Изобретение относится к обработке металлов и сплавов потоками энергии и может быть использовано для повышения стойкости резцов, сверл и другого режущего инструмента. В современной технологии металлообработки известны всевозможные способы повышения эксплуатационных характеристик инструментальных материалов, что значительно повышает эффективность обрабатывающей индустрии. В основе большинства технологий, производящих упрочняющую обработку, лежит тепловое или механическое воздействие на рабочие поверхности изделия или комбинации указанных воздействий.
Известен способ повышения стойкости и надежности режущего инструмента путем дробеструйного упрочнения (Саверин М.М. Дробеструйный наклеп.М.: Машгиз, 1955, с. 312).
Сущность процесса дробеструйного упрочнения состоит в том, что обрабатываемая поверхность подвергается упругопластическому деформированию с помощью дроби. Стальные, чугунные или кварцевые дробинки, увлекаемые струей сжатого воздуха или жидкости, производят необходимые изменения поверхностных слоев в кристаллической решетке. Дробеструйные установки получили широкое распространение. Глубина наклепанного ими слоя составляет 0,6 мм. Остаточные напряжения после дробеструйной обработки достигают 900 МкА. Однако при всех своих положительных качествах указанный способ имеет и ряд существенных недостатков.
Основным из них является то, что с помощью рассматриваемой технологии трудно получить поверхность с высокой степенью однородности физико-химических свойств. Так, после дробеструйной процедуры рельеф граней режущего клина представляет собой микрообласти с чередованием растягивающих и сжимающих направлений. Глубина залегания упрочненного слоя также неодинакова по всей поверхности и составляет от 10 до 600 мкм. Эти два фактора не дают возможности во всех случаях получать надежное повышение рабочих характеристик инструмента, таких, как износостойкость, прочность и т.д. Вследствие указанных причин, а также трудностей, связанных с эксплуатацией дробеструйных установок, рассмотренный способ редко применяется с целью упрочняющей обработки инструментов. В настоящее время варианты этой технологии применяются на инструментальных заводах чаще в качестве отделочной обработки для придания продукции товарного вида.
За прототип выбран способ обработки инструмента по а.с. N 1441792, кл. С 21 D 1/09. Суть прототипа заключается в следующем. Заготовку из инструментальной стали или твердого сплава по всей рабочей поверхности облучают мощным пучком ионов углерода, азота или металлов (W, Fe, Ni) наносекундной длительности. Энергия ионов лежит в пределах 300-500 кэВ, длительность импульсов 10-100 нс, плотность тока 50-250 А/см2. Длительность пучка, плотность тока и энергия ионов должны обеспечивать поток энергии на поверхности образца в диапазоне W=1-3 Дж/см2 и дозу в импульсе D=(2,5-10)˙ 1014 см2. Указанный способ повышает износостойкость инструмента из обработанных сплавов в 1,5-1,7 раз по сравнению с исходным.
В то же время при обработке непосредственно инструмента наблюдается некоторое затупление его острых кромок на глубину, сравнимую с длиной свободного пробега ионов в материале (особенно это проявляется при облучении сравнительно легкими ионами углерода). Уменьшить этот эффект можно уменьшением энергии Е частиц. Однако тогда требуемый для упрочнения поток мощности W, определяемый как W=D:Еe (где е - заряд ионов), можно получить, увеличивая дозу D частиц в импульсе (или плотность тока). Тогда доза выходит за пределы, указанные в прототипе.
Требование увеличения плотности тока усложняет установку для получения ионных пучков.
Кроме того, уменьшить энергию частиц желательно с точки зрения весогабаритов источников ионных пучков, снижения требований к радиационной защите.
Таким образом способ-прототип повышает стойкость инструмента менее чем в 2 раза при достаточно высоких энергозатратах.
Предлагаемый способ осуществляют следующим образом.
Режущий инструмент облучают мощным пучком ионов наносекундной длительности.
В отличие от прототипа инструмент облучают пучком ионов сложного состава, %: ионы углерода 60-80; протоны 10-30; тяжелые примесные ионы со средней кинетической энергией ионов пучка 50-300 кэВ и плотностью тока 80-120 А/см2 10-20. При этом облучают только поверхность инструмента под его режущей гранью.
Как показали многочисленные эксперименты, сочетание таких режимных параметров и геометрии облучения приводит к повышению износостойкости режущего инструмента минимум в 7 раз по сравнению с исходным, что значительно выше, чем в прототипе (1,5-1,7 раз).
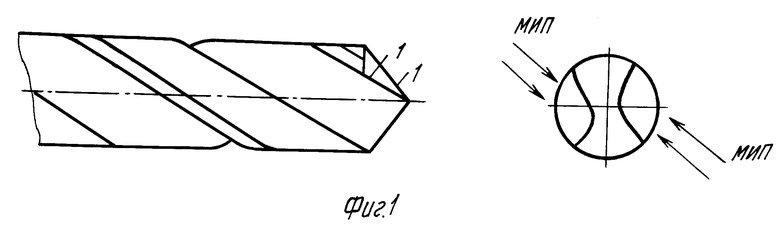
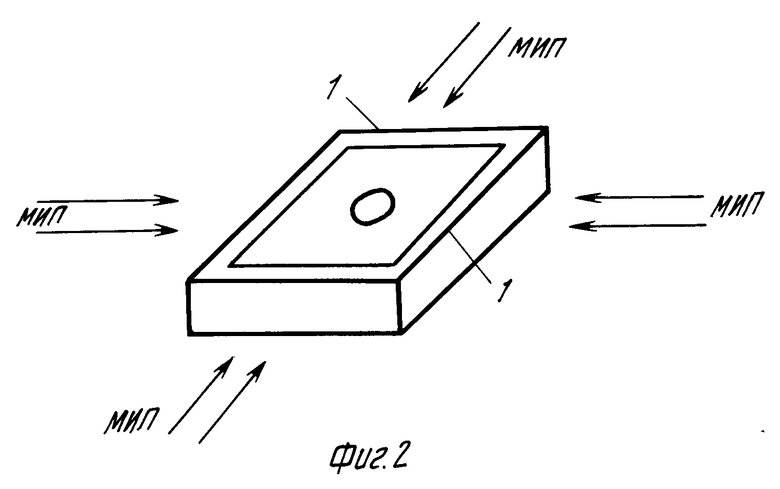
На фиг. 1, 2 изображены сверло и твердосплавная режущая пластинка.
Цифрами 1 обозначены режущие грани этих инструментов, стрелками - направление облучения.
Обработке подвергали сверла из инструментальной стали Р6Н15 и стандартные твердосплавные пластинки из сплавов ВК 6, Т15 К6, ВК 8, ТН 10.
Для обработки инструменты закрепляют в обойме, которую помещают в вакуумную рабочую камеру сильноточного технологического ускорителя ионов ТЕМП (Акерман Д. Р. и др. Сильноточный ускоритель "Темп". Труды 1-ой Всесоюзной конференции. Модификация конструкционных материалов пучками заряженных частиц, том. 1, с. 3-5).
Параметры ускорителя: состав пучка, %: С 60-80; Н 10-30 и тяжелые ионы (N, O, ионы металлов) 10-20; средняя кинетическая энергия ионов варьируется в пределах 300 кэВ; длительность пучка ионов 60 нс с паузой между ними 4 с; время развакуумирования и смены обойм 8 мин; плотность тока 40-150 А/см2; диаметр пучка 20-100 см.
Для облучения поверхности под режущей кромкой 1 сверла необходимо облучать с двух сторон (фиг. 1). Твердосплавные пластинки, у которых четыре режущих грани, облучают с четырех сторон (фиг. 2).
Каждую поверхность облучают 1-3 импульсами ионов. Число импульсов зависит от материала инструмента, для инструментальной стали достаточно одного импульса, для твердых сплавов во всех случаях проверки работоспособности способа оказалось достаточно трех импульсов.
Геометрия облучения имеет существенное значение для достигаемых результатов.
Облучение участков инструмента под режущей гранью позволяет не только снизить энергию ионов и избежать затупления режущих кромок, но и значительно повысить износостойкость. Физически такой значительный эффект можно объяснить суммарным действием нескольких факторов. Во-первых, при упрочнении поверхности под режущей гранью при заточке инструмента не происходит нарушения упрочненного слоя.
Во-вторых, в каждом режущем инструменте есть участки, от износостойкости которых в значительной степени зависит износостойкость инструмента в целом.
Снижение кинетической энергии ионов уменьшает рабочий интервал плотностей тока до 80-120 А/см2 и приводит к снижению порога потока мощности до 0,24 Дж/см2 по сравнению с 1 Дж/см2 в прототипе.
Такое уменьшение энергетических параметров позволяет использовать более технологический, менее габаритный ускоритель, чем в прототипе.
Состав пучка в ускорителе не меняется.
Для получения пучка ионов иного состава требуется разработка другого ускорителя или хотя бы замена отдельных его узлов. Однако из общефизических соображений режимные параметры должны иметь непосредственную связь с составом пучка ионов, поэтому для заявляемых режимов облучения состав пучка является существенным признаком.
Длительность ионного пучка, т.е. наносекундная длительность воздействия потока энергии, является определяющим условием для упрочнения поверхности и для данного способа это условие ничем не отличается от прототипа.
Вакуумная камера ускорителя позволяет разместить обойму с 12 позициями. В каждой позиции можно установить от 20 до 100 стандартных твердосплавных пластинок размерами 1х1х0,5 см, в зависимости от поперечных размеров пучка. Таким образом каждая обойма может содержать от 240 до 1200 инструментов. Поскольку каждая пластинка должна быть облучена с четырех сторон, обойме необходимо совершить четыре оборота. Длительностью облучения, равной 60 нс, пренебрегают, учитывая только время между импульсами, равное 4 с. Если на каждую сторону пластины необходимо три импульса, то время, затрачиваемое на обработку партии из 240-1200 инструментов, составляет 3х4х4х12=576 с, т.е. 9,2 мин.
Учитывая, что в камере может быть предусмотрено расположение нескольких, например 10, обойм, заменяющих друг друга без развакуумирования, можно оценить среднюю производительность способа как 240х10: (9,2х10+8) 24 дет/мин.
Таким образом предлагаемый способ позволяет повысить износостойкость режущего инструмента в 7-10 раз, повысить производительность, способ экологически чистый с использованием оборудования, разработка которого находится на стадии доводки опытного образца и изготовления мелкой серии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2118381C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА | 1986 |
|
SU1441792A1 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ ИНСТРУМЕНТА | 1996 |
|
RU2111264C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |
| Способ восстановления рабочей металлокерамической поверхности деталей и изделий | 2020 |
|
RU2736288C1 |
| Способ нанесения тонких металлических покрытий | 2016 |
|
RU2712681C1 |
| Способ модифицирования поверхности твердого титанового сплава | 2022 |
|
RU2792538C1 |
| СПОСОБ ЭЛЕКТРОННО-ПУЧКОВОГО УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2011 |
|
RU2457261C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ МАШИН | 1992 |
|
RU2009269C1 |
Сущность изобретения: инструмент облучают пучком ионов наносекундной длительности, проходящих под режущей поверхностью, и параллельно ей мощным пучком ионов наносекундной длительности и сложного состава, %; ионы углерода 60 - 80; протоны 10 - 30; тяжелые ионы 10 - 20. Облучение ведут при следующих режимах: средняя энергия ионов 50 - 300 кэВ, плотность тока 80-120 А/см2. 2 ил.
СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА, включающий облучение его мощным пучком ионов, отличающийся тем, что инструмент облучают пучком ионов наносекундной длительности, проходящих под режущей поверхностью инструмента и параллельно ей и имеющих следующий состав: 60 - 80% ионов углерода, 10 - 30% протонов, 10 - 20% тяжелых ионов, со средней энергией ионов 50 - 300 кэВ при плотности тока 80 - 120 А/см2.
| Ягодкин Ю.Д | |||
| и др | |||
| Ионно-лучевое модифицирование материалов | |||
| Тез | |||
| докладов Всес | |||
| конф | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
