Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении проволоки диаметром 5,0 мм и более для армирования железобетонных конструкций.
Известен способ изготовления низкоуглеродистой арматурной проволоки, включающий горячую прокатку катанки, охлаждение, удаление окалины, холодную пластическую деформацию волочением в монолитных волоках и профилирование (см. авт. св. СССР 761577, С 21 D 1/02, С 21 D 9/52).
Недостатком известного способа является невозможность получения достаточно высоких пластических свойств готовой проволоки больших диаметров из-за неравномерности распределения деформации по сечению проволоки при волочении. Это исключает возможность гибки арматурной проволоки, ограничивая область ее применения в строительстве.
Наиболее близким аналогом к заявляемому объекту является способ изготовления арматурной проволоки, включающий горячую прокатку круглой катанки из низкоуглеродистой стали, охлаждение, удаление окалины, холодную пластическую деформацию и последующее профилирование проволоки. Причем холодную пластическую деформацию проволоки осуществляют волочением со степенью деформации 40-80%, а после волочения проводят отпуск при температуре 420-550oС в течение 5 с (см. авт. св. СССР 724584, С 21 D 9/52).
Недостатком данного способа является неравномерность распределения деформации по сечению проволоки при волочении с локализацией деформации в периферийных ее слоях, что приводит к интенсивному трещинoобразованию, повышению уровня остаточных напряжений и ухудшению условий формирования структуры деформации, а следовательно, к снижению пластических свойств проволоки больших диаметров. Причем, снижение указанных свойств проволоки прогрессивно усиливается при волочении ее с малыми единичными степенями деформации и при увеличении диаметра проволоки.
В основу изобретения поставлена задача разработать такой способ изготовления низкоуглеродистой арматурной проволоки больших диаметров, который обеспечил бы значительное увеличение ее пластических свойств за счет создания однородной равномерно распределенной структуры деформации по всему сечению проволоки.
Поставленная задача решается тем, что в известном способе изготовления низкоуглеродистой арматурной проволоки, включающем горячую прокатку круглой катанки из низкоуглеродистой стали, охлаждение, удаление окалины, холодную пластическую деформацию и последующее профилирование проволоки, согласно изобретению, холодную пластическую деформацию ведут в два прохода в двухвалковой системе калибров, причем в первом проходе деформацию осуществляют на гладких валках со степенью деформации 28-32%, до получения промежуточного плоскоовального сечения проволоки, а во втором проходе проволоку деформируют в круглом калибре со степенью деформации 30-35% по ее большей оси.
Известен прием деформации в двухвалковой системе калибров при горячей прокатке круглых профилей из круглых заготовок большего диаметра. При этом прокатку ведут в два прохода: первоначально круглую заготовку прокатывают на гладких валках, а затем полученный плоскоовальный раскат деформируют по большей оси в круглом калибре. Достигаемый при этом технический результат заключается в обеспечении требуемого формоизменения металла (см. Смирнов В. К. , Шилов В.А., Инатович Ю.В. Калибровка прокатных валков. - М.: Металлургия, 1987, с. 85, 86).
Как в известном, так и в заявляемом способе, указанные признаки предназначены для осуществления формоизменения металла. Однако в заявляемом способе в два прохода с заявляемыми режимами осуществляют холодную пластическую деформацию металла. При этом заявляемые отличительные признаки наравне с известным техническим свойством проявляют новое техническое свойство, заключающееся в формировании однородной равномерно распределенной структуры деформации по всему сечению проволоки больших диаметров, что позволяет значительно повысить пластические свойства изготавливаемой низкоуглеродистой арматурной проволоки и расширить область ее применения в строительстве.
Сведений о холодной пластической деформации проволоки в двухвалковой системе калибров с заявляемыми режимами в известных технических решениях не обнаружено.
На основании вышеизложенного можно сделать вывод, что для специалиста заявляемый способ изготовления низкоуглеродистой арматурной проволоки не следует явным образом из известного уровня техники, а следовательно, соответствует условию патентоспособности "изобретательский уровень".
Способ осуществляют следующим образом.
Горячей прокаткой получают круглую катанку из низкоуглеродистой стали, которую затем охлаждают до температуры 650-1000oС. Охлаждение катанки ведут любым известным способом, например способом, описанным в книге Беняковского М. А. , Богоявленского К.Н., Виткина А.И. и др. Технология прокатного производства, кн.1, М.: Металлургия, 1991, с.393-396.
После охлаждения с поверхности катанки удаляют окалину. Окалину удаляют любым известным механическим или химическим способом, например химическим способом, описанным в книге Красильникова Л.А. Волочильщик метизных цехов. - М.: Металлургия, 1968, с.172-174.
После удаления окалины катанку подвергают холодной пластической деформации в два прохода в двухвалковой системе калибров до получения круглой проволоки-заготовки под профилирование.
Причем в первом проходе деформацию круглой катанки ведут на гладких валках со степенью деформации 28-32% до получения промежуточного плоскоовального сечения проволоки. Это приводит к возникновению в проволоке конусообразных зон интенсивной пластической деформации, распространяющихся от перефирийных к центральным ее слоям.
При этом в боковых зонах плоскоовального сечения проволоки, испытывающих незначительные деформации, активируются свободные плоскости скольжения, создавая благоприятные условия для дальнейшей деформации во втором проходе и формирования равномерно распределенной однородной структуры деформации по всему сечению проволоки, обеспечивающей максимальное повышение пластических свойств проволоки.
Во втором проходе полученную проволоку деформируют в круглом калибре со степенью деформации 30-35% по ее большей оси, что обеспечивает последующее обжатие боковых поверхностей проволоки, не контактировавших с валками в первом проходе. Это приводит к возникновению в проволоке зон интенсивной пластической деформации, в которых деформация происходит по предварительно активированным плоскостям скольжения. При этом пластические области равномерно распространяются вглубь сечения проволоки и смыкаются с деформированными зонами сечения проволоки, созданными в первом проходе.
Таким образом, в процессе изготовления деформация по всему сечению круглой проволоки распределяется равномерно, формируя при этом однородную ее структуру, что обеспечивает получение проволоки с высокими пластическими свойствами.
Осуществлять деформацию проволоки в первом проходе со степенью деформации менее 28% нецелесообразно, так как в этом случае пластические области локализуются в периферийных слоях проволоки, не достигая ее центральных слоев, а возникающие при этом в указанных слоях растягивающие напряжения вызывают появление трещин, что снижает пластические свойства проволоки.
Осуществлять деформацию проволоки в первом проходе со степенью деформации более 32% также нецелесообразно, так как при этом увеличивается вероятность появления трещин на боковых свободных поверхностях промежуточного плоскоовального сечения проволоки за счет действия значительных нормальных растягивающих напряжений, превышающих критические.
Осуществлять во втором проходе деформацию проволоки со степенью деформации менее 30% нецелесообразно, так как это приводит к незаполнению круглого калибра, что исключает получение профиля проволоки, пригодного для профилирования.
Деформация проволоки во втором проходе со степенью деформации более 35% приводит к тому, что пластические области от верхнего и нижнего валков проникают на всю глубину проволоки и, взаимодействуя друг с другом, выклинивают центральные боковые части проволоки, вызывая уширение и переполнение круглого калибра, что также исключает получение профиля проволоки, необходимого для профилирования.
После холодной пластической деформации круглую проволоку-заготовку профилируют, например волочением в неприводных роликовых волоках или прокаткой в приводных валках с фасонной формой ручья. После чего арматурная проволока готова к использованию.
Для обоснования преимуществ заявляемого способа по сравнению со способом, взятым за прототип, были проведены лабораторные испытания.
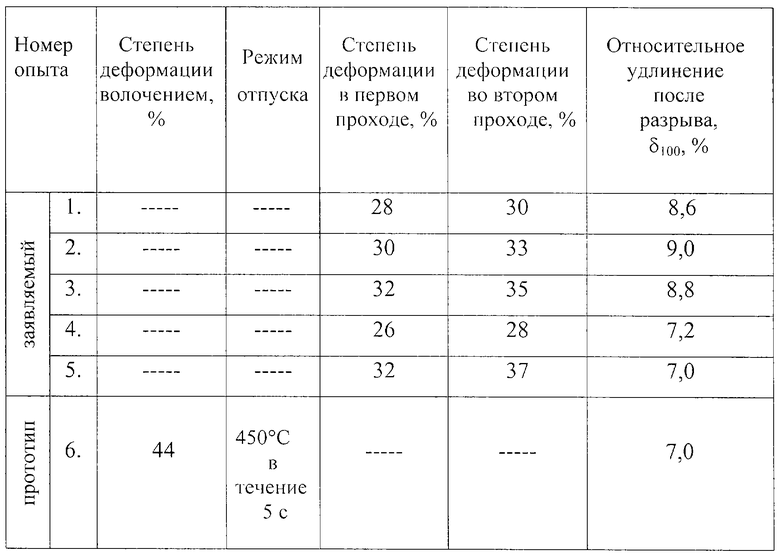
Горячей прокаткой получали круглую катанку диаметром 8,0 мм из стали ст3пс. Затем катанку охлаждали до температуры 850oС. После этого с поверхности катанки удаляли окалину химическим способом. Холодную пластическую деформацию осуществляли по режимам обработки, указанным в таблице. Было проведено 6 опытов: три опыта ( 1-3) с заявляемыми режимами, два опыта ( 4 и 5) с режимами, выходящим за заявляемые пределы, и опыт 6 - по режимам способа-прототипа. Причем по способу-прототипу обрабатывали катанку диаметром 8,0 мм. После холодной пластической деформации проволоку диаметром 6,0 мм профилировали. Результаты испытаний приведены в таблице.
Результаты исследований показали, что заявляемый способ изготовления низкоуглеродистой арматурной проволоки (опыты 1-3) по сравнению с прототипом (опыт 6) обеспечивает увеличение ее пластических свойств на 23-28%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОУГЛЕРОДИСТОЙ АРМАТУРНОЙ ПРОВОЛОКИ | 2006 |
|
RU2310534C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2002 |
|
RU2222612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2006 |
|
RU2319559C1 |
| Способ изготовления арматурной проволоки из низкоуглеродистой стали | 1978 |
|
SU724584A1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2389804C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2034049C1 |
| Способ изготовления арматурной проволоки из низкоуглеродистой стали | 1984 |
|
SU1222690A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ КАТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2394923C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2288061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ОВАЛЬНОГО СЕЧЕНИЯ | 2007 |
|
RU2357822C1 |
Изобретение может быть использовано при изготовлении арматурной проволоки диаметром 5,0 мм и выше. Задача изобретения - повышение пластических свойств проволоки. Задача решается тем, что вначале осуществляют горячую прокатку круглой катанки из низкоуглеродистой стали, после чего ее охлаждают и удаляют с поверхности окалину. Затем в двухвалковой системе калибров в два прохода осуществляют холодную пластическую деформацию. Причем в первом проходе деформацию осуществляют на гладких валках со степенью деформации 28-32% до получения промежуточного плоскоовального сечения проволоки, а во втором проходе проволоку деформируют в круглом калибре со степенью деформации 30-35% по ее большей оси. После этого проволоку профилируют. Заявляемый способ позволяет повысить на 23-28% пластические свойства арматурной проволоки за счет создания однородной равномерно распределенной структуры деформации по всему сечению проволоки. 1 табл.
Способ изготовления низкоуглеродистой арматурной проволоки, включающий горячую прокатку круглой катанки из низкоуглеродистой стали, охлаждение, удаление окалины, холодную пластическую деформацию и последующее профилирование проволоки, отличающийся тем, что холодную пластическую деформацию ведут в два прохода в двухвалковой системе калибров, причем в первом проходе деформацию осуществляют на гладких валках со степенью деформации 28-32% до получения промежуточного плоскоовального сечения проволоки, а во втором проходе проволоку деформируют в круглом калибре со степенью деформации 30-35% по ее большей оси.
| Способ изготовления арматурной проволоки из низкоуглеродистой стали | 1978 |
|
SU724584A1 |
| RU 1394527 А1, 27.08.2001 | |||
| СПОСОБ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ НА РЕВЕРСИВНЫХ СТАНАХ И СИСТЕМА ПРОВОДКОВОЙ АРМАТУРЫ ПРОКАТНЫХ КЛЕТЕЙ | 1992 |
|
RU2105619C1 |
| СПОСОБ Д.В.ДОРОФЕЕВА ЛЕЧЕНИЯ АСТЕНОНЕВРОТИЧЕСКИХ СОСТОЯНИЙ | 1996 |
|
RU2101025C1 |

