00
сл
Изобретение относится к черной и цветной металлургии, в частности к конструкциям рабочих клетей для прокатки сортовых и фасонных профилей.
Цель изобретения - повышение производительности за счет радиальной регулировки вертикальных валков независимо от направления вращения горизонтальных валков и стабилизации фиксации гаек нажимных устройств в любом угловом положении относительно нажимных винтов в процессе прокатки.
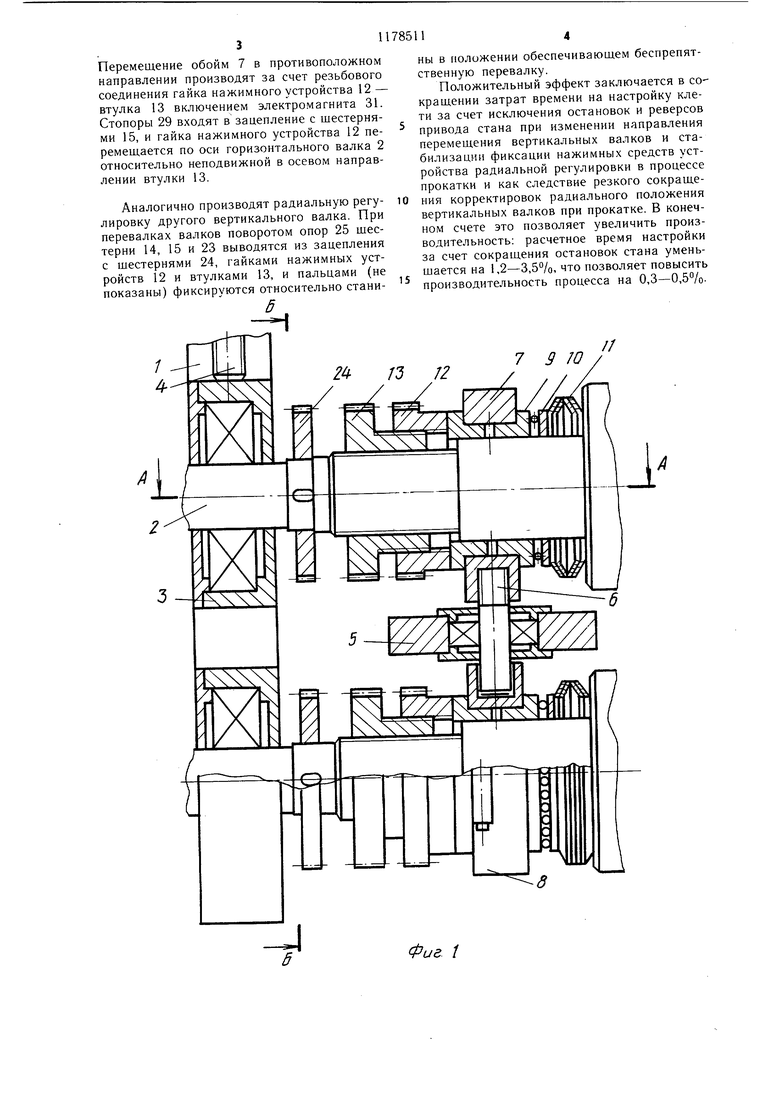
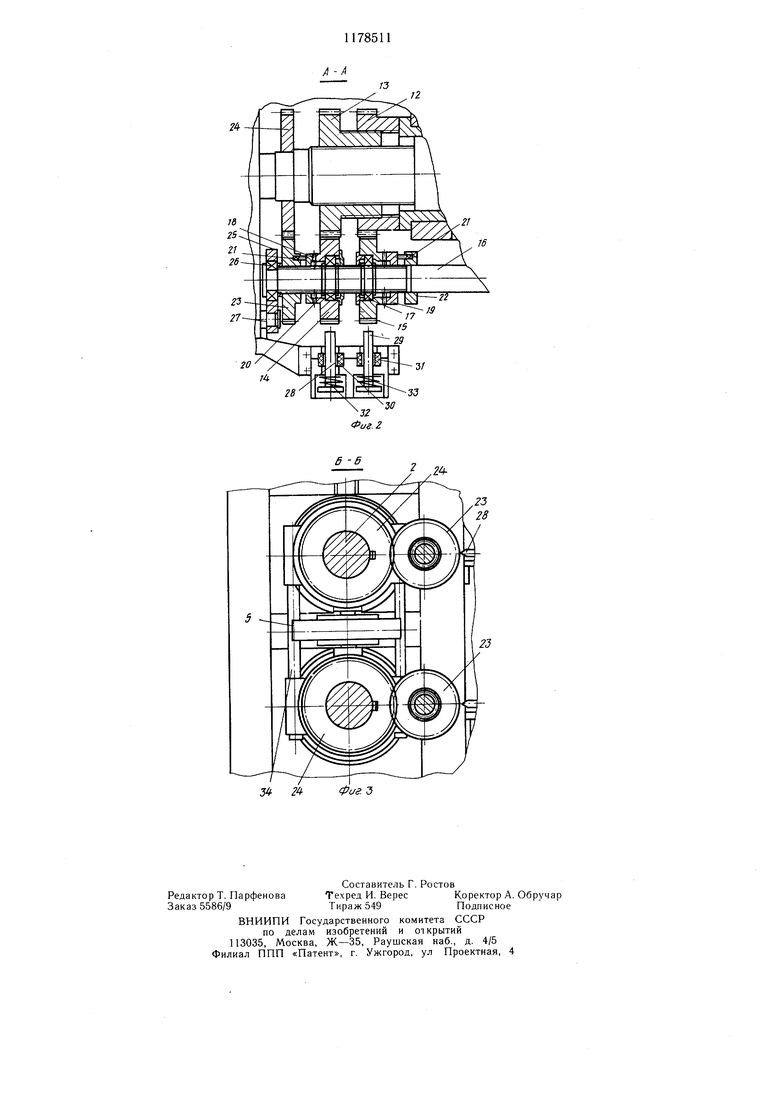
На фиг. 1 изображена клеть, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Конструкция клети симметрична. В станине 1 клети установлены горизонтальные рабочие валки 2 с подшипниковыми опорами 3, опертыми на винты 4 нажимного устройства. Вертикальный валок 5 установлен на оси 6, жестко скрепленной с верхней обоймой 7 и подвижно - с нижней обоймой 8. Обе обоймы - верхняя 7 и нижняя 8 установлены на подшипниках 9, на шейках горизонтальных валков 2. Между торцами горизонтальных валков 2 и подшипниками обойм 7 и 8, размещены упорные подшипники 10 и пружины 11. Система, состоящая из обойм 7 и 8, в осевом направлении зафиксирована гайками нажимных устройств 12, сопряженных с резьбовыми поверхностями втулок 13, которые в свою очередь внутренними резьбовыми поверхностями сопрягаются с резьбовыми шейками горизонтальных валков 2, при этом направление витков резьбы на наружной и внутренней поверхностях втулок 13 противоположное. На буртах втулок 13 и гаек нажимных устройств 12 нарезаны зубья, которые входят в зацепление с зубьями шестерен 14 и 15, смонтированных на параллельном горизонтальному валку 2 промежуточном валу 16 посредством подшипников 17. На торцах шестерен 14 и 15 выполнено торцовое зубчатое соединение, например «мышиный зуб, по которому осуществляется взаимодействие с полумуфтами 18 и 19. В осевом направлении шестерни 14 и 15 зафиксированы Жестко, например, упорными шайбами 20, а полумуфты 18 и 19 могут перемещаться по щлицам вала 16 за счет регулируемых упругих элементов, например пружин 21, смонтированных в расточках кольца 22 и шестерни 23. Кольцо 22 и щестерня 23 жестко крепятся к валу 16. Шестерни 23 и 24, взаимодействующие друг с другом, зафиксированы в осевом направлении и крепятся к соответствующим валам посредством известных соединений, например шпоночного, шлицевого. Опора 25, в расточках которой на подшипниках 26 установлен вал 16, монтируется на станине 1 с помощью оси 27 и снабжена устройством фиксации ее относительно станины, например пальцем (не показано).
Стопоры 28 и 29 входят в зацепление с впадинами шестерен 14 и 15 с помощью электромагнитов 30 и 31 и разъединяются пружинами 32 и 33. Стопоры 28 и 29 с электромагнитами 30 и 31 и пружинами 32 и 33 закреплены к станине 1. Посредством направляюших 34 верхняя 7 и нижняя 8 обоймы связаны между собой, причем направляющие 34 жестко скреплены с верхней 7 и подвижно с нижней 8 обоймами.
Сборка и настройка клети осуществляется следующим образом.
Стопоры 28 и 29 выведены из зацепления
с шестернями 14 и 15, которые в свою очередь скреплены с валом 16 посредством торцовых зубчатых соединений с полумуфтами 18 и 19 и регулируемых упругих элементов, например пружин 21, а шестерни 23 находятся в зацеплении с шестернями 24.
Регулируемые упругие элементы, например пружины 21, настроены на заданное усилие сжатия, исключающее произвольное рассоединение торцовых зубчатых зацеплений шестерен 14 и-15 с полу муфтами 18 и 19
из-за сил трения в соединениях нажимного устройства вертикальных валков. Таким образом кинематическая цепь вал горизонтального валка 2 - вал 16 становится замкнутой, и за счет равных передаточных чисел зубчатых пар указанной кинематической цепи обеспечивается надежная фиксация гаек нажимных устройств 12 и втулок 13 от осевых перемещений как при включенном приводе, так и неподвижных горизонтальных валках. В линии стана при включенном приводе горизонтальных валков 2 производят
радиальную регулировку вертикальных валкоп 5 посредством осевых перемещений их обойм 7, при этом заданное направление перемещения вертикальных валков 5 обеспечивается в зависимости от направления вращения валков и направления витков в резьбовых соединениях гайка нажимного устройства 12 - втулка 13 и втулка 13 - резьбовая щейка горизонтальных валков 2 или за счет резьбового соединения втулка 13 - резьбовая шейка горизонтального валка 2 или
гайка нажимного устройства 12 - втулка 13. При перемещении обойм 7 за счет резьбового соединения резьбовая щейка горизонтального валка - втулка 13 включают электромагниты 30 и 31, и стопоры 28 и 29 входят в зацепление с впадинами щестерен 14 и 15, при этом торцовые зубчатые зацепления полумуфт 18 и 19 с шестернями 14 и 15 начинают работать как храповые механизмы, а гайка нажимного устройства 12 совместно с втулкой 13 перемещается по оси валка 2 в соответствующем направлении. Отключение стопоров 28 и 29 производится при выключенных электромагнитах 30 и 31 посредством пружин 32 и 33.Перемещение обойм 7 в противоположном направлении производят за счет резьбового соединения гайка нажимного устройства 12 - втулка 13 включением электромагнита 31. Стопоры 29 входят в зацепление с шестернями 15, и гайка нажимного устройства 12 перемещается по оси горизонтального валка 2 относительно неподвижной в осевом направлении втулки 13. Аналогично производят радиальную регулировку другого вертикального валка. При перевалках валков поворотом опор 25 шестерни 14, 15 и 23 выводятся из зацепления с шестернями 24, гайками нажимных устройств 12 и втулками 13, и пальцами (не показаны) фиксируются относительно стани111 ны в положении обеспечивающем беспрепятственную перевалку. Положительный эффект заключается в сокраш.ении затрат времени на настройку клети за счет исключения остановок и реверсов привода стана при изменении направления перемещения вертикальных валков и стабилизации фиксации нажимных средств устройства радиальной регулировки в процессе прокатки и как следствие резкого сокращения корректировок радиального положения вертикальных валков при прокатке. В конечном счете это позволяет увеличить производительность: расчетное время настройки за счет сокращения остановок стана уменьшается на 1,2-3,5%, что позволяет повысить производительность процесса на 0,3-0,5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальная прокатная клеть | 1986 |
|
SU1382513A2 |
| Прокатная клеть | 1986 |
|
SU1342545A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Универсальная прокатная клеть | 1983 |
|
SU1121072A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Рабочая клеть прокатного стана | 1989 |
|
SU1623807A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
УНИВЕРСАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ, содержащая станину, горизонтальные и вертикальные валки с нажимными устройствами, при этом вертикальные валки установлены в обоймах на шейках горизонтальных валков, снабженных нажимными винтами для вертикальных валков, и зафиксированы в осевом направлении гайками нажимных устройств с индивидуальными устройствами их фиксации в любом угловом положении относительно станины, отличающаяся тем, что, с целью повышения производительности за счет радиальной регулировки вертикальных валков независимо от направления вращения горизонтальных валков и стабилизации фиксации гаек нажимных устройств в любом угловом положении относительно нажимных винтов в процессе прокатки, каждый нажимной винт . вертикальных валков снабжен соосной резьбовой втулкой, связанной с винтом внутренней, а с гайкой - наружной резьбой соответственно с противоположным направлением витков, втулки и гайки нажимных устройств снабжены шестернями, кинематически связанными через промежуточный вал со свободно си- gj дящими на нем шестернями с соответствую- SS шим горизонтальным валком, при этом все сл зубчатые передачи имеют равную величину передаточных чисел и снабжены устройствами соединения с валом.
/ж ж Фиг- 1 шии
;4
28
б -В
Фиг. 3
//
7ff
33
23
| ВСЕСОЮЗНАЯ1п1ТЕ11Т1Ш-1Шй-;с.т.г. | 0 |
|
SU376134A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Универсальная прокатная клеть | 1983 |
|
SU1121072A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
