Изобретение относится к области металлургии, преимущественно к способам радиационной модификации металлических сплавов на основе железа, в частности к быстрорежущим сталям, применяемым для изготовления изделий для холодной и горячей механической обработки металлов и сплавов, например, резанием.
Известен способ радиационной обработки твердых сплавов на основе кобальта [1], заключающийся в облучении их интегральными потоками электронов Ф в интервале от 1013 до 4•1018 эл/см2 при потоке электронов ϕ ≈6•1013 эл/см2с и энергиях электронов 1,2 и 1,8 МэВ.
Недостатками известного способа являются:
- недостаточная эффективность при относительно малых значениях интегрального потока электронов: при Ф=1013-1015 эл/см2 микротвердость изменялась незначительно и лишь в интервале 5•1017-2•1018 эл/см2 она возрастала на 18%;
- малая экономичность из-за большой длительности процесса обработки (8000-32000 секунд, т.е. ≈2 ч 13 мин - 9 ч).
Наиболее близким к заявляемому способу является способ радиационной обработки металлических сплавов интегральными потоками электронов, равными 5•1017 эл/см2, с энергией электронов, равной 2 МэВ, и потоком электронов ϕ ≈6•1013 эл/см2с [2].
Недостатками известного способа являются:
- низкая экономичность способа из-за большой длительности процесса обработки (8000 секунд ≅ 2 ч 13 мин);
- недостаточная эффективность вследствие малости достигаемого положительного результата - во всех исследованных материалах микротвердость в пределах ошибок измерений не изменялась после облучения электронами.
Заявляемое изобретение направлено на увеличение эффективности и повышение экономичности способа.
Указанный результат достигается тем, что облучение ведут в интервале интегральных потоков от 101 до менее 5•1017 эл/см2.
Отличительными признаками заявляемого способа обработки изделий из металлических сплавов являются:
- выбор в качестве нижнего предела интервала интегральных потоков электронов значения, равного 101 эл/см2;
- выбор в качестве верхнего предела интервала интегральных потоков электронов значения, меньшего 5•1017 эл/см2.
Нижний предел интегральных потоков электронов, используемых в изобретении, составляет 101 эл/см2. Нашими опытами установлено, что в ряде случаев даже при столь малых значениях Ф, как 101÷102 эл/см2, наблюдаются заметные относительные изменения механических характеристик металлических сплавов.
Верхний предел интегральных потоков электронов, указанный в формуле изобретения, составляет менее 5•1017 эл/см2. Это значение найдено нами экспериментально и основано на том, что наблюдаемый положительный эффект - относительное изменение микротвердости - отсутствует при Ф=5•1017 эл/см2.
Необходимо подчеркнуть, что резкое уменьшение используемых значений интегральных потоков электронов не только повышает экономичность способа, но и увеличивает его эффективность.
Заявленный способ осуществляют следующим образом.
Металлические сплавы на основе железа облучают электронами в интервале интегральных потоков от 101 до менее 5•1017 эл/см2. При этом используют радиоизотопный источник электронов, содержащий смесь радиоактивных изотопов стронция 90 и иттрия 90 (Sr90+Y90), применявшийся во всех наших экспериментах. Этот источник электронов обладает рядом преимуществ по сравнению с обычно используемыми ускорителями электронов (как, например, в способе-аналоге [1] и способе-прототипе [2]), главными из которых являются: отсутствие потребления электроэнергии, большой срок службы, малые габариты и простота эксплуатации. Энергетический спектр электронов источника Sr90+Y90 весьма широк: он простирается от практически нулевых энергий до Е0=2,27 МэВ [3,4] . Кривая распределения бета-частиц по энергиям имеет максимум Еmax ≈1/3Е0≅0,76 МэВ [3] . В наших опытах поток электронов ϕ варьировался в широких пределах: в зависимости от значений интегрального потока электронов Ф он изменялся от 0,14 эл/см2с до ≈1012 эл/см2с. Время облучения t, зависящее от сочетания ϕ и Ф, также изменялось в широких пределах от секунды или нескольких секунд до ≈23 суток при ϕ ≈1012 эл/см2с и Ф=2•1018 эл/см2.
Проверка достижения заявленного технического результата осуществлялась следующим образом.
Образцы, изготовленные из металлических сплавов, до и после радиационной обработки исследовались методом измерений микротвердости. Результаты представлены в приводимых ниже примерах.
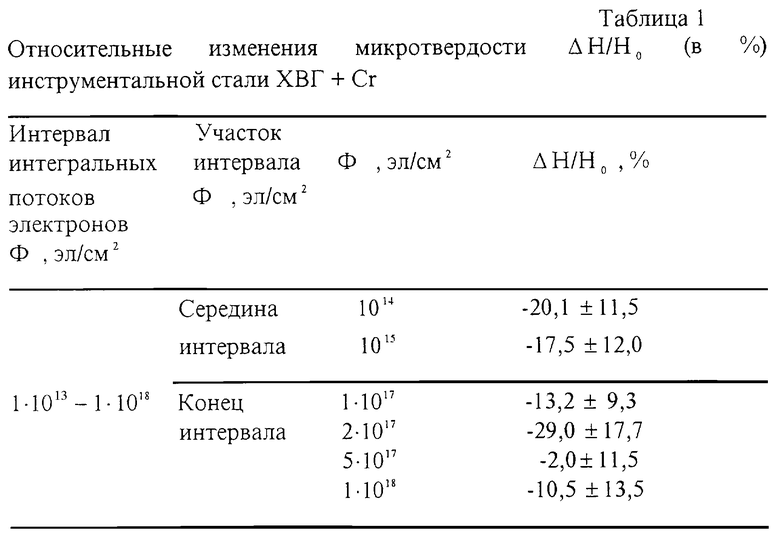
Пример 1. Образцы, изготовленные из инструментальной стали ХВГ с нанесенным на них гальванически покрытием из Сr толщиной ≈6 мкм, подвергались облучению электронами от источника Sr90+Y90. Интервал использованных интегральных потоков электронов (Ф) составил 1•1013-2•1018 эл/см2. После облучения образцы исследовались методом измерений микротвердости. Результаты измерений представлены в таблице 1.
Из табл. 1 видно, что в начале интервала Ф уменьшение микротвердости (ΔН/Н0) достигало (-19,3) ÷ (-20,1)%, а в конце интервала Ф (≈1017 эл/см2) максимальное уменьшение микротвердости достигало - 29%. На остальном интервале Ф, в том числе и при значении Ф, использованном в прототипе [2] (Ф= 5•1017 эл/см2), микротвердость в пределах ошибок измерения не изменялась. ΔH = Hβ-H0,, где Hβ- значение микротвердости на облученной стороне, Н0 - начальное (исходное) значение микротвердости).
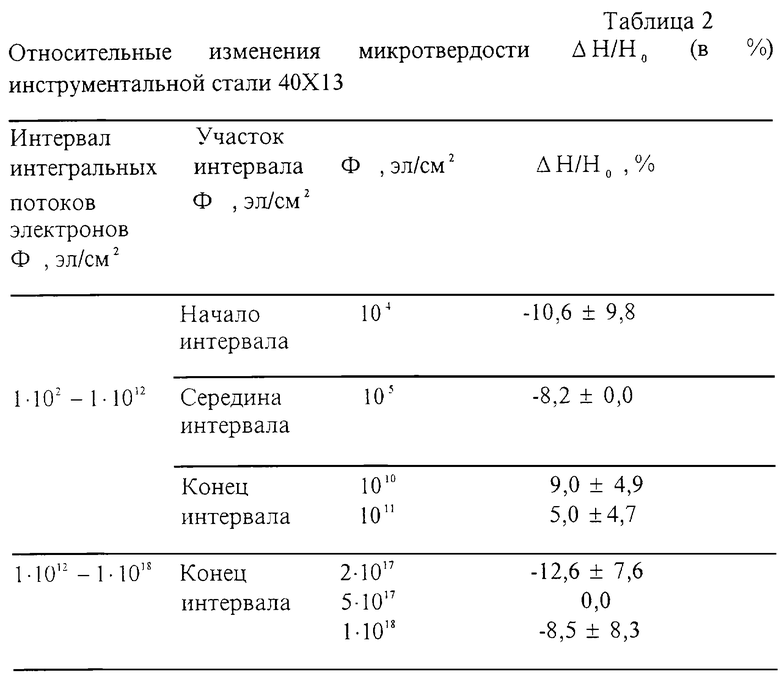
Пример 2. Образцы, изготовленные из стали 40Х13, подвергались облучению электронами от источника Sr90+Y90. Интервал использованных интегральных потоков электронов (Ф) составил 1•102-1•1018 эл/см2. До и после облучения измерялась микротвердость на исследуемых образцах. Результаты измерений представлены в таблице 2.
Из табл.2 видно, что максимальное увеличение микротвердости (ΔН/Н0=+9%) достигается в середине интервала интегральных потоков Ф. В начале и конце интервала Ф уменьшение микротвердости достигало (-8,2)÷(-12,6)%. В самом конце интервала Ф, в том числе и при значении Ф, использованном в прототипе [2] (Ф=5•1017 эл/см2) и при Ф=1•1018 эл/см2 микротвердость в пределах ошибок не изменялась.
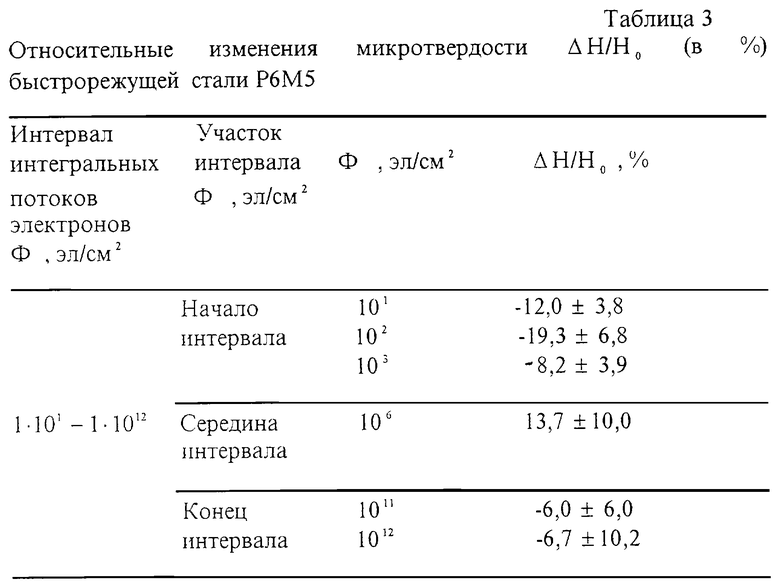
Пример 3. Образцы, изготовленные из быстрорежущей стали Р6М5, подвергались облучению электронами от источника Sr90+Y90. Интервал использованных интегральных потоков электронов составил 1•101-1•1012 эл/см2. До и после облучения измерялась микротвердость на исследуемых образцах. Результаты измерений представлены в таблице 3.
Из табл.3 видно, что максимальное уменьшение микротвердости (ΔH/H0 = -19,3%) достигается в начале интервала Ф, а максимальное ее увеличение (ΔH/H0 = +13,7%) - в середине интервала Ф. Необходимо отметить, что уменьшение микротвердости ΔH/H0 = -12,0% соответствует Ф= 101 эл/см2, а ΔH/H0 = -19,3%-Φ = 102 эл/см2. Таким образом, максимальное увеличение пластичности быстрорежущей стали Р6М5 происходит при облучение ее крайне малыми значениями интегральных потоков электронов.
Следует особо подчеркнуть, что в способе [2], выбранном нами за прототип, отмечалось, что при использованном в [2] режиме облучения электронами (энергия электронов Е= 2 МэВ, интегральный поток Ф=5•1018 эл/см2, поток ϕ= 5•1013 эл/см2с), микротвердость в пределах ошибок измерения не изменялась при облучении как быстрорежущих сталей Р18 и Р6М5, так и сталей 9ХС, 9Х6Ф, У8 и Ст.55. В наших опытах, результаты которых представлены в примерах 1-3, наблюдались изменения микротвердости при облучении электронами. Весьма важно оценить ошибки измерений в наших экспериментах и сопоставить их с относительными изменениями микротвердости ΔH/H0. Это сопоставление проведено в таблицах 1-3. В большинстве случаев приведенные в них значения ΔH/H0 хотя и невелики (5-29%), но явно превосходят ошибки измерений.
Таким образом, совершенно ясно, что неизменность (в пределах ошибок измерения) микротвердости в способе-прототипе обусловлена выбором значения Ф: Ф=const=5•1017 эл/см2. Действительно, в примерах 1-3, там, где ΔH/H0 превосходит ошибку измерения, Ф <5•1017 эл/см2.
Предлагаемое изобретение основано на обнаруженном авторами новом эффекте, который может быть назван "эффект аномально малых доз". Действительно, полученные результаты, изложенные в примерах 1-3, отнюдь не являются тривиальными. При характеристике способа-аналога [1] выше отмечалось, что микротвердость в [1] заметно изменялась лишь в интервале Ф=5•1017-2•1018 эл/см2. Более того, предпринятая в [1] проверка результатов работы [5] о влиянии малых доз ионизирующей радиации на механические свойства твердых сплавов не подтвердила эти результаты: в [1] микротвердость не изменялась в интервале Ф=1013-1015 эл/см2. В наших опытах не только подтверждены результаты работы [6] о влиянии малых значений Ф, равных 1012-1014 эл/см2, на свойства материалов, но показано, что даже аномально малые значения Ф= 101-102 эл/см2 изменяют микротвердость сталей 40Х13 и Р6М5. Таким образом, установлено, что уменьшение значений Ф на 10-11 порядков по сравнению с минимальным значением Ф в работе [6] не препятствует проявлениям "эффекта малых доз" [7].
Выполнение сформулированных выше условий обеспечивает увеличение износостойкости и срока службы инструмента в несколько раз. Напротив, невыполнение данных условий незначительно увеличивает или даже резко снижает работоспособность изделий из инструментальных сталей.
Источники информации
1. Механизм радиационного упрочнения инструмента из твердого сплава на основе кобальта / Петренко П.В., Кулиш Н.П., Мельникова Н.А., Грицкевич А.Л. , Мищенко О. П. // Вопросы атомной науки и техники. Серия: Физика радиационных повреждений и радиационное материаловедение. - 1991. - В.1(55). - С. 105-107.
2. Изменение износостойкости инструментальных сталей при электронном облучении / А.Е.Брагинская, В.Н.Манин, А.В.Македонский, Н.А.Мельникова, Л.М. Пакчанин, П.В.Петренко // Физика и химия обработки материалов. - 1983. - 1. - С.8-12. (Прототип).
3. Яворский Б. М. , Детлаф А.А. Справочник по физике / М.: Физматгиз, 1963. - 848 с. - С.751.
4. Таблицы физических величин. Справочник под ред. академика И.К.Кикоина / М.: Атомиздат, 1976. - 1008 с. - С.834.
5. Изменение структуры сплава ВК при воздействии малых доз γ-облучения / Чернов И П., Тимошников Ю.А., Мамонтов А.П., Коротченков В.А., Лапскер И.А., Семухин B.C. // Атомная энергия. - 1984. - Т.57, вып.1. - С.58-59.
6. Радиационное упорядочение структуры несовершенных полупроводниковых кристаллов / И.П.Чернов, А.П.Мамонтов, В.А.Коротченко, Ю.А.Тимошников, Е.Ю. Боярко, Ю. Ю. Крючков, В. В.Копылов // Физика и техника полупроводников. - 1980. - Т.14, В.11. - С.2271-2273.
7. Мамонтов А.П., Чернов И.П. Эффект малых доз ионизирующего излучения / М.: Энергоатомиздат, 2001. - 286 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА | 2002 |
|
RU2221056C1 |
| СПОСОБ ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225458C2 |
| СПОСОБ РАДИАЦИОННОЙ ОБРАБОТКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ КАРБИДА И НИТРИДА ТИТАНА | 2002 |
|
RU2225459C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ МОНОКАРБИДА ВОЛЬФРАМА | 2002 |
|
RU2220819C1 |
| СПОСОБ РАДИАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КАРБИДОСТАЛЕЙ | 2003 |
|
RU2242328C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА С КОБАЛЬТОВОЙ СВЯЗКОЙ | 2014 |
|
RU2564645C1 |
| ИНСТРУМЕНТ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р6М5 | 2005 |
|
RU2306206C1 |
| ИНСТРУМЕНТ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р18 | 2005 |
|
RU2306205C1 |
| ИНСТРУМЕНТ ИЗ СТАЛИ Х12МФ | 2005 |
|
RU2306207C1 |
| СПОСОБ ОБРАБОТКИ ПОЛИЭТИЛЕНА | 1996 |
|
RU2127742C1 |
Изобретение относится к области металлургии, преимущественно к способам радиационной модификации металлических сплавов на основе железа, в частности к быстрорежущим сталям, применяемым для изготовления изделий для холодной и горячей механической обработки металлов и металлических сплавов, например, резанием. Изобретение направлено на увеличение эффективности и повышение экономичности способа. Результат достигается тем, что облучение электронами ведут в интервале интегральных потоков от 1•101 до менее 5•1017 эл/см2. 3 табл.
Способ радиационной обработки металлических сплавов на основе железа, включающий облучение электронами, отличающийся тем, что облучение ведут в интервале интегральных потоков от 1·101 до менее 5·1017 эл/см2.
| Физика и химия обработки материалов | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| РЖ "Металлургия" | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РЖ "Технология машиностроения" | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU 1324303 А, 07.06.1984 | |||
| Транспортирующая топка-фурма печи ступенчато-взвешенного слоя | 1988 |
|
SU1548212A1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2029789C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ СМЕННЫХ РЕЖУЩИХ ЭЛЕМЕНТОВ | 1995 |
|
RU2118383C1 |

