Для получения высококачественной продукции натяжение металла между клетью и наматывающей моталкой, а также между клетью и сматывающей моталкой в станах холодной прокатки должно поддерживаться в известных пределах постоянным.
В современных станах холодной прокатки это обычно осуществляется при помощи автоматических регуляторов, из которых наибольшее распространение имеют угольные регуляторы натяжения.
Однако работа этих регуляторов при переходных режимах ненадежна, что ограничивает допустимые величины ускорения. Кроме того, явление «опрокидывания», имеющее место при малых напряжениях, вынуждает в начальный период пуска отключать регулятор.
Известны индивидуальные электроприводы клети, а также сматывающей и наматывающей моталок, обеспечивающие постоянство натяжения проката без специального регулятора.
Предлагаемое изобретение касается такого электропривода и отличается тем, что шунтовой двигатель наматывающей моталки получает питание от отдельного генератора с системой возбуждения, обеспечивающей падающую характеристику двигателя n=ƒ(I), где n - число оборотов двигателя и I - сила тока нагрузки, а шунтовой двигатель сматывающей моталки включен на напряжение главного генератора через бустерный генератор с системой возбуждения, обеспечивающей падающую внешнюю характеристику двигателя e=ƒ(I), где e - э. д. с. бустерного генератора.
Предлагаемая система не исключает применения автоматических регуляторов той или иной системы для компенсации изменения диаметров моталок за время установившейся скорости клети, но, однако, значительно облегчает их работу в отношении надежности и точности.
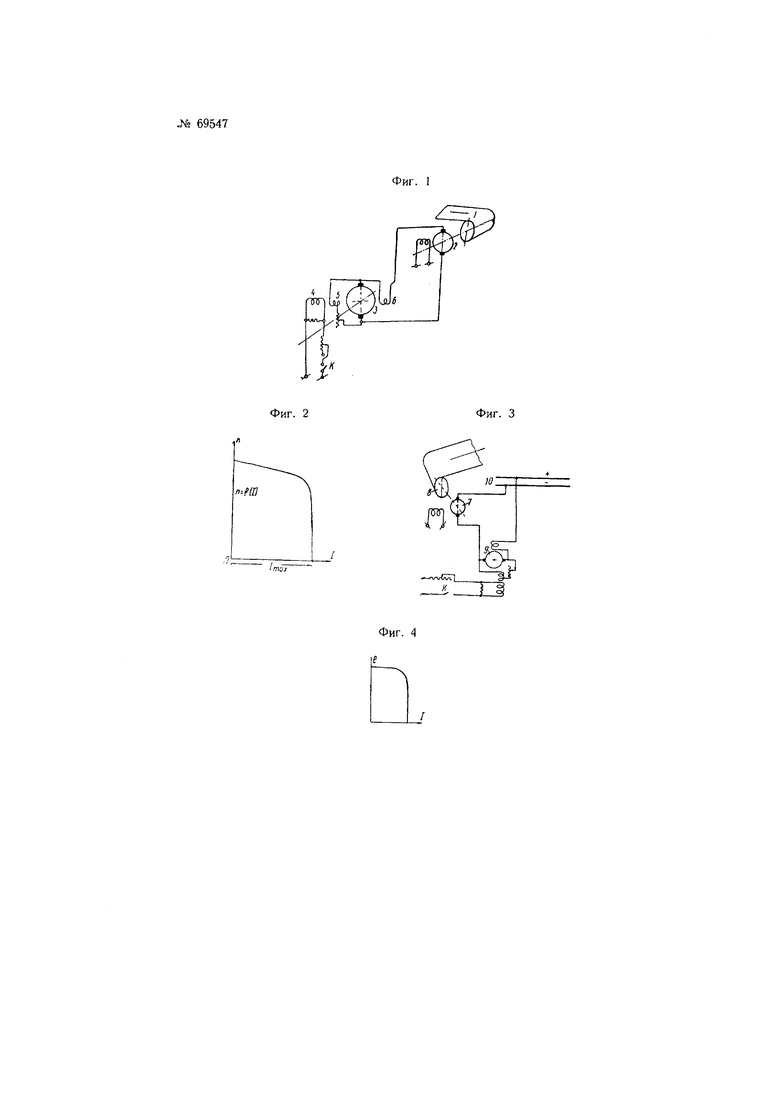
Сущность изобретения поясняется фиг. 1-4. На фиг. 1 и 3 приведены схемы электроприводов наматывающей и сматывающей моталок и на фиг. 2 и 4 - характеристики двигателя наматывающей моталки и бустер-генератора сматывающей моталки.
Схемы электропривода наматывающей и сматывающей моталок разработаны применительно к реверсивному стану и работают следующим образом.
А. Наматывающая моталка (фиг. 1)
Шунтовой двигатель 2 постоянного тока наматывающей моталки 1 получает питание от отдельного генератора 3, имеющего три обмотки возбуждения: обмотка независимого возбуждения 4, шунтовая обмотка 5 и сериесная противокомпаундная обмотка 6.
Генератор 3 располагается на одном валу с главным генератором, питающим двигатель клети. Характеристика изменения числа оборотов в зависимости от нагрузки шунтового двигателя 2, питаемого от генератора с тремя обмотками возбуждения, приведена на фиг. 2.
На большей своей части характеристика имеет пологую форму с небольшим снижением скорости, а затем при определенной скорости она вертикально падает вниз. Ток неподвижного двигателя (короткое замыкание генератора) при n=0 имеет такую величину, что момент, развиваемый при этом двигателем, равен моменту, обеспечивающему заданное натяжение.
Процесс работы моталки при такой системе электропривода состоит из следующих двух операций:
а) Конец ленты заправляется в моталку. Валки главной клети неподвижны и установлены для выполнения заданного обжатия.
б) Включается обмотка независимого возбуждения генератора моталки на полный ток возбуждения (ключ K на фиг. 1). Двигатель моталки натянет ленту и остановится, развивая момент покоя Mmax при токе Imax.
В дальнейшем на протяжении всего процесса прокатки (разгон, установившаяся скорость и замедление двигателя клети) никаких переключений в электрических цепях генератора моталки не производится.
Электропривод главной клети и управление им остаются здесь обычными, например, но системе Леонарда. При включении двигателя клети на ускорение, двигатель моталки, следуя за ним, также будет разгоняться, сохраняя при этом неизменные значения тока и момента.
В связи с большим временем разгона момент, потребный на ускорение моталки (динамический момент), весьма мал по сравнению с моментом натяжения (4-8%); поэтому в предлагаемой системе и без применения регулятора натяжение в процессе разгона будет устойчивым и весьма мало отличаться от заданной величины (натяжение покоя).
При снижении скорости двигателя клети будет снижаться и скорость двигателя моталки; при этом натяжение ленты будет также поддерживаться устойчивым.
При установившемся режиме прокатки (скорость двигателя клети постоянна) с ростом диаметра Д моталки скорость вращения двигателя моталки будет падать при неизменных значениях момента и тока.
Если регулятор в системе не предусмотрен, то натяжение тоже будет постепенно с ростом диаметра моталки снижаться  и к началу замедления оно упадет примерно на 20-30%.
и к началу замедления оно упадет примерно на 20-30%.
Влияние изменения диаметра моталки на натяжение может быть скомпенсировано регулятором за счет увеличения потока двигателя.
Б. Сматывающая моталка (фиг. 3)
Для обеспечения натяжения сматывающая моталка должна создавать тормозной момент.
В применяемых системах электропривода шунтовой двигатель 7 сматывающей моталки 8, работающей в режиме генератора, соединенный последовательно со вспомогательной машиной 9 (бустер-генератором), подключается к шинам 10 постоянного тока главного генератора.
В предлагаемом изобретении бустер-генератор 9 выполняется с тремя обмотками возбуждения так же, как и генератор наматывающей моталки. Параметры обмоток возбуждения бустер-генератора 9 выбраны так, чтобы внешняя характеристика генератора e=ƒ(I) имела вид кривой фиг. 4. Работа генератора будет протекать на круто спадающей части характеристики.
При покое системы в главной цепи машин моталки действует только э. д. с. бустера; она устанавливается на такую величину, чтобы ток, отдаваемый в сеть этим генератором, протекая по якорю двигателя моталки, создавал бы необходимое натяжение покоя.
В дальнейшем в процессе разгона э. д. с. генератора моталки будет расти, а э. д. с. бустера (в силу конфигурации ее внешней характеристики) будет падать. Ток в цепи моталки останется без изменения, обеспечивая должное натяжение.
В процессе замедления э. д. с. генератора моталки будет падать, а э. д. с. бустера расти. Ток в цепи моталки будет сохранять свое значение неизменным.
Генератор 3, питающий двигатель наматывающей моталки, и бустер-генератор 9 сматывающей моталки - идентичны. При реверсе системы, когда моталки меняются ролями, производятся соответствующие переключения.
Предлагаемая система электропривода моталок, реверсивных станов и станов тандем холодной прокатки по предположениям изобретателя обладает следующими преимуществами перед применяемыми системами:
1) Увеличение производительности прокатных агрегатов, так как, в связи с обеспечением устойчивого натяжения в режимах разгона и замедления, возможно будет повысить скорость прокатки и величины ускорения и замедления.
2) Повышение качества продукции и уменьшение брака и простоев ввиду более надежного обеспечения натяжения.
3) Упрощение схемы управления и автоматики, так как отпадают аппаратура и части схемы, связанные с операциями: «толчок двигателя моталки» и «предварительное натяжение покоя». Отпадает также необходимость применения бустер-генератора омического падения напряжения.
4) Натяжение не может превысить заданного предела. Так как изменение натяжения, обусловливаемое, изменением диаметра ленты, вообще невелико (20-30%) и происходит оно достаточно медленно, то работа регулятора в предлагаемой системе электропривода будет облегчена. Явление «опрокидывания» регулирования при разгоне здесь не будет иметь места.
Электропривод моталок стана холодной прокатки, в котором для привода клети, а также наматывающей и сматывающей моталок применены индивидуальные электродвигатели постоянного тока, обеспечивающие постоянство натяжения прокатываемого материала, отличающийся тем, что шунтовой двигатель наматывающей моталки получает питание от отдельного генератора с системой возбуждения, обеспечивающей падающую характеристику двигателя n=ƒ(I), где n - число оборотов двигателя и I - сила тока нагрузки, а шунтовой двигатель сматывающей моталки включен на напряжение главного генератора через бустерный генератор с системой возбуждения, обеспечивающей падающую внешнюю его характеристику e=ƒ(I), где e - э. д. с. бустерного генератора.
