Изобретение относится к технологии переработки бензиновых фракций, а именно к подготовке бензиновых фракций к каталитическим процессам получения высокооктановых компонентов автомобильного бензина, и может быть использовано для удаления хлорорганических соединений (далее ХОС) из сырья установок гидроочистки и риформинга.
Известно, что проблемы переработки сырья с повышенным содержанием хлорорганических соединений (более 0,0010% масс.) на установках риформинга связаны с повышенной коррозией оборудования и отравлением катализаторов предварительной гидроочистки и риформинга. Это приводит к частым остановкам производства на ремонт оборудования, необходимости регенерации и восстановления активности катализаторов, и, как следствие, к большим экономическим потерям.
За прототип принимается существующая установка риформинга Л-35-11/1000, включающая стадии гидроочистки прямогонного бензина и каталитического риформинга (П.Г.Баннов. Процессы переработки нефти. - М.: ЦНИИТЭнефтехим, 2000, с. 149-153). В качестве сырья на установке используют прямогонный бензин фракционного состава 85-180oС. На блоке гидроочистки осуществляют удаление сернистых соединений до уровня менее 0,00005% масс. при следующих технологических параметрах: расход сырья 100-175 м3/ч, температура 330-350oС, давление 32-35 ати, расход водорода 40000 нм3/ч. Далее очищенное от серы сырье направляется на блок риформинга. Недостатком способа является отсутствие стадии предварительного удаления ХОС из сырья и, как следствие, нестабильная эксплуатация данной установки при переработке прямогонного бензина, содержащего ХОС. Практика показала, что при переработке прямогонного бензина, содержащего ХОС, на установке риформинга по двухстадийной схеме (блок гидроочистки --> блок риформинга) наблюдаются:
- потеря активности катализатора гидроочистки, что приводит к росту содержания серы в гидрогенизате;
- отравление катализатора риформинга и, как следствие, снижение октановых характеристик и выхода риформата;
- высокая коррозия технологического оборудования блока гидроочистки;
- короткий межремонтный пробег установки;
- большие экономические потери.
Технической задачей изобретения является:
1. Улучшение качества перерабатываемого сырья (удаление ХОС до реактора гидроочистки).
2. Сохранение стабильной работы катализаторов гидроочистки и риформинга, выхода и октановых характеристик риформата.
3. Уменьшение коррозионного воздействия сырья на технологическое оборудование установки.
4. Увеличение межремонтного пробега установки.
5. Сокращение экономических и материальных потерь.
6. Расширение сырьевой базы сырья установок риформинга (возможность переработки сырья с повышенным содержанием ХОС).
Поставленную задачу решают следующим путем:
1. На установке риформинга до блока гидроочистки дополнительно вводят стадию очистки сырья от хлорорганических соединений, которые подвергают селективному гидрогенолизу на катализаторах, содержащих в качестве активных компонентов нанесенные на окись алюминия металлы: никель и молибден, либо кобальт и молибден, либо палладий, с последующим удалением продуктов их разложения по следующей схеме переработки сырья: блок очистки от ХОС --> блок гидроочистки от сернистых соединений --> блок риформинга.
2. Гидрогенолиз на катализаторах, содержащих никель и молибден, либо кобальт и молибден, проводят при следующих условиях:
- объемная скорость сырья 1-4 ч-1;
- давление - 18-25 кгс/см2;
- температура - 200-280oС;
- объемная скорость по водороду - 250-750 ч-1.
3. Гидрогенолиз на катализаторах, содержащих палладий, проводят при следующих условиях:
- объемная скорость сырья - 1-5 ч-1;
- давление 15-25 кгс/см2;
- температура - 100-200oС;
- объемная скорость по водороду - 250-750 ч-1.
4. Удаление продуктов разложения хлорорганических соединений проводят путем ввода в газопродуктовую смесь, полученную при гидрогенолизе, водного раствора нейтрализующего агента, в качестве которого используют аммиак либо уротропин, либо путем горячей сепарации газопродуктовой смеси водой.
5. Сырье, подготовленное по п.п.1-3, направляют далее в реактор гидроочистки для окончательного удаления сероорганических соединений и затем в реакторы риформинга для получения высокооктанового компонента бензина.
Сопоставительный анализ прототипа и изобретения показывает, что их общим признаком является переработка бензиновых фракций, содержащих хлорорганические соединения, на установке риформинга, имеющей блок гидроочистки; отличительной особенностью является то, что на установке риформинга до гидроочистки дополнительно вводят стадию очистки сырья от хлорорганических соединений, которые подвергают селективному гидрогенолизу на катализаторах, содержащих в качестве активных компонентов нанесенные на оксид алюминия металлы: никель и молибден, либо кобальт и молибден, либо палладий с последующим удалением продуктов разложения хлорорганических соединений. Реализация предлагаемого решения позволяет сохранить стабильную работу катализаторов гидроочистки и риформинга, высокий выход и качество высокооктанового бензина, снизить коррозию оборудования и увеличить межремонтный пробег установки.
Предлагаемый способ подготовки сырья установки риформинга осуществлен в лабораторных (промышленных) условиях с использованием в качестве сырья бензиновой фракции 85-180oС и бензиновых фракций другого фракционного состава.
Пример 1
Гидрогенолиз хлорорганических соединений, содержащихся в прямогонных бензинах, на никель-молибденовых катализаторах
В качестве сырья при проведении исследований использовали прямогонные бензины фракционного состава начало Н.К.-180oС, Н.К.-115oС и 85-180oС, полученные при перегонке Западно-Сибирской нефти на уст. ЭЛОУ-АВТ-6.
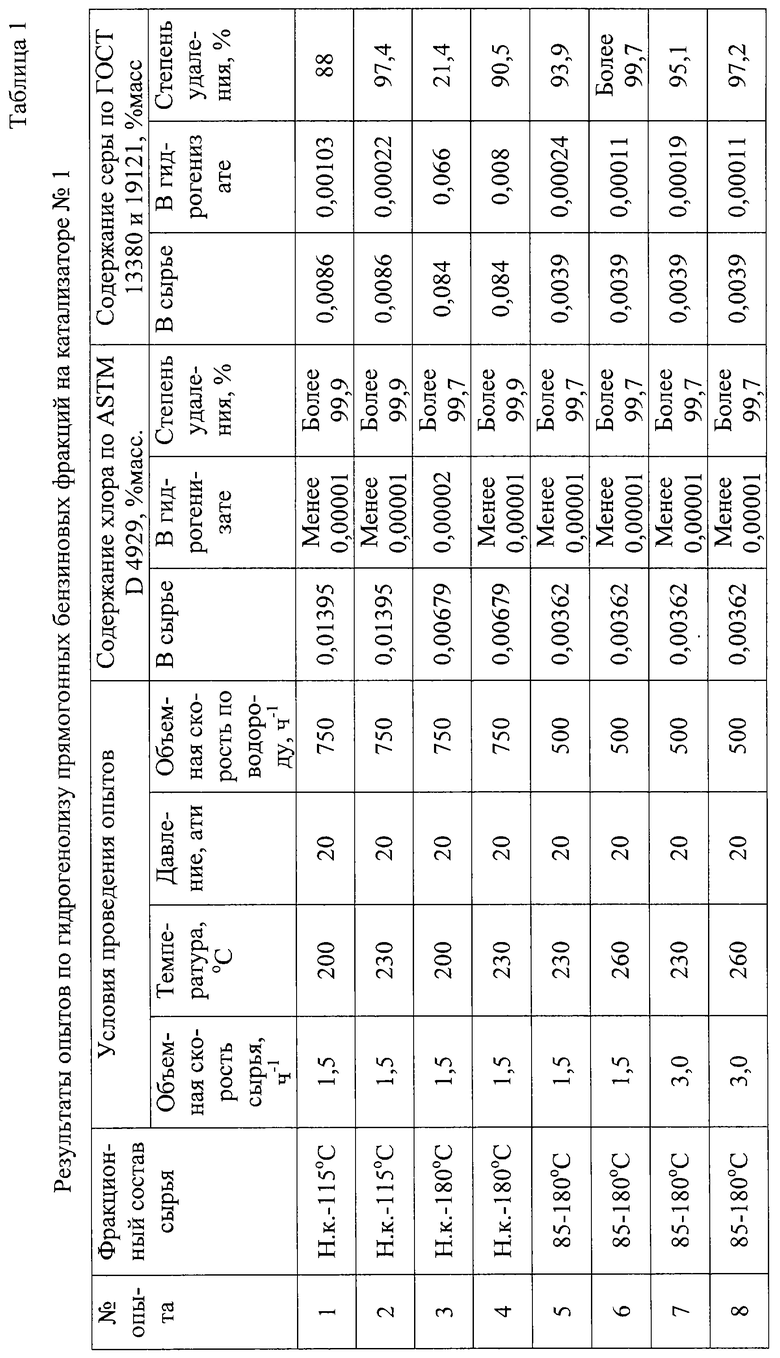
Гидрогенолиз проводили на проточной пилотной микроустановке с объемом загрузки катализатора в реактор 40 см3. Состав катализатора 1 следующий, % масс.:
NiO - 3,0
МоО3 - 13,0
Аl2О3 - Остальное
Условия и результаты гидрогенолиза прямогонных бензиновых фракций представлены в табл.1. Перед проведением анализа полученные пробы гидрогенизатов подвергали защелачиванию водным раствором NaOH (концентрация 10% масс.) и последующей промывке трехкратным избытком дистиллированной воды для удаления продуктов разложения хлорорганических и сернистых соединений. Из приведенных в табл.1 данных видно:
- на данном катализаторе происходит селективное удаление ХОС из прямогонных бензинов особенно при температурах 200-230oС, о чем свидетельствует высокая степень удаления ХОС более 99,7% масс. при удалении серы 21,4-97,4%;
- при понижении температуры с 260 до 200oС степень удаления ХОС из бензинов остается на прежнем высоком уровне, в то время как степень удаления серы уменьшается;
- при пониженных температурах 200-230oС можно производить селективное удаление из прямогонных бензинов ХОС.
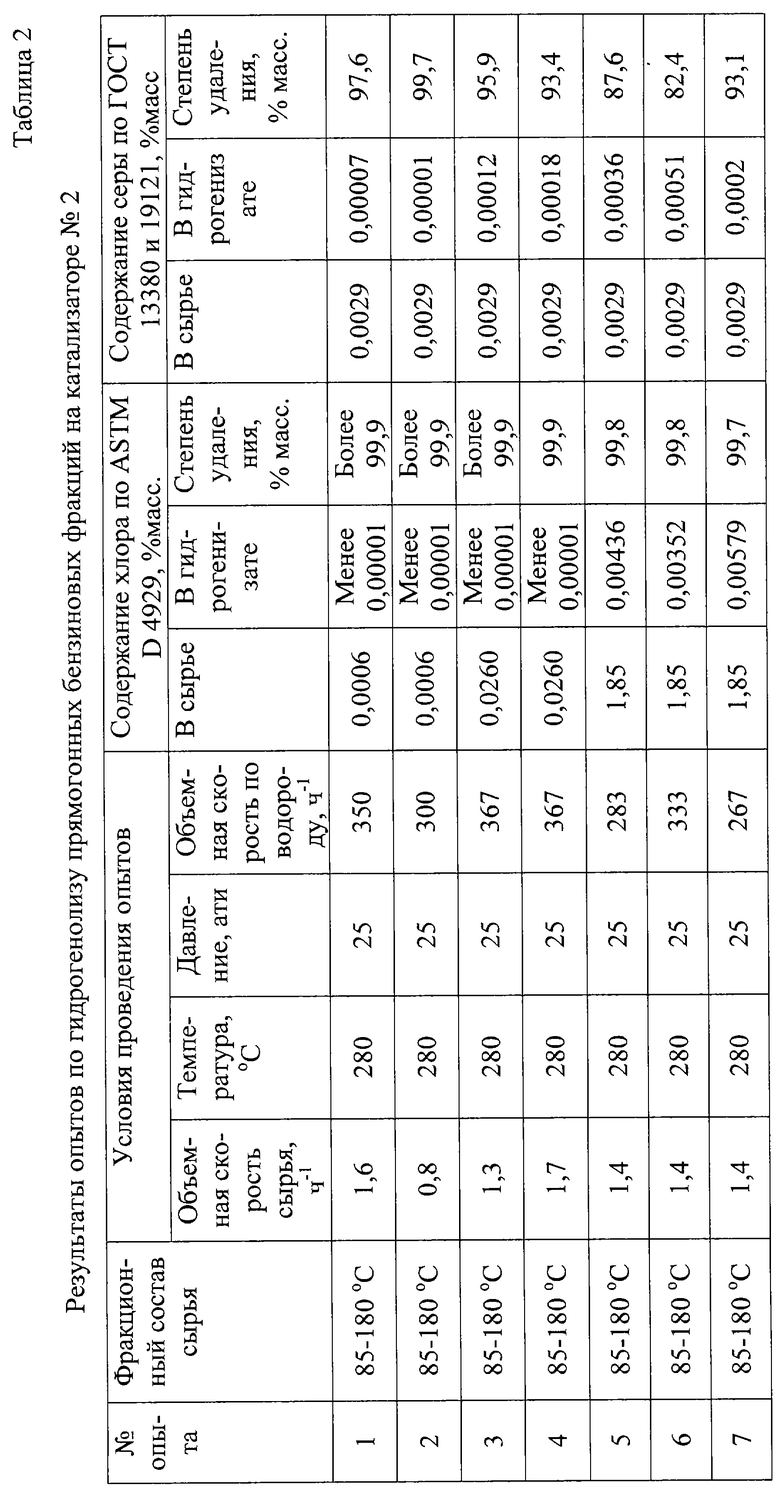
Последующие испытания проводили с использованием катализатора 2 следующего состава, % масс.:
NiO - 3,3
МоО3 - 3,9
Аl2O3 - Остальное
Гидрогенолизу подвергали прямогонную бензиновую фракцию 85-180oС с различным содержанием ХОС путем дозирования в бензин индивидуального соединения трихлорпропан.
Условия и результаты гидрогенолиза прямогонных бензиновых фракций представлены в табл.2. Из приведенных данных видно:
• Катализатор, содержащий никель и молибден, в процессе гидрогенолиза обеспечивает высокую степень удаления ХОС как при их низком содержании, так и при высоком в широком интервале изменения параметров гидрогенолиза (более 99,7%).
• Степень удаления серы зависит от содержания ХОС в сырье и условий гидрогенолиза. С увеличением в прямогонном бензине содержания ХОС степень удаления серы снижается.
• При высоком содержании ХОС в прямогонном бензине степень их удаления при одних и тех же условиях гидрогенолиза зависит от объемной скорости водорода - с ее увеличением содержание ХОС в гидрогенизате уменьшается. И напротив, степень удаления серы с повышением объемной скорости водорода снижается.
Пример 2
Гидрогенолиз хлорорганических соединений, содержащихся в прямогонных бензинах, на кобальт-молибденовых катализаторах
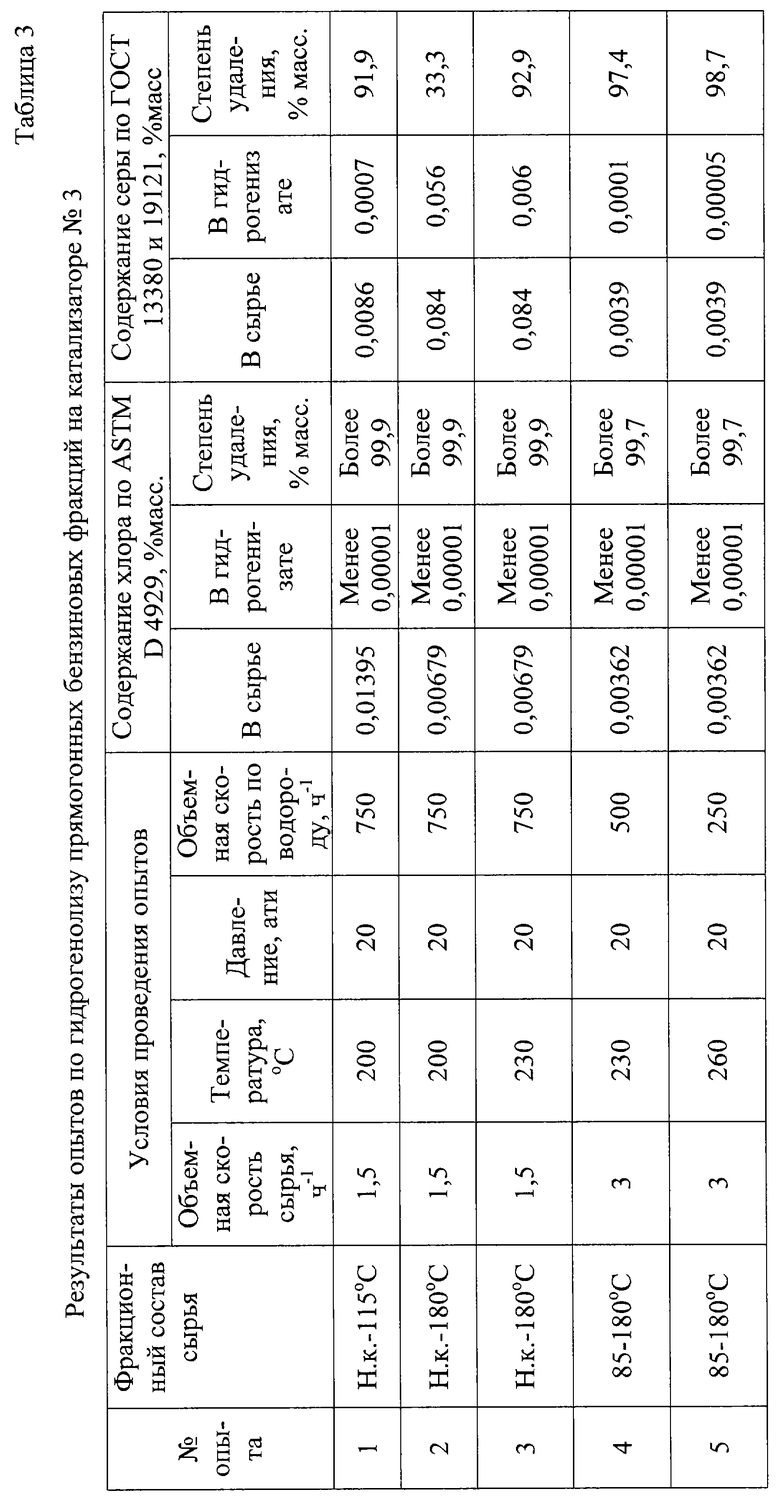
Гидрогенолиз проводили на проточной пилотной микроустановке с объемом загрузки катализатора в реактор 40 см3. При дальнейших испытаниях использовали катализатор 3 следующего состава, % масс.:
СоО - 3,5
МоО3 - 4,5
Аl2O3 - Остальное
В качестве сырья при проведении исследований использовали прямогонные бензины фракционного состава начало Н.К.-180oС, Н.К.-115oС и 85-180oС, полученные при перегонке Западно-Сибирской нефти на уст. ЭЛОУ-АВТ-6.
Условия и результаты гидрогенолиза прямогонных бензиновых фракций представлены в табл.3. Из приведенных данных видно:
• Катализатор, содержащий кобальт и молибден, в процессе гидрогенолиза обеспечивает высокую степень удаления ХОС как при их низком содержании, так и при высоком в широком интервале изменения параметров гидрогенолиза (более 99,7%).
• По сравнению с катализаторами, содержащими никель и молибден, происходит большее удаление серы (см. табл.1, 2).
• Степень удаления серы зависит от содержания ХОС в сырье и условий гидрогенолиза. С увеличением содержания в прямогонном бензине ХОС степень удаления серы снижается.
Пример 3
Гидрогенолиз хлорорганических соединений, содержащихся в прямогонных бензинах, на катализаторе, содержащем палладий
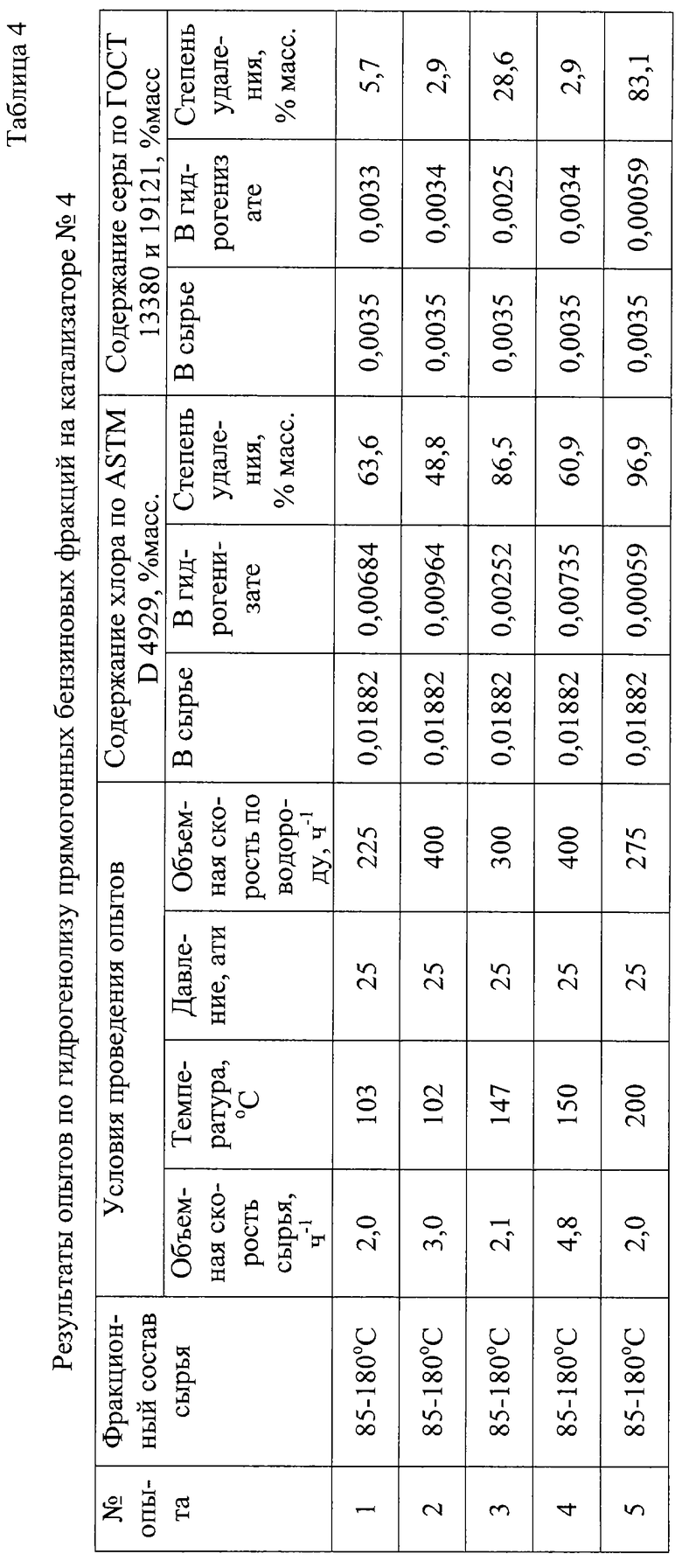
Гидрогенолиз проводили на проточной пилотной микроустановке с объемом загрузки катализатора в реактор 40 см3. При испытаниях использовали катализатор 4 следующего состава, % масс.:
Pd - 0,25
Аl2О3 - Остальное
Гидрогенолизу подвергали прямогонную бензиновую фракцию 85-180oС с определенным содержанием ХОС, полученную путем дозирования в бензин индивидуального соединения трихлорпропан.
Условия и результаты гидрогенолиза прямогонных бензиновых фракций представлены в табл.4. Из приведенных данных видно:
• Катализатор, содержащий палладий, в процессе гидрогенолиза обеспечивает селективное удаление ХОС, незначительно затрагивая сернистые соединения.
• В широком интервале изменения параметров процесса (температура 102-150oС) степень удаления ХОС 48,8-86,5% масс. значительно превосходила степень удаления серы, всего 2,9-28,6% масс.
• При повышении температуры до 200oС катализатор также показывает свою селективность, так, удаление ХОС происходит на 96,9%, а серы значительно меньше - на 83,1%.
• По сравнению с катализаторами, содержащими никель, кобальт и молибден, происходит меньшее удаление ХОС (см. табл.1-3).
Работа установки риформинга, включающей блок гидроочистки, показана в следующем примере (по прототипу). Определение эффективности удаления серы из бензиновой фракции 80-180oС проведено при условиях: температура 280oС, давление 25 кгс/см2, объемная скорость сырья 1,4-1,7 ч-1. Результаты, представленные в табл.6, показывают, что при увеличении содержания хлора в бензиновой фракции 80-180oС значительно ухудшается эффективность гидроочистки и происходит повышение содержания серы в гидроочищенном бензине. Повышение содержания серы в гидроочищенном бензине приводит к дезактивации катализатора риформинга и потере октанового числа получаемого высокооктанового бензина. Таким образом, полученные результаты подтверждают необходимость включения в систему стадии удаления ХОС из сырья установки риформинга до блока гидроочистки.
На промышленной установке риформинга Л-35-11/1000 после гидрогенолиза прямогонных бензиновых фракций с высоким содержанием ХОС (более 0,0010% масс. ) оборудование схемы подвержено экстремальному коррозионному износу, исключающему возможность дальнейшей эксплуатации. Основным коррозионным агентом при этом является хлористый водород, образующийся при гидрогенолизе хлорорганических соединений в процессе гидроочистки. При этом в зоне совместной конденсации влаги и хлористого водорода происходит разрушение металла оборудования и трубопроводов. Для снижения коррозионного воздействия хлористого водорода на оборудование предлагается использовать следующие методы химико-технологической защиты (ХТЗ):
- в газопродуктовую смесь (далее ГПС), полученную в ходе гидрогенолиза, вводить водный раствор нейтрализующего агента;
- подвергать ГПС смесь горячей сепарации водой.
Пример 4
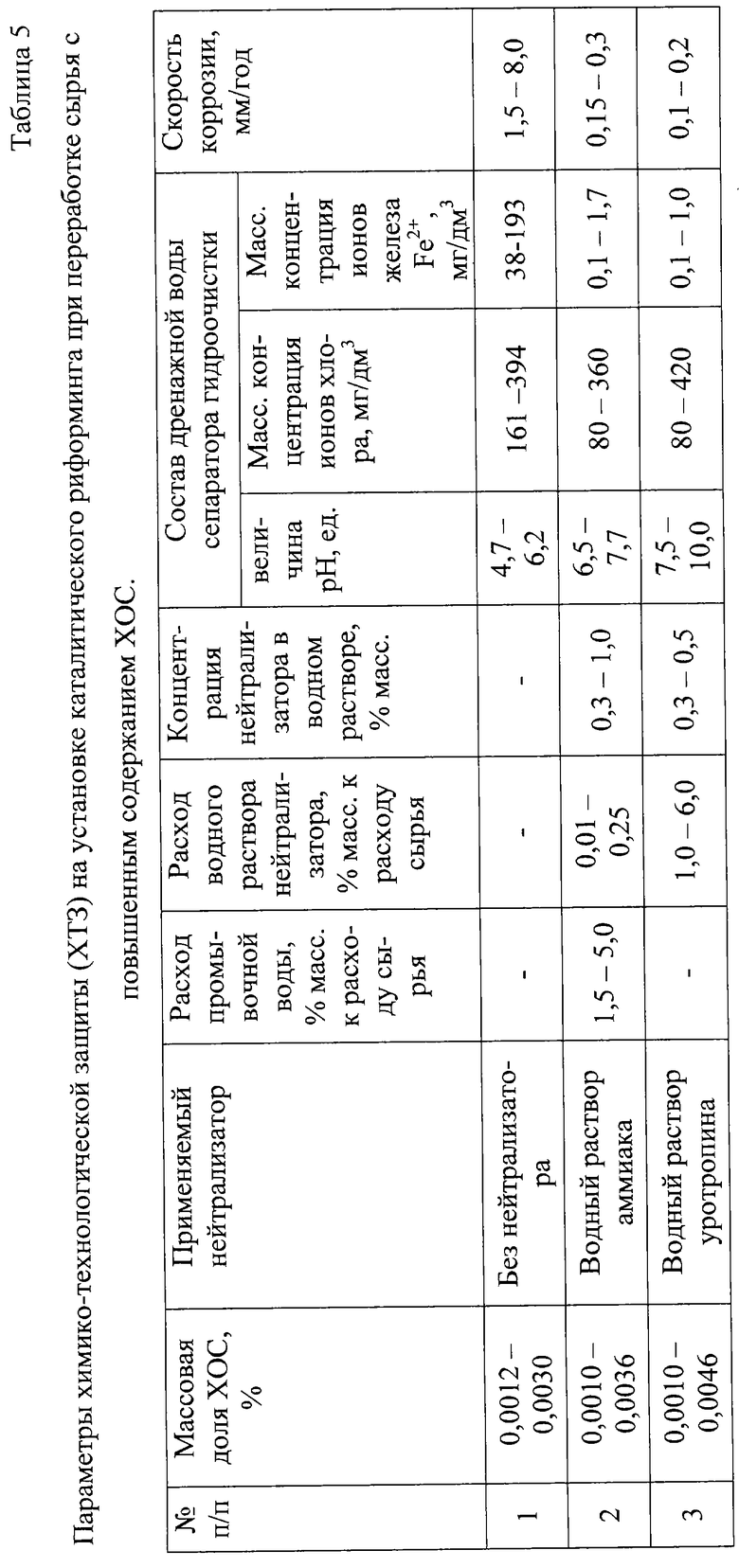
Эффективность действия нейтрализующих агентов проверяли на блоке гидрогенолиза сырья при переработке прямогонного бензина фракционного состава 85-180oС с повышенным содержанием ХОС (0,0010-0,0046% масс.). Для нейтрализации продуктов разложения хлорорганических соединений подавали промывочную химически очищенную воду и водные растворы аммиака концентрацией 0,3-1,0% масс. или водный раствор уротропина концентрацией 0,5-1,0% масс. без промывочной воды. Водный раствор нейтрализатора и промывочную воду дозировочным насосом подавали в линию ГПС после реактора гидрогенолиза перед холодильниками-конденсаторами, после конденсации ГПС подавали в сепаратор гидроочистки, где происходило ее разделение на три фазы: водородсодержащий газ (ВСГ), бензин и воду. Оценку эффективности ХТЗ оборудования при использовании водных растворов нейтрализаторов оценивали по следующим показателям: значение рН дренажной воды из сепаратора гидроочистки, массовая концентрация ионов хлора и железа в дренажной воде сепаратора гидроочистки. Скорость коррозии оборудования оценивали по образцам, помещенным в газопродуктовый поток (материал образцов углеродистая сталь).
Параметры технологического режима ХТЗ, результаты анализа сырья и дренажной воды сепаратора гидроочистки при использовании разных видов нейтрализаторов, приведенные в табл.5, показывают:
• применение в качестве нейтрализаторов водных растворов аммиака и уротропина позволило значительно уменьшить смыв железа (содержание ионов железа в дренажной воде) с 38-193 мг/дм3 до менее 1,7 мг/дм3 и снизить коррозию оборудования установки с 1,5-8 мм/год до уровня менее 0,3 мм/год, что свидетельствует о эффективности примененных нейтрализаторов;
• проведенные испытания показали более высокую эффективность уротропина в качестве нейтрализатора. Массовая концентрация ионов железа в воде при его применении составила 0,1-1,0 мг/дм3, при использовании аммиака - 0,1-1,7 мг/дм3 и скорость коррозии образцов стали более низкая, соответственно, 0,1-0,2 мм/год против 0,15-0,3 мм/год.
Пример 5
Предложенный метод снижения коррозионного воздействия хлористого водорода на оборудование (см. чертеж) состоит в осуществлении горячей сепарации газопродуктовой смеси (далее ГПС) после сырьевых теплообменников п.Т-1,2 с абсорбционной конденсацией углеводородов, хлористого водорода и десублимацией солей аммония в колонном аппарате, выполняющем функции трехфазного сепаратора и поверхностного конденсатора-абсорбера. Верхняя часть аппарата заполнена насадкой, нижняя имеет устройства для сепарации жидких фаз воды и углеводородов.
Сырье каталитического риформинга, содержащее в своем составе хлорорганические соединения, после насоса Н-1,2 смешивается с циркулирующим ВСГ и в виде газосырьевой смеси (ГСС) поступает в сырьевые теплообменники (поз.Т-1,2), где нагревается теплом ГПС, поступающей из реактора Р-1. После этого ГСС поступает в печь П-1, где происходит ее нагрев до 100-280oС (температура определяется типом катализатора, применяемого в процессе гидрогенолиза). Далее ГСС направляется в реактор Р-1, где протекает процесс гидрогенолиза - очистка от хлорорганических соединений. Полученная ГПС отдает свое тепло в сырьевых теплообменниках поз.Т-1,2 и поступает в среднюю часть сепаратора-абсорбера поз. КС-А. В сепараторе-абсорбере ВСГ и несконденсировавшиеся пары поступают в верхнюю насадочную часть. Насадка КС-А орошается промывочной водой 1,0-5,0% масс. от расхода сырья, водным раствором аммиака 0,01-0,025% масс. от расхода сырья (при концентрации аммиака 1,0-3,0% масс.) и охлажденным потоком очищенного от хлорорганических соединений сырья до 30 м3/час. При этом в насадочной части происходит:
1) охлаждение ВСГ до температуры 50oС;
2) конденсация легких углеводородов;
3) нейтрализация хлористого водорода;
4) абсорбция хлористого водорода и хлористого аммония промывной водой.
Далее ВСГ проходит водяной холодильник-конденсатор (поз.ХК-1), где охлаждается до температуры 30oС, и поступает в сепаратор С-А. Из сепаратора С-А сконденсировавшиеся углеводороды поступают в сепаратор С-1, а ВСГ подается на компрессор ПК-1,2 и далее на смешение с сырьем, поступающим на переработку.
Жидкие углеводороды и промывная вода, проходя насадку, стекают в кубовую часть колонны КС-А с температурой до 50oС и способствуют снижению температуры жидкой фазы в кубовой части до 95oС (ниже точки росы более чем на 10oС для данных условий), тем самым обеспечивается объемная конденсация растворенной влаги. Часть воды (5-30% масс. от подаваемой на орошение) сепарируется в кубе КС-А и дренируется, а остальная часть уходит вместе с очищенным от хлористого водорода сырьем каталитического риформинга через теплообменники Х-1, Х-2 в сепаратор С-1, где отделяется полностью и дренируется. Выделяемое в С-1 очищенное от хлористого водорода сырье каталитического риформинга направляется на блок гидроочистки для удаления соединений серы.
В табл. 6 приведены результаты опытов по гидроочистке прямогонной бензиновой фракции 80-180oC с различным содержанием хлора.
Защита теплообменного оборудования п.п.Х-1, Х-2 и трубопроводов обеспечивается отсутствием агрессивной газовой фазы ВСГ и температурой поступающего очищенного от ХОС сырья каталитического риформинга ниже точки росы.
Проведенные на пилотной установке испытания предлагаемого способа нейтрализации агрессивного воздействия на оборудование продуктов разложения хлорорганических соединений (сырье с содержанием ХОС 0,0010-0,0046% масс.) показали:
1) массовая концентрация ионов железа Fe2+ в дренируемой из сепаратора С-1 воде колебалась от менее 0,1 до 0,5 мг/дм3;
2) скорость коррозии составила менее 0,1 мм/год.
Таким образом, метод горячей сепарации обеспечивает наиболее эффективную защиту оборудования при переработке сырья с высоким содержанием ХОС.
Приведенные выше примеры подтвердили эффективность предлагаемого способа переработки на установках риформинга бензиновых фракций, содержащих ХОС. Введение в схему установки риформинга дополнительной стадии подготовки сырья, включающую очистку от ХОС и удаления продуктов их разложения, позволит:
- расширить сырьевую базу установок риформинга и перерабатывать бензиновые фракции с повышенным содержанием ХОС;
- сохранить активность катализаторов гидроочистки сернистых соединений и риформинга, выход и качество риформата;
- снизить коррозию оборудования;
- увеличить межремонтный пробег установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ БЕНЗИНОВЫХ ФРАКЦИЙ, СОДЕРЖАЩИХ ХЛОРОРГАНИЧЕСКИЕ СОЕДИНЕНИЯ | 2004 |
|
RU2280676C1 |
| Способ переработки гидроочищенных бензинов угольного происхождения | 1990 |
|
SU1798362A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ | 1993 |
|
RU2039788C1 |
| СПОСОБ ГИДРООБЕССЕРИВАНИЯ БЕНЗИНОВОЙ ФРАКЦИИ КАТАЛИТИЧЕСКОГО КРЕКИНГА | 2001 |
|
RU2206601C2 |
| СПОСОБ ОЧИСТКИ БЕНЗИНА КАТАЛИТИЧЕСКОГО КРЕКИНГА | 1997 |
|
RU2134287C1 |
| СПОСОБ ПОЛУЧЕНИЯ АВТОБЕНЗИНА | 1992 |
|
RU2028368C1 |
| Установка для переработки стабильного газового конденсата и входящая в ее состав установка для получения высокооктанового бензина | 2016 |
|
RU2621031C1 |
| Способ переработки нефтяных фракций | 1990 |
|
SU1696459A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ (ВАРИАНТЫ) | 2002 |
|
RU2219219C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА МОТОРНОГО ТОПЛИВА | 1997 |
|
RU2119527C1 |

Использование: нефтепереработка и нефтехимия. Сущность: бензиновые фракции, содержащие хлорорганические соединения перерабатывают на установке риформинга, имеющей блок гидроочистки. До гидроочистки вводят стадию очистки сырья от хлорорганических соединений, которые подвергают селективному гидрогенолизу на катализаторах, содержащих в качестве активных компонентов нанесенные на оксид алюминия металлы: никель или молибден, либо кобальт или молибден, либо палладий с последующим удалением продуктов разложения хлорорганических соединений. Гидрогенолиз на катализаторах, содержащих никель или молибден, либо кобальт или молибден, проводят при объемной скорости сырья 1-4 ч-1, давлении 18-25 кгс/см2, температуре 200-300oС; на катализаторах, содержащих палладий, проводят при объемной скорости сырья 1-5 ч-1, давлении 15-25 кгс/см2, температуре 100-250oС. Удаление продуктов разложения хлорорганических соединений проводят путем ввода в газопродуктовую смесь, полученную при гидрогенолизе водного раствора, нейтрализующего агента, в качестве которого используют аммиак либо уротропин, либо путем горячей сепарации газопродуктовой смеси. Технический результат: улучшение качества продукта, расширение сырьевой базы, сокращение потерь. 3 з.п. ф-лы, 6 табл., 1 ил.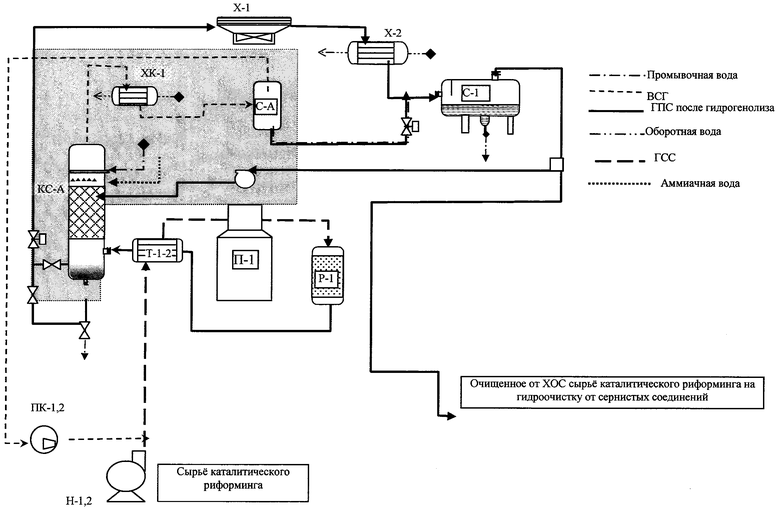
| БАННОВ П.Г | |||
| Процессы переработки нефти | |||
| - М.: ЦНИИТЭнефтехим, 2000, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
| СПОСОБ ПОЛУЧЕНИЯ АВТОМОБИЛЬНОГО БЕНЗИНА | 1996 |
|
RU2091436C1 |
| WO 9600270 A1, 04.01.1996 | |||
| US 4255250 A, 10.03.1981 | |||
| US 6338791 A, 05.01.2002. | |||

