Предлагаемое изобретение относится к области металлургии, преимущественно к способам радиационной модификации изделий из металлических сплавов, в частности, к изделиям из быстрорежущих сталей, применяемым для холодной и горячей механической обработки металлов и сплавов, например резанием.
Известен способ радиационной обработки твердых сплавов на основе кобальта [1], заключающийся в облучении их интегральными потоками электронов Ф в интервале от 1013 до 4•1018 эл/см2 при потоке электронов ϕ ≈6•1013 эл/см2•с и энергиях электронов 1,2 и 1,8 МэВ.
Недостатками известного способа являются:
- недостаточная эффективность при относительно малых значениях интегрального потока электронов: при Ф=1013-1015 эл/см2 микротвердость изменялась незначительно и лишь в интервале 5•1017-2•1018 эл/см2 она возрастала на 18%;
- малая экономичность из-за большой длительности процесса обработки (8000-32000 секунд, т.е. (2 ч 13 мин - 9 ч).
Наиболее близким к заявляемому способу является способ радиационной обработки металлических сплавов интегральными потоками электронов, равными 5•1017 эл/см2, с энергией электронов, равной 2 МэВ, и потоком электронов ϕ ≈6 •1013 эл/см2•с [2].
Недостатками известного способа являются:
- низкая экономичность способа из-за большой длительности процесса обработки (8000 секунд ≅ 2 ч 13 мин);
- недостаточная эффективность способа в части увеличения пластичности обрабатываемых материалов.
Заявляемое изобретение направлено на увеличение эффективности и повышение экономичности способа.
Указанный результат достигается тем, что облучают обратную, противоположную рабочей поверхность изделия в интервале интегральных потоков от 101 до менее 1•1018 эл/см2.
Отличительными признаками заявляемого способа обработки изделий из металлических сплавов являются:
- облучение электронами обратной, противоположной рабочей поверхности изделия;
- выбор в качестве нижнего предела интервала интегральных потоков электронов, значения, равного 1•101 эл/см2;
- выбор в качестве верхнего предела интервала интегральных потоков электронов значения, меньшего 1•1018 эл/см2.
Установлено, что облучение электронами обратной, противоположной рабочей поверхности изделия почти всегда (почти при всех значениях Ф) приводит к увеличению пластичности приповерхностного слоя, прилегающего к рабочей поверхности, тогда как на облучаемой поверхности весьма часто увеличивается твердость, т.е. уменьшается пластичность.
Нижний предел интегральных потоков электронов, используемых в изобретении, составляет 1•102 эл/см2. Нашими опытами установлено, что в ряде случаев даже при столь малых значениях Ф, как 101÷102 эл/см2, наблюдаются заметные относительные изменения механических характеристик металлических сплавов.
Верхний предел интегральных потоков электронов, указанный в формуле изобретения, составляет менее 1•1018 эл/см2. Это значение найдено нами экспериментально и основано на том, что наблюдаемый положительный эффект - относительное изменение микротвердости - отсутствует в пределах ошибки измерений при Ф=1•1018 эл/см2.
Необходимо подчеркнуть, что резкое уменьшение используемых значений интегральных потоков электронов не только повышает экономичность способа, но и увеличивает его эффективность.
Заявленный способ осуществляют следующим образом. Изделия из металлических сплавов на основе железа облучают электронами в интервале интегральных потоков от 1•101 до менее 1•1018 эл/см2. При этом используют радиоизотопный источник электронов, содержащий смесь радиоактивных изотопов стронция 90 и иттрия 90 (Sr90+Y90), применявшийся во всех наших экспериментах. Этот источник электронов обладает рядом преимуществ по сравнению с обычно используемыми ускорителями электронов (как, например, в способе-аналоге [1] и способе-прототипе [2]), главными из которых являются: отсутствие потребления электроэнергии, большой срок службы, малые габариты и простота эксплуатации. Энергетический спектр электронов источника Sr90+Y90 весьма широк: он простирается от практически нулевых энергий до Е0=2,27 МэВ [3, 4] . Кривая распределения бета-частиц по энергиям имеет максимум Emax≈1/3E0 ≅0,76 МэВ [3]. В наших опытах поток электронов ϕ варьировался в широких пределах: в зависимости от значений интегрального потока электронов Ф он изменялся от 0,14 эл/см2 с до ≈1012 эл/см2•с. Время облучения t, зависящее от сочетания ϕ и Ф, также изменялось в широких пределах от секунды или нескольких секунд до ≈11,5 суток при ϕ ≈1012 эл/см2•с и Ф=1•1018 эл/см2. Проверка достижения заявленного технического результата осуществлялась следующим образом.
Образцы, изготовленные из металлических сплавов до и после радиационной обработки, исследовались методом измерений микротвердости. Результаты представлены в приводимых ниже примерах.
Пример 1. Образцы толщиной 4,5 мм, изготовленные из стали 40Х13, подвергались облучению электронами от источника Sr90+Y90. Интервал использованных интегральных потоков электронов (Ф) составил 1•102-1•1018 эл/см2. До и после облучения измерялась микротвердость на обеих плоских поверхностях образцов, облученной электронами и противоположной ей. Результаты измерений представлены в таблице 1.
Из табл. 1 видно, что, как правило, облучение электронами приводит к уменьшению микротвердости на необлученной стороне, тогда как на облученной стороне наблюдается как уменьшение, так и увеличение микротвердости. Максимальные изменения микротвердости на необлученной стороне наблюдаются как в начале, так и в середине и конце (1•1017 эл/см2) интервала Ф (ΔH/H0 равно соответственно - 13,3% и - 31,6 и -15,6%. В то же время при Ф=5•1017 эл/см2 ΔH/H0= +10,0%. При Ф=1•1018 эл/см2 ΔH/H0 мало и находится в пределах ошибок измерения. (ΔH = Hβ-H0, где Hβ- микротвердость на необлучаемой стороне образца после облучения электронами другой стороны, Н0 - начальное (исходное) значение микротвердости на необлучаемой стороне). Из табл. 1 следует также, что на облученных электронами поверхностях образцов уменьшение микротвердости наблюдается гораздо реже, чем на необлученных поверхностях (в трех и восьми случаях соответственно). Кроме того, максимальное относительное уменьшение микротвердости на облученной поверхности существенно меньше, чем на необлученной поверхности (-12,6% и -31,6% соответственно). Поскольку уменьшение микротвердости означает увеличение пластичности, то отсюда следует вывод о значительно большем увеличении пластичности на необлученных электронами поверхностях образцов.
Необходимо подчеркнуть, что относительное увеличение микротвердости на необлученной электронами поверхности образца (+10,0% при Ф=5•1017 эл/см2) сравнимо или превышает относительное увеличение микротвердости на облученных электронами поверхностях образцов (соответственно +9,0% и +5,0%).
Следует особо отметить, что относительное уменьшение микротвердости (ΔH/H0= -13,3%) на необлученной поверхности достигается при минимальном в условиях опыта значении Ф=1•102 эл/см2.
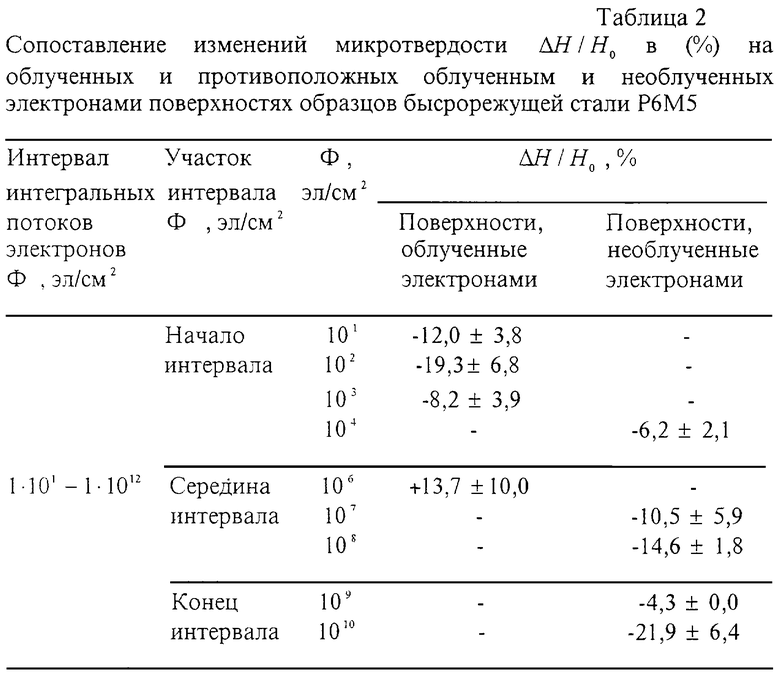
Пример 2. Образцы толщиной 5 мм, изготовленные из быстрорежущей стали Р6М5, подвергались облучению электронами от источника Sr90+Y90. Интервал использованных интегральных потоков электронов составил 1•101-1•1012 эл/см2. До и после облучения измерялась микротвердость на обеих плоских поверхностях образцов, облучаемой электронами и противоположной ей. Результаты измерений представлены в таблице 2.
Из табл. 2 видно, что облучение электронами всегда приводит к уменьшению микротвердости на необлученной стороне, тогда как на облученной стороне наблюдается как уменьшение, так и увеличение микротвердости при Ф=1•106 эл/см2. Максимальные изменения микротвердости на необлученной стороне наблюдаются в середине и конце интервала Ф (ΔH/H0 равно соответственно -14,6% и ≈ -22,0%).
Следует особо подчеркнуть, что в способе [2], выбранном нами за прототип, отмечалось, что при использованном в [2] режиме облучения электронами (энергия электронов Е= 2 МэВ, интегральный поток Ф=5•1017 эл/см2, поток ϕ= 5•1013 эл/см2•с), микротвердость в пределах ошибок не изменялась при облучении как быстрорежущих сталей Р18 и Р6М5, так и сталей 9ХС, 9Х6Ф, У8 и Ст. 55. В наших опытах, результаты которых представлены в примерах 1, 2, наблюдались изменения микротвердости при облучении электронами. Весьма важно оценить ошибки измерений в наших экспериментах и составить их с относительными изменениями микротвердости ΔH/H0.
Это сопоставление проведено в таблицах 1-2. Из них следует, что во многих случаях как в инструментальной стали 40Х13, так и в быстрорежущей стали Р6 М5 изменения микротвердости явно превосходят ошибки измерений. Однако при 1•1018 эл/см2 (сталь 40Х13) ошибка измерений в 5 раз превосходит ΔH/H0. Подчеркнем также, что всюду, за исключением значения Ф=5•1017 эл/см2 для стали 40Х13, на необлученных поверхностях образцов наблюдалось уменьшение микротвердости.
Отметим еще раз отличия между облученными электронами и необлученными, противоположными поверхностями образцов. Для инструментальной стали 40Х13 на облученных поверхностях наблюдается как уменьшение, так и увеличение микротвердости. На противоположных облученным поверхностях (кроме вышеупомянутой точки Ф=5•1017 эл/см2) наблюдается только уменьшение микротвердости, причем для необлученных поверхностей значения ΔH/H0 по модулю в основном выше, чем для облученных. Для быстрорежущей стали Р6М5 наблюдается иная картина. Во всех случаях, кроме точки Ф=1•106 эл/см2, когда значения ΔH/H0 превышали ошибку измерений, микротвердость уменьшалась на обеих поверхностях образцов. Однако надо иметь в виду, что образцы из быстрорежущей стали Р6 М5 исследовались только в интервале Ф=1•101-1•1012 эл/см2, тогда как образцы из инструментальной стали 40Х13 исследовались в интервале 1•102-1•1018 эл/см2.
Предлагаемое изобретение основано на обнаруженном авторами двух новых эффектах, один из которых может быть назван "эффектом аномально малых доз", а другой - "эффектом аномального дальнодействия".
1. Эффект аномально малых доз
При характеристике способа-аналога [1] выше отмечалось, что микротвердость в [1] заметно изменялась лишь в интервале Ф=5•1017- 2•1018 эл/см2. Более того, предпринятая в [1] проверка результатов работы [5] о влиянии малых доз ионизирующей радиации на механические свойства твердых сплавов не подтвердила эти результаты: в [1] микротвердость не изменялась в интервале Ф= 1013-1015 эл/см2. В наших опытах не только подтверждены результаты работы [6] о влиянии малых значений Ф, равных 1012-1014 эл/см2, на свойства материалов, но показано, что даже аномально малые значения Ф=101-102 эл/см2 изменяют микротвердость сталей 40Х13 и Р6М5. Таким образом, установлено, что уменьшение значений Ф на 10-11 порядков по сравнению с минимальным значением Ф в работе [6] не препятствует проявлениям "эффекта малых доз" [7].
2. Эффект аномального дальнодействия
Глубина проникновения d электронов в железо - основной компонент стали 40Х13, рассчитываемая по формуле [8]:
где Е - энергия электронов, выраженная в МэВ, а ρ - плотность мишени, выраженная в г/см3, даже для максимальной энергии электронов источника, равной 2,27 МэВ, составляет 1,21 мм. Напомним, что толщина образцов из стали 40Х13 равнялась 4,5 мм.
Предположение о том, что свойства на противоположной поверхности образца изменяет тормозное излучение, также не выдерживает критики. Рассчитываемая по формуле [8]
D(P)=5•10-10E(МэВ)•N(γ-квантов/см2),
где N - число γ-квантов/cм2, D - экспозиционная доза γ-излучения, выраженная в рентгенах, при принятых нами допущениях (N=Ф) равна 10-7 P=0,1 мкР. В то же время образец получает каждый час 10-12 мкР благодаря естественному фону радиоактивного излучения.
Выполнение сформулированных выше условий обеспечивает увеличение пластичности и соответственно срока службы инструмента при тяжелых условиях работы (черновая обработка, работа по корке и т.п.) в несколько раз. Напротив, невыполнение данных условий незначительно увеличивает или даже резко снижает работоспособность изделий из инструментальных сталей при тяжелых условиях их работы.
Источники информации
1. Механизм радиационного упрочнения инструмента из твердого сплава на основе кобальта / Петренко П.В., Кулиш Н.П., Мельникова Н.А., Грицкевич АЛ., Мищенко О.П. // Вопросы атомной науки и техники. Серия: Физика радиационных повреждений и радиационное материаловедение. - 1991. - В. 1(55). - С.105-107.
2. Изменение износостойкости инструментальных сталей при электронном облучении / А.Е. Брагинская, В.Н. Манин, А.В. Македонский, Н.А. Мельникова, Л.М. Пакчанин, П.В. Петренко // Физика и химия обработки материалов. - 1983. - 1. - С.8-12 (прототип).
3. Яворский Б. М. , Детлаф А.А. Справочник по физике / М.: Физматгиз, 1963. - 848с. - С.751.
4. Таблицы физических величин. Справочник под ред. академика И.К. Кикоина / М.: Атомиздат, 1976. - 1008 с. - С.834.
5. Изменение структуры сплава BK при воздействии малых доз γ-облучения / Чернов И.П., Тимошников Ю.А., Мамонтов А.П., Коротченков В.А., Лапскер И.А., Семухин B.C. // Атомная энергия. - 1984. - Т. 57, Вып.1. - С.58-59.
6. Радиационное упорядочение структуры несовершенных полупроводниковых кристаллов / И.П.Чернов, А.П.Мамонтов, В.А. Коротченко, Ю.А. Тимошников, Е. Ю. Боярко, Ю.Ю. Крючков, В.В. Копылов // Физика и техника полупроводников. - 1980. - Т.14, В. 11. - С.2271-2273.
7. Мамонтов А.П., Чернов И.П. Эффект малых доз ионизирующего излучения / М.: Энергоатомиздат, 2001. - 286с.
8. Широков Ю.М., Юдин Н.П. Ядерная физика / М.: Наука. - 672с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ СПЛАВОВ | 2002 |
|
RU2221055C1 |
| СПОСОБ ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225458C2 |
| СПОСОБ РАДИАЦИОННОЙ ОБРАБОТКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ КАРБИДА И НИТРИДА ТИТАНА | 2002 |
|
RU2225459C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ МОНОКАРБИДА ВОЛЬФРАМА | 2002 |
|
RU2220819C1 |
| СПОСОБ РАДИАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КАРБИДОСТАЛЕЙ | 2003 |
|
RU2242328C1 |
| ИНСТРУМЕНТ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р6М5 | 2005 |
|
RU2306206C1 |
| ИНСТРУМЕНТ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р18 | 2005 |
|
RU2306205C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА С КОБАЛЬТОВОЙ СВЯЗКОЙ | 2014 |
|
RU2564645C1 |
| ИНСТРУМЕНТ ИЗ СТАЛИ Х12МФ | 2005 |
|
RU2306207C1 |
| ИНСТРУМЕНТ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ МАРКИ Р18 | 2006 |
|
RU2307007C1 |

Изобретение относится к области металлургии, преимущественно к способам радиационной модификации изделий из металлических сплавов на основе железа, в частности, к изделиям из быстрорежущих сталей, применяемых для холодной и горячей механической обработки металлов и металлических сплавов, например резанием. Изобретение направлено на увеличение эффективности и повышение экономичности способа. Результат достигается тем, что облучают электронами обратную, противоположную рабочей, поверхность изделия в интервале интегральных потоков 1•101 - 1•1018 эл/см2. 2 табл.
Способ обработки изделий из металлических сплавов на основе железа, включающий облучение электронами, отличающийся тем, что облучают обратную, противоположную рабочей поверхность изделия в интервале интегральных потоков от 1·101 до менее 1·1018 эл/см2.
| Физика и химия обработки материалов | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| РЖ "Металлургия" | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РЖ "Технология машиностроения" | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU 1324303 А, 07.06.1984 | |||
| Транспортирующая топка-фурма печи ступенчато-взвешенного слоя | 1988 |
|
SU1548212A1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2029789C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2118381C1 |

