Изобретение относится к механической обработке давлением листового материала, к устройствам для гибки листового металла с помощью валков специальной формы, а именно к оборудованию для изготовления гнутых профилей проката.
Известен профилегибочный стан (см. патент Российской Федерации N 2015770, опубликован в БИ N 13, 15.07.94.), содержащий по меньшей мере одну клеть со спаренными по калибру охватывающим и охватываемым валками, рабочие валки которых выполнены с периферийными рабочими конусными участками, причем охватываемый валок содержит примыкающие к упомянутым коническим участкам выступы с конусным участком, образующая которого расположена под углом 100-120o к образующей рабочей поверхности конического участка. Охватываемый валок содержит выступающие относительно смежных участков дисковые элементы с цилиндрическим участком и сопряженными с ним конусными торцами. Охватывающий валок на рабочей части ручья содержит калибрующий участок, включающий центральный участок и частично примыкающие к нему рабочие конические участки. При этом рабочая часть ручья охватывающего валка выполнена шириной, составляющей 1,0 - 1,2 от ширины калибрующего участка рабочего ручья охватывающего валка предыдущей клети стана.
У заявляемого объекта и аналога совпадают следующие существенные признаки: ряд последовательно установленных рабочих клетей со спаренными в каждой из них по калибру валками, имеющими выступающие относительно смежных участков дисковые элементы с цилиндрическим участком и сопряженными с ним конусными торцами.
Получению ожидаемого технического результата при использовании аналога препятствуют следующие причины. Конструкция известного профилегибочного стана не предусматривает такую форму калибра в валках рабочих клетей стана, при которой без переточки валков можно было бы обеспечить производство качественного гнутого профиля заданной формы, уже освоенной на данном стане, но из заготовки другой толщины.
Наиболее близким по совокупности признаков к заявляемому изобретению является выбранный в качестве прототипа профилегибочный стан, содержащий ряд последовательно установленных рабочих клетей со спаренными в каждой из них по калибру валками, имеющими выступающие относительно смежных участков дисковые элементы с цилиндрическим участком и сопряженными с ним конусными торцами (см. патент Российской Федерации N 2030943, кл. B 21 D 5/08, опубликован в БИ N 8, 20.03.95)
У заявляемого объекта и прототипа совпадают следующие существенные признаки: профилегибочный стан содержит ряд последовательно установленных рабочих клетей со спаренными в каждой из них по калибру валками, имеющими выступающие относительно смежных участков исковые элементы с цилиндрическим участком и сопряженными с ним конусными торцами.
Анализ технических свойств прототипа, обусловленных его признаками, показывает, что получению ожидаемого технического результата при использовании прототипа препятствуют следующие причины. Конструкция известного профилегибочного стана не предусматривает такую форму калибра валков в рабочих клетях стана, при которой без переточки валков можно было бы обеспечить производство качественного гнутого профиля заданной формы, уже освоенной на данном стане, но из заготовки другой толщины. На стане-прототипе невозможно путем изменения межосевого расстояния валков в рабочей клети настройкой установить необходимый зазор в калибре валков между сопрягаемыми участками валков одновременно на конусных торцах дисковых элементов и цилиндрических участках, так как на конусном торце изменение зазора будет всегда меньшим, чем на цилиндрическом участке. В случае изготовления профиля той же формы, но из заготовки большей толщины при зазоре на цилиндрических участках, равном номинальному зазору, будет наблюдаться из-за заниженного зазора на конусных торцах дисковых элементов повышение энергозатрат, ухудшение качества профилей за счет обжатия их по толщине на конусных торцах и появления дефектов в виде задиров и рисок. А в случает обеспечения в установочном положении валков номинального зазора в калибре на конусных торцах дисковых элементов валков зазор на цилиндрических участках будет завышенным, что приведет к недоформовке профиля и его пробуксовке в валках стана.
В основу изобретения поставлена задача создать такой профилегибочный стан, в котором усовершенствование путем изменения формы калибра валков в рабочих клетях стана за счет изменения взаимного расположения элементов спаренных по калибру валков в зависимости от величины заданных зазоров в калибре, позволило бы при использовании изобретения обеспечить достижение технического результата, заключающегося в расширении технологических возможностей профилегибочного стана за счет обеспечения профилирования без переточки валков качественного гнутого профиля заданной формы, уже освоенной на данном стане, но из заготовки другой толщины.
Заявляемое изобретение характеризуется следующими существенными признаками, которые выражены определенными понятиями, достаточными для их идентификации, направлены на решение поставленной задачи и достаточны для достижения ожидаемого технического результата во всех случаях, на которые распространяется объем правовой охраны.
Заявляемый согласно формуле изобретения профилегибочный стан, содержит ряд последовательно установленных рабочих клетей со спаренными в каждой из них по калибру валками, имеющими выступающие относительно смежных участков дисковые элементы с цилиндрическим участком и сопряженными с ним конусными торцами.
От прототипа заявляемое изобретение отличается тем, что на участке калибра по крайней мере в одной рабочей клети профилегибочного стана на одном валке образующие конусных поверхностей упомянутых конусных торцов наклонены к продольной оси валка под углом, определяемым по формуле
где
αi - угол наклона образующих конусных торцов выступающих дисковых элементов к продольной оси валка в i-й рабочей клети стана, град;
Smax - заданный для данного профилегибочного стана максимальный зазор в калибрах валков на отрезке цилиндрического участка выступающего дискового элемента, м;
Smin - заданный для данного профилегибочного стана минимальный зазор в калибрах валков на отрезке цилиндрического участка выступающего дискового элемента, м;
bki - расстояние между вершинами сопряженных по калибру двух смежных выступающих элементов валков, спаренных в i-й рабочей клети, при зазоре в калибре, равном Smin, м;
αni - угол наклона касательной, соединяющей вершины сопряженных по калибру двух смежных выступающих дисковых элементов валков, спаренных в i-й рабочей клети, к продольной оси валка при зазоре в калибре, равном Smin, град.
При использовании изобретения ожидается достижение технического результата, заключающегося в расширении технологических возможностей профилегибочного стана за счет обеспечения профилирования без переточки валков качественного гнутого профиля заданной формы, уже освоенной на данном стане, но из заготовки другой толщины.
Между совокупностью существенных признаков изобретения по формуле изобретения и достигаемым техническим результатом имеется следующая причинно-следственная связь. Выполнение рабочих клетей стана с новой формой калибра, в котором взаимное расположение элементов спаренных по калибру валков определено математическим выражением (1) в зависимости от величины заданных для данного профилегибочного стана диапазона зазоров в калибрах валков на отрезке цилиндрического участка выступающего дискового элемента, обеспечивает возможность выдерживать в процессе работы стана оптимальный зазор на конусных торцах дисковых элементов при заданном зазоре на цилиндрических участках валков в калибре, равном толщине формуемой заготовки. При коэффициенте в формуле (1), меньшем чем единица, будет иметь место смятие поверхности наклонных стенок профиля, формуемых на конусных торцах дисковых элементов валков стана и повышение энергозатраты на профилирование, а при коэффициенте свыше 1,5 будут иметь место ухудшение качества поверхности профиля и значительное уплотнение в местах изгиба профиля.
В профилегибочном стане заявляемой конструкции в рабочих клетях валки с выступающими дисковыми элементами с конусными торцами могут быть сопряжены по калибру с валками, у которых выступающие дисковые элементы имеют как конусные торцы, так и плоские. При этом угол наклона образующих конусных поверхностей упомянутых конусных торцов выступающих дисковых элементов устанавливается в соответствии с формулой (1). Для сопряженных по калибру валков в любой из рабочих клетей этот угол может быть выбран одинаковым или отличаться в пределах выбранных значений коэффициента в формуле (1).
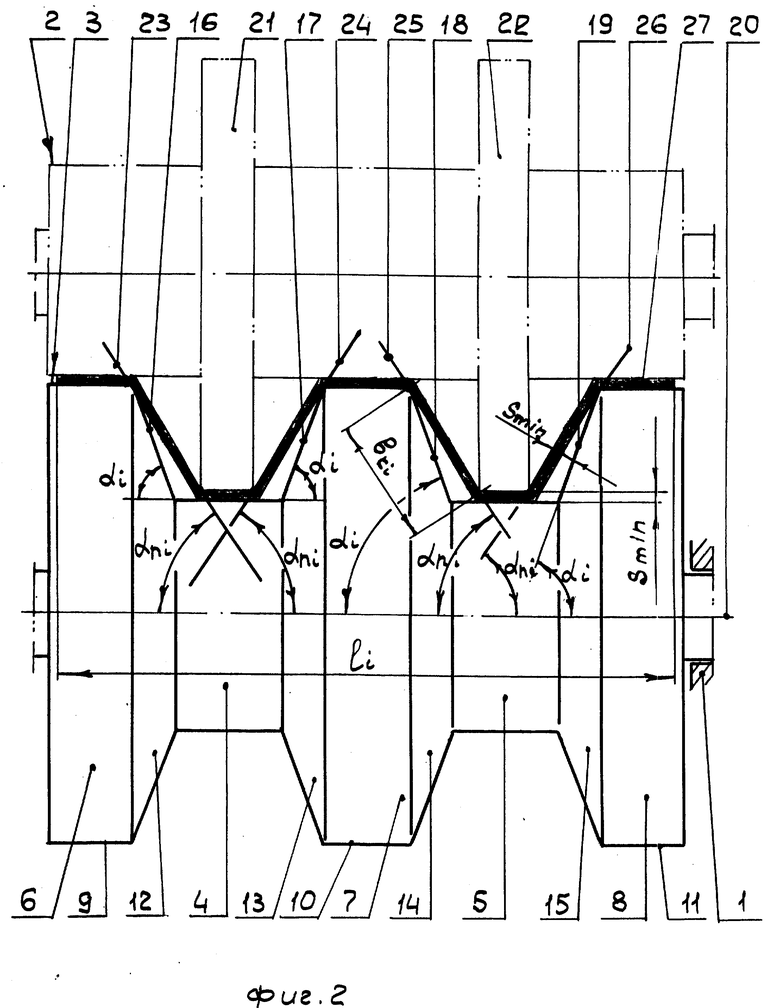
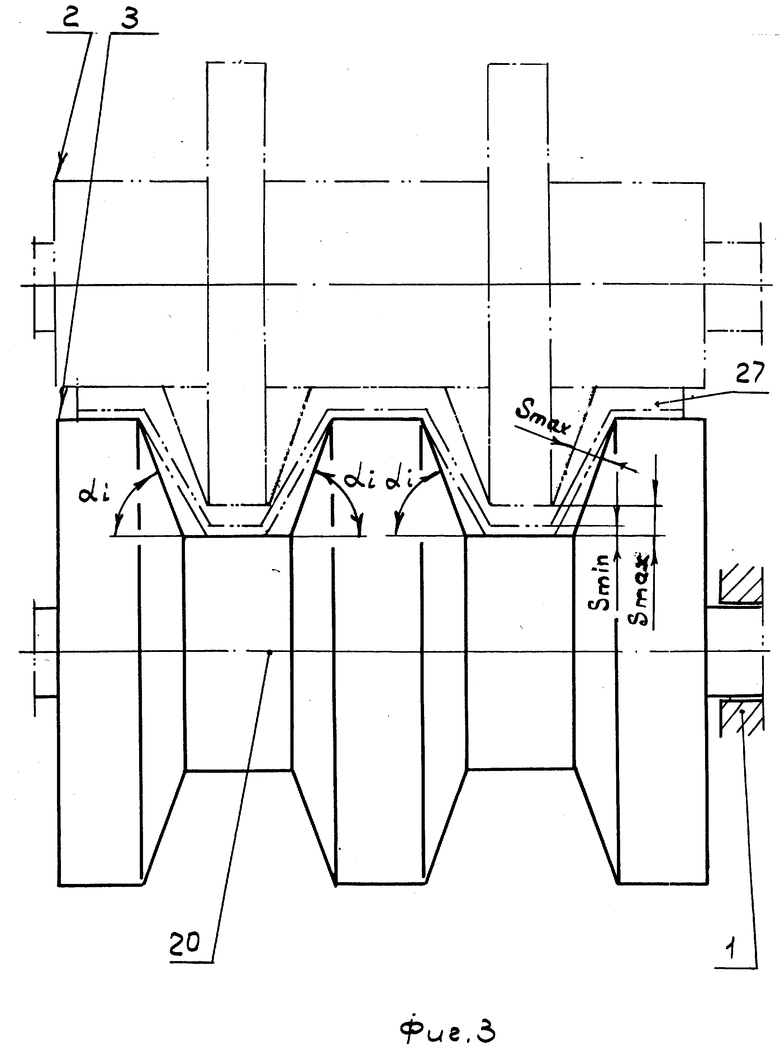
Сущность изобретения поясняется иллюстрирующими материалами: на фиг. 1 изображен вид профилегибочного стана; на фиг. 2 - вид сопряженных по калибру валков i-й рабочей клети профилегибочного стана при настройке в калибре на зазор Smin - заданный для данного прифилегибочного стана минимальный зазор в калибрах валков на отрезке цилиндрического участка выступающего дискового элемента; на фиг.3 - вид валков, приведенных на фиг. 2, при настройке в калибре на зазор Smax - заданный для данного профилегибочного стана максимальный зазор в калибрах валков на отрезке цилиндрического участка выступающего дискового элемента; на фиг. 4 - вид сопряженных по калибру валков i-й рабочей клети прифилегибочного стана, имеющих конусные торцы на выступающих дисковых элементах.
На графических материалах обозначено: 1 - i-я рабочая клеть профилегибочного стана; 2 - верхний валок i-й рабочей клети профилегибочного стана; 3 - нижний валок i-й рабочей клети профилегибочного стана; 4 - i-й примыкающий к дисковым элементам участок нижнего валка; 5 - 2-й примыкающий к дисковым элементам участок нижнего валка; 6 - 1-й дисковый элемент на нижнем валке; 7 - 2-й дисковый элемент на нижнем валке; 8 -3-й дисковый элемента на нижнем валке; 9 - цилиндрический участок 1-го дискового элемента нижнего валка; 10 - цилиндрический участок 2-го дискового элемента; 11 - цилиндрический участок 3-го дискового элемента; 12 - конусный торец 1-го дискового элемента валка: 13 - 1-й конусный торец 2-го дискового элемента; 14 - 2-й конусный торец 2-го дискового элемента; 15 - конусный торец 3-го дискового элемента; 16 - образующая поверхности конусного торца 1-го дискового элемента нижнего валка на участке калибра; 17 - образующая поверхности 1-го конусного торца 2-го дискового элемента нижнего валка на участке калибра: 18 - образующая поверхности 2-го конусного торца 2-го дискового элемента нижнего валка на участке калибра; 19 - образующая поверхности конусного торца 3-го дискового элемента нижнего валка на участке калибра; 20 - продольная ось нижнего валка; 21 - 1-й дисковый элемент на верхнем валке; 22 - 2-й дисковый элемент на верхнем валке; 23 - касательная, соединяющая вершины сопряженных по калибру двух выступающих дисковых элементов 6 и 21 нижнего и верхнего валков; 24 - касательная, соединяющая вершины сопряженных по калибру двух выступающих дисковых элементов 7 и 21 нижнего и верхнего валков; 25 - касательная, соединяющая вершины сопряженных по калибру двух выступающих дисковых элементов 7 и 22 нижнего и верхнего валков; 26 - касательная, соединяющая вершины сопряженных по калибру двух выступающих дисковых элементов 8 и 22 нижнего и верхнего валков; 27 - листовая заготовка; Smax - заданный для данного профилегибочного стана максимальный зазор в калибрах валков на отрезке цилиндрического участка выступающего дискового элемента; Smin - заданный для данного профилегибочного стана минимальный зазор в калибре валков на отрезке цилиндрического участка выступающего дискового элемента; bki - расстояние между вершинами сопряженных по калибру двух смежных выступающих дисковых элементов валков, спаренных в рабочей клети, при зазоре в калибре, равном Smin; αni - угол наклона касательной, соединяющей вершины сопряженных по калибру двух смежных выступающих дисковых элементов валков, спаренных в рабочей клети, к продольной оси валка при зазоре в калибре, равном Smin; li - участок калибра валков в i-й рабочей клети; di - угол наклона образующих конусных поверхностей конусных торцов выступающих дисковых элементов к продольной оси 20 нижнего валка; S -зазор в калибре валков на отрезке конусных торцов дисковых элементов.
В конкретном примере заявляемый согласно формуле изобретения профилегибочный стан содержит ряд последовательно установленных рабочих клетей 1 (фиг. 1) со спаренными в каждой из них по калибру верхним 2 и нижним 3 валками. Нижний валок 3 (фиг. 2) имеет выступающие относительно смежных цилиндрических участков 4 и 5 дисковые элементы 6, 7 и 8 с соответствующими цилиндрическими участками 9, 10 и 11 и сопряженными с ними конусными торцами 12, 13, 14 и 15. Согласно изобретению на участке li калибра валков, по крайней мере в одной рабочей клети профилегибочного стана на одном, например, нижнем валке 3 образующие 16, 17, 18 и 19 конусных поверхностей упомянутых конусных торцов 12, 13, 14 и 15 наклонены к продольной оси 20 (фиг. 3) нижнего валка 3 под углом, определяемым по формуле (1)
где
αi - угол наклона образующих 16, 17, 18 и 19 конусных поверхностей конусных торцов 12, 13, 14 и 15 выступающих дисковых элементов 6, 7 и 8 к продольной оси 20 валка 3 в i-ой рабочей клети стана, град;
Smax - заданный для данного профилегибочного стана максимальный зазор в калибрах валков на отрезке цилиндрических участков 9,10 и 11 выступающих дисковых элементов 6, 7 и 8, м;
Smin - заданный для данного профилегибочного стана минимальный зазор, в калибре валков на отрезке цилиндрических участков 9, 10 и 11 выступающих дисковых элементов 6, 7 и 8, м;
bki - расстояние между вершинами сопряженных по калибру двух смежных выступающих дисковых элементов валков, например 6 и 21, 7 и 21, 7 и 22, 8 и 22, спаренных в i-й рабочей клети, при зазоре в калибре, равном Smin, м;
αni - угол наклона к продольной оси 20 нижнего валка 3 касательной, соединяющей вершины сопряженных по калибру двух смежных выступающих элементов валков, например касательных 23, 24, 25 и 26 при зазоре в калибре валков, равном Smin, град.
Например, в профилегибочном стане для изготовления листовых профилей толщиной от 0,6 до 2 мм с трапециевидными гофрами высотой 35 мм в промежуточной двенадцатой (i=12) клети стана угол наклона образующих конусных поверхностей конусных торцов выступающих дисковых элементов к продольной оси нижнего валка определенной по формуле (1) составил 39 градусов 17 минут, (при этом Smax = 2 мм, Smin = 0,6 мм, bki=48 мм, αni=38o, числовой коэффициент в формуле принят равным 1,2). Для стана, выбранного в качестве прототипа этот угол был бы равным 38o.
Заявляемый согласно формуле изобретения профилегибочный стан работает следующим образом. Вначале осуществляется настройка стана, при которой в калибрах валков на отрезке цилиндрических участков 9, 10 и 11 выступающих дисковых элементов 6, 7 и 8 устанавливается зазор, равный заданной толщине формуемой листовой заготовки, например 0,6 мм, находящейся в заданных для данного стана пределах от 0,6 до 2 мм. В процессе вращения верхнего 2 и нижнего 3 валков рабочих клетей стана элементы листовой заготовки 27 подгибаются в каждой рабочей клети между выступающими относительно смежных участков дисковыми элементами 6, 21 и 7; 7, 22 и 8 на заданный для данной рабочей клети угол подгибки. При этом в осевой плоскости валков листовая заготовка 27 взаимодействует с цилиндрическими участками 9, 10 и 11 выступающих на нижнем валке 3 дисковых элементов 6, 7 и 8 и с цилиндрическими участками дисковых элементов 21 и 22, выступающих на верхнем валке 2, а перед осевой плоскостью валков листовая заготовка 27 взаимодействует с конусными поверхностями конусных торцов 12, 13, 14 и 15 выступающих дисковых элементов 6, 7 и 8 нижнего валка 3. Так последовательно по переходам в рабочих клетях профилегибочного стана осуществляется изготовление гнутого листового профиля из заготовки 0,6 мм с трапециевидными гофрами высотой 35 мм.
При необходимости на этом же профилегибочном стане гнутого профиля с трапециевидными гофрами высотой 35 мм, но из заготовки толщиной, например 1,5 мм, (что находится в заданных для данного стана пределах 0,6 ... 2 мм), достаточно в процессе настройки профилегибочного стана изменить зазор с 0,6 мм на 1,5 мм в калибре валков на отрезке цилиндрических участков 9, 10 и 11 выступающих дисковых элементов 6, 7 и 8. При этом благодаря выбранной в соответствии с формулой (1) форме выступающих дисковых элементов изменение зазора в калибре валков на отрезке цилиндрических участков 9, 10, и 11 выступающих дисковых элементов 6, 7 и 8 не приведет к защемлению листовой заготовки на участках конусных торцов 12, 13, 14 и 15 дисковых элементов 6, 7 и 8 нижнего вала и перетачивать дисковые элементы нет необходимости.
В результате использования изобретения достигается технический результат, заключающийся в расширении технологических возможностей профилегибочного стана за счет обеспечения профилирования без переточки валков качественного гнутого профиля заданной формы, уже освоенной на данном стане, но из заготовки другой толщины.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКИ ПЕРЕДНИХ КЛЕТЕЙ ПРОФИЛЕГИБОЧНОГО СТАНА И СПОСОБ ФОРМОВКИ ПРОФИЛЯ В ТЕХНОЛОГИЧЕСКОМ ПЕРЕХОДЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317872C1 |
| ВАЛКИ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317870C1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| Профилегибочный стан для изготовления неравнополочных профилей | 1987 |
|
SU1459760A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ШИНЫ КАРНИЗА | 2004 |
|
RU2268101C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
| Инструмент профилегибочного стана | 1987 |
|
SU1480921A2 |
| ОПРАВКА ДЛЯ ОБЖАТИЯ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2270731C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| УГОЛОК СЕТЧАТЫЙ РАВНОПОЛОЧНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379444C1 |

Профилегибочный стан предназначен для гибки листового металла с помощью валков специальной формы. Стан содержит ряд последовательно установленных рабочих клетей со спаренными в каждой из них по калибру валками, имеющими выступающие относительно смежных участков дисковые элементы с цилиндрическим участком и сопряженными с ним конусными торцами. При этом на участке калибра по крайней мере в одной рабочей клети профилегибочного стана на одном валке образующие конусных поверхностей упомянутых конусных торцов наклонены к продольной оси валка под углом, определяемым по приведенной математической формуле в зависимости от максимального и минимального зазоров в калибрах валков, расстояния между вершинами сопряженных по калибру двух смежных выступающих дисковых элементов спаренных валков, угла наклона касательной, соединяющей вершины сопряженных по калибру двух смежных выступающих дисковых элементов валков, к продольной оси валка и др. Такое выполнение валков расширяет технологические возможности стана за счет обеспечения без переточки валков качественного гнутого профиля заданной формы, уже освоенной на данном стане, но из заготовки другой толщины. 4 ил.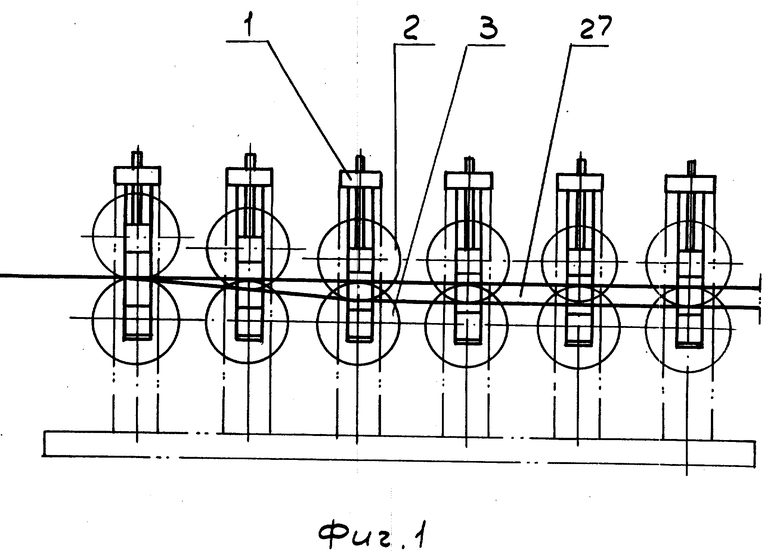
\ \\1 Профилегибочный стан, содержащий ряд последовательно установленных рабочих клетей со спаренными в каждой из них по калибру валками, имеющими выступающие относительно смежных участков дисковые элементы с цилиндрическим участком и сопряженными с ним конусными торцами, отличающийся тем, что на участке калибра по крайней мере в одной рабочей клети профилегибочного стана на одном валке образующие конусных поверхностей упомянутых конусных торцов наклонены к продольной оси валка под углом, определяемым по формуле \\\6 ЫЫЫ1 \ \ \ 1 где $$$ угол наклона образующих конусных поверхностей конусных торцов выступающих дисковых элементов к продольной оси валка в i-й рабочей клети стана, град; \ \\4 S<Mv>max<D>, S<Mv>min<D> - заданный для данного профилегибочного стана соответственно максимальный и минимальный зазоры в калибре валков на отрезке цилиндрического участка выступающего дискового элемента, м; \\\4 b<Mv>ki<D> - расстояние между вершинами сопряженных по калибру двух смежных выступающих дисковых элементов валков, спаренных в i-й рабочей клети, при зазоре в калибре, равном S<Mv>min<D>, м; \\\4 $$$ угол наклона касательной, соединяющей вершины сопряженных по калибру двух смежных выступающих дисковых элементов валков, спаренных в i-й рабочей клети, к продольной оси валка при зазоре в калибре, равном S<Mv>min<D>, град.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1992 |
|
RU2015770C1 |
| RU 2056194 C1, 20.03.96 | |||
| Клеть профилегибочного стана | 1988 |
|
SU1593727A1 |
| Профилегибочный стан | 1982 |
|
SU1097409A1 |
| DE 4132355 A1, 01.04.93 | |||
| Устройство для статистических исследований пропусковой способности сетей связи | 1973 |
|
SU490135A1 |
| US 4176539 A, 04.12.79. | |||
