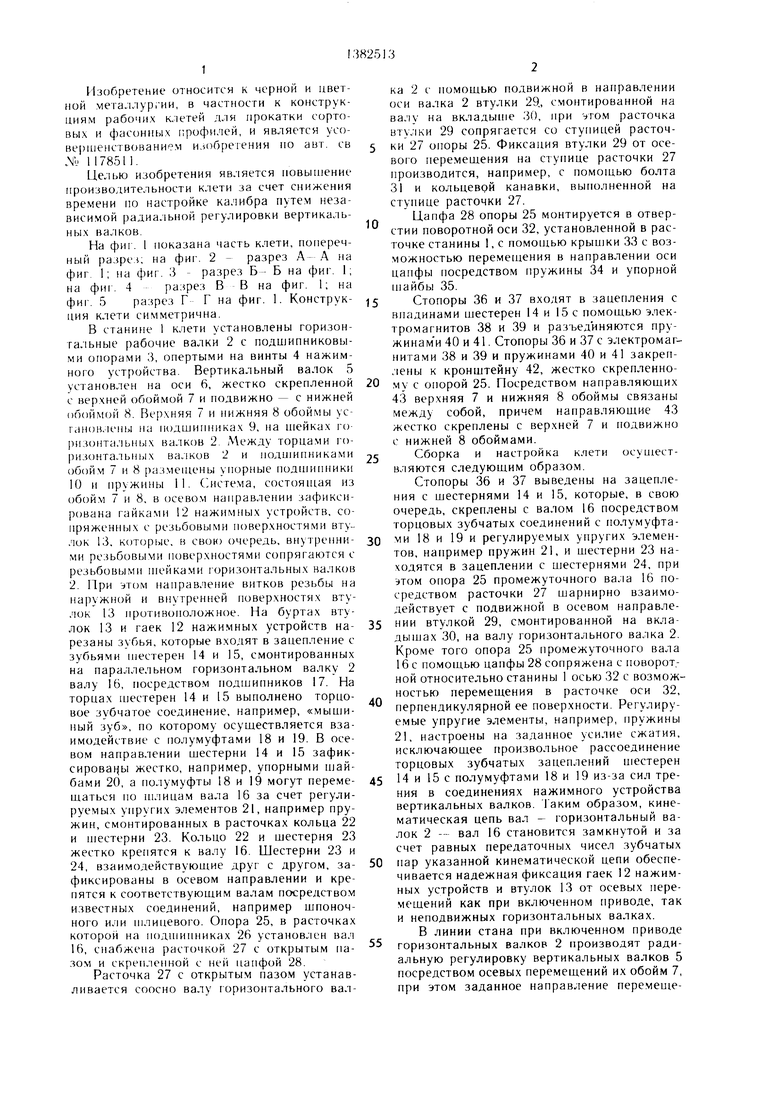
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальная прокатная клеть | 1984 |
|
SU1178511A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Прокатная клеть | 1986 |
|
SU1342545A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
Изобретение относится к черной и цветной металлургии, в частности к конструкциям рабочих клетей для прокатки сортовы.х и фасонных профилей. Целью изобретения является повышение производительности клети за счет снижения времени по настройке калибра путем независимой радиальной регулировки вертикальных валков. Для независимой регулировки как вертикальных, так и горизонтальных валков необходимо постоянство расстояния между валами 2 и 16. го н 42 3S Это постоянство обеспечивается автоматически за счет шарнирного взаимодействия расточки 27 опоры 25 с втулкой 29 на валу 2 горизонтального валка и перемеш,ения цапфы 28. При этом шестерни 23 и 24 работают в оптимальных условиях и через них осуществляется радиальная регулировка вертикальных валков. При включенном приводе горизонтальных валков от вала 2 через шестерни 23 и 24 и муфты 18 и 19 передается вращение либо втулке 13 либо гайке 12 нажимных устройств. Вращением гайки 12 или втулки 13 перемешается обойма 7 с вертикальным валком. Постоянство кинематической связи нажимных устройств вертикальных валков с горизонтальными валками при любых перемещениях последних, ликвидация операций фиксирования опоры 25 промежуточного вала и настройка связи промежуточного вала 16 с валом 2 горизонтального вьлка создают возможность повышения производительности стана. 5 ил. /J-/1 Г 12 i (Л со сх to ел оо к
/;
Фиг,.1
Г-Г
27
Фи2.5
| Универсальная прокатная клеть | 1984 |
|
SU1178511A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
