со со --sj
Изобретение относится к области обработки металлов давлением и может быть использовано в листопрокатном производстве, в частности на широко- полосных станах, например, холодной прокатки при профилировании рабочих валков.
Цель изобретения - улучшение качества полос за счет учета влияния неравномерности механических свойств по ширине.
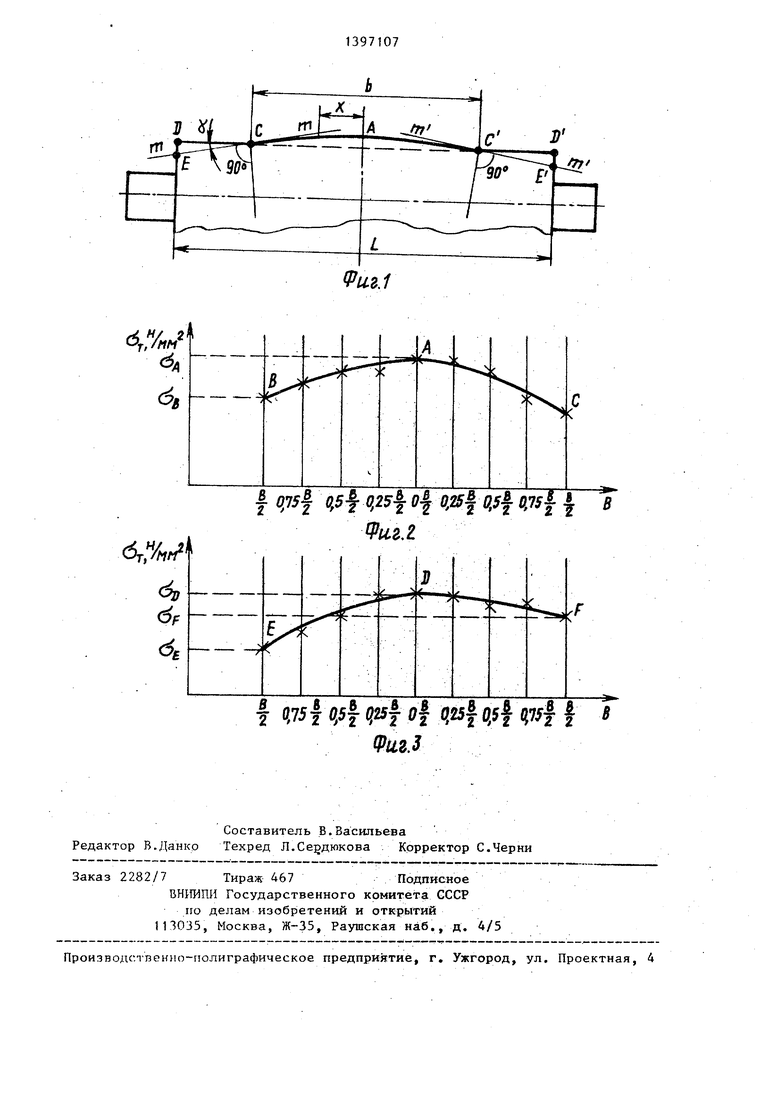
На фиг. 1 представлен шлифовочный профиль на участке длины бочки, равном ширине полосы, и на участках длины бочки, больших ширины полосы; на фиг. 2 и 3 - примеры аппроксимации результатов измерения предела текучести по ширине полос с симметричным видом распределения и несиммет- ричным видом распределения по ширине полос. ;
Сущность предлагаемого способа заключается в том, что в процессе профилирования рабочего валка для прокатки полос в условиях с изменяющимися механическими свойствами по их ширине при образовании шлифовочного профиля валка учитывается имеющееся распределение и величина не- равномерности механических свойств п ширине полос в зависимости от марки стали, ширины, толщины полосы и масс рулона. При этом шпифовочньй профиль (выпуклость) изменяется от максимальной величины ПРИ наибольшем значении предела текучести материала по ширине полосы до минимальной величины при наименьшем значении предела текучести по ширине полосы. Таким образом, происходит изменение величины выпуклос ти рабочего валка в прямо зависимости от изменения предела текучести материала по ширине полосы, и его находят из выражения
Л1 х Л15макс(.с) (D где ЛВ - текущая величина вьшуклости бочки валка;
I MOKC максимальная величина выпуклости бочки валка на участке расчетной ширины полосы;
utj - текущее значение отклонения предела текучести по ширине полосы; величина максимального изменения предела текучести на ширине полосы;
5 0
5 Q
5
0
5
0
5
К - показатель степени, учиты- в-ающий типоразмер стана и параметры прокатываемой полосы (0,856 К 1,25) .
Как известно, предел текучести является определяющим в характере и величине контактных напряжений, определяющих сопротивление металлов деформации. Поэтому учет профилем образующей бочки рабочего валка (выпуклостью) данного изменения (вида распределения и величины) предела текучести по ширине полосы является наиболее эффективным средством обеспечения условий, гарантирующих равномерную деформацию по ширине полосы.
Изменение предела текучести, а следовательно, и сопротивления деформации, и контактного напряжения на участках по ширине полос при постоянных остальных деформационно-скоростных параметрах прокатки, вызывает неравномерную контактную упругую деформацию для полосы из стали 08Ю с размерами 1,2x1200 мм, предел текучести изменяется в пределах от 270 Н/мм по середине полосы до 200 Н/мм по кромкам полосы (разница- 26%). Такое изменение предела текучести вызывает
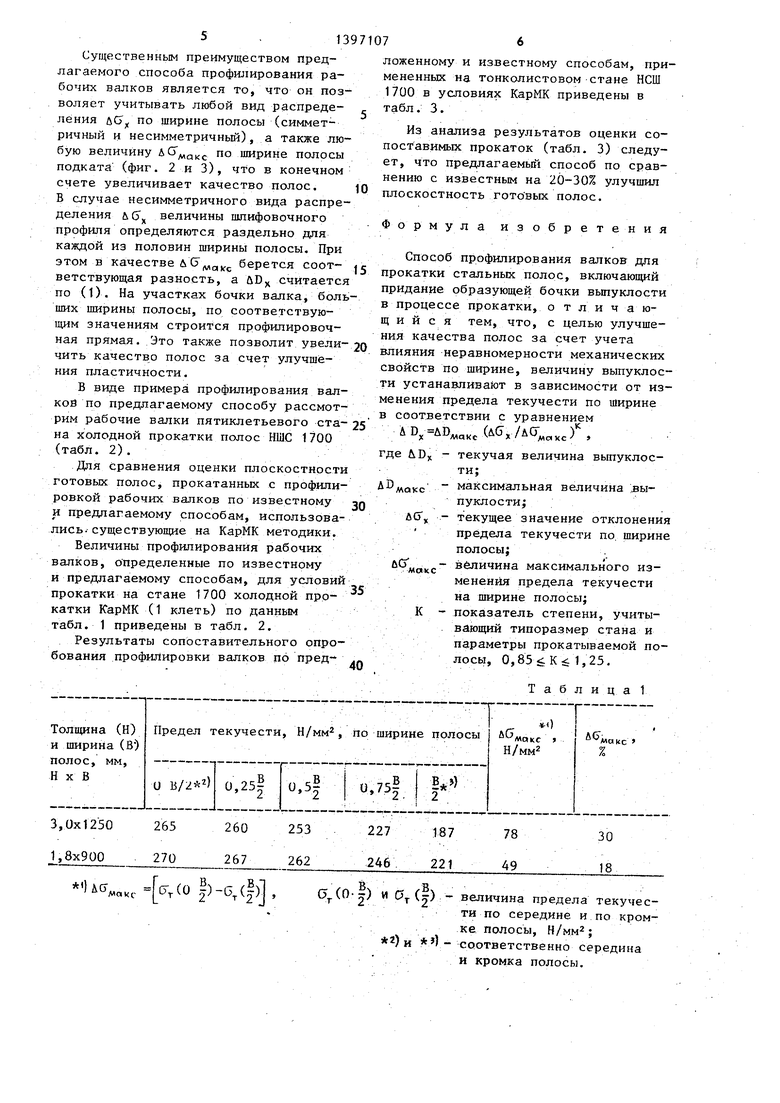
соответствующее изменение в контакт- .ных упругих деформациях валка На участках середины и у кромок полосы (также ) . Отмеченная, ранее .не учитываемая в профилировках, существенная величина неравномерности упругих контактных деформаций вызывает потерю у полосы плоской формы и снижает сортность готового металла. Экспериментально установлено, что величина неравномерности предела текучести по ширине полос взаимосвязана с их типоразмером. Результаты замеров величины предела текучести по ширине полос подката для станов 1200 холодной прокатки и 1400 жести КарМК приведены в табл. 1.
Таким образом, для относительно толстых и широких (по сортаменту стана холодной прокатки) полос неравномерность распределения G выше, чем .для тонких и узких полос. Показатель степени ,85-1,25 определяет долю изменения вьшуклости рабочего валка, необходимую для учета влияния неравномерного распределения механических свойств по ширине полос (с конкретными параметрами Н и В), прокатывае- Mbtx на станах различных типоразмеров
(например, с различной длиной бочки рабочего валка).
По результатам замеров Аб на полосах подката станов 1700 холодной про катки и 1400 жести КарМК установлено, что вид распределения Д СГ,, по ширине полос имеет постоянный характер для конкретного типоразмера и определенную величину f(}f4aKc Поэтому при реализации предлагаемого способа необходимо определить по замерам величину и б , и вид распределения ДС для всех типоразмеров полос подката. Основываясь на результатах замеров, профилировать рабочие валки. С изменением технологии производства полос подката (выплавки и разливки слитка, нагрева сляба и его горячей прокатки, травления полосы) следует провести новые контрольные замеры б.,
На основании статистической обработки результатов опытных замеров и аппроксимации полученньк данных получили, в общем виде, зaвиcимoctь величины профилирования валка, представленную выражением (1). Пределы показателя степени К выбираются следующим образом. Меньшие значения вплоть до К&:0,85 применимы и целесо- образны при прокатке относительно толстых полос с толщинами до ,5, мм (по сортаменту тонколистовых станов холодной прокатки) и значения даже на этих полосах могут привести в процессе прокатки к значительному искажению карти ны подобия, что в конечном счете, обеспечив прямолинейный характер профиля,валка, приводит к снижению качества в виде возникнот вения волнистости на кромках полосы. Значения показателя степени по максимальной величине, вплоть до К , целесообразны при профилировании валков стана, холодной прокатки для прокатки полос жести с толщиной до 0,20 мм. Еще большие значения (К 1,25) даже при прокатке такого сортамента жести могут привести к уменьшению качественных показателей, а именно к короблению средней части . готовой полосы, что соответственно снижает качество продукции, в том и другом случае увеличивая долю coprois повышенного качества.
Таким образом, из выражения (1) рассчитывается величина профилировки рабочих валков на участке длины боч
ки, равном ширине полосы В. При по0
о
X Л1акс сглаживание
исII
строении профилировочной кривой по измеренным значениям лС иб пользуется некоторое выпадающих значений при аппроксимации. Это несколько снижает точность соответствия распределения дСГ и профилировочной кривой, однако на достижение цели не влияет.
На остальных участках бочки, больших ширины полосы (СД и С д фиг.1) профилировку по предлагаемому способу следует выполнять по касательным (mm) и (т т ) к профилировочной кри5 вой ( САС ) на кромках полосы, т.е. в (.)С и (.)С . При этом основываются на следующих положениях. Величинадб х функционально связана с координатой точки замера по ширине полосы. В фор0 муле (1) заменяют соотнощение дб ,, /
fГ)
/ iwokc тождественное Х/г, где X текущая координата точки замера по ширине полосы (мм), X изменяется 5 от и в (.)А до В/2 в (.)С и с ; В/2 - конечная координата кромки полосы (мм)
. ЛВ,(2Х/В) (2) Производная от функции (2) с указанной заменой переменных равна
,,К (2Х/В)
K-t
2 В
(3)
Подставляя в (3) граничное значение (координату (.)С), т.е. при Х
В , . .
j, получаем величину искомого углового коэффициента касательной к про- филировочной кривой (,)С (на мм кромки полосы)
.K AD,/B.
(4)
С этим угловым коэффициентом по прямой линии касательной к кривой САС в ()С и ()С профилируются участки бочки валка от ()Сдо ()Е и от ()С до ()Е , Граничные значения uDj.,.jjrt определяются по (1), Dg/gij рассчитываются как
uD,
Е(Е-) .
AD,(,, а()
Днаметр шлифовочной бочки валка Дцд в соответствующей точке по длине бочки с учетом указанной методики определения дЬх определяется как Dj.-AD , где И - исходный диаметр бочки валка (цилиндрической).
5 , 1397107
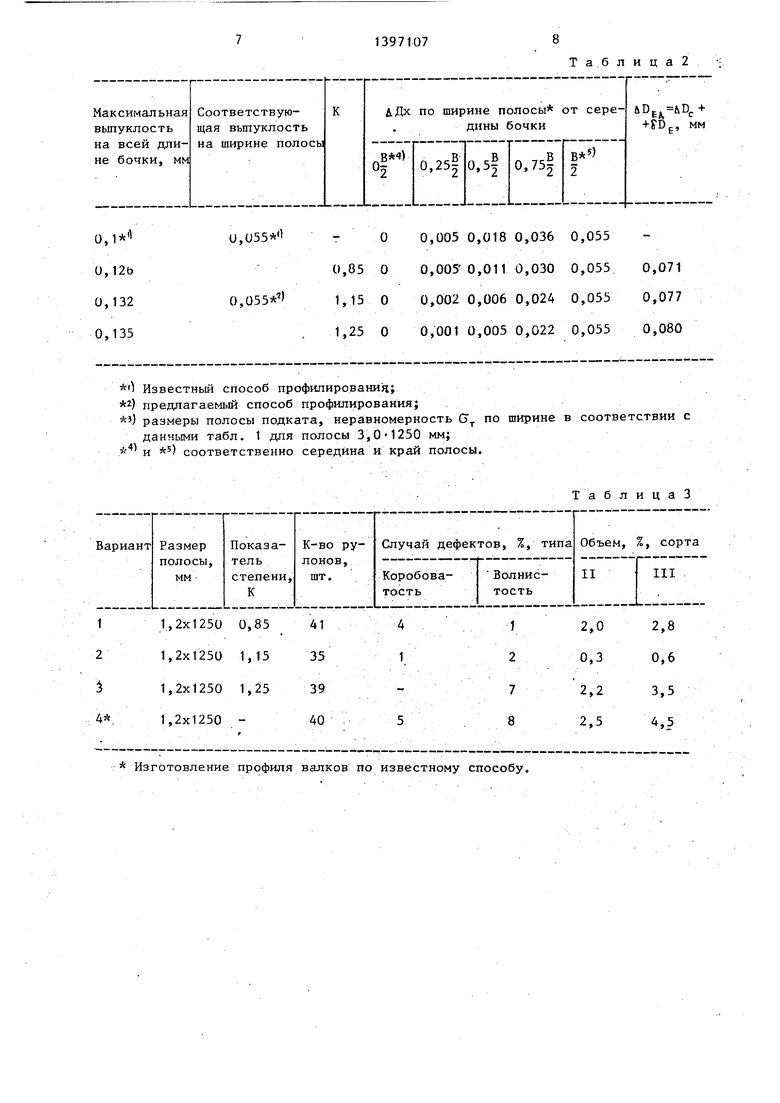
Существенньп преимуществом предлагаемого способа профш1ирования рабочих валков является то, что он позволяет учитывать любой вид распределения , по ширине полосы (симметричный и несимметричньй), а также любую величину п° ширине полосы подката (фиг. 2 и 3), что в конечном счете увеличивает качество полос, Q В случае несимметричного вида распреложенному и известному способам, примененных на тонколистовом стане НСШ 1700 в условиях КарМК приведены в табл. 3.
Из анализа результатов оценки сопоставимых прокаток (табл. 3) следует, что предлагаемый способ по сравнению с известным на 20-30% улучшил плоскостность гото вых полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| Способ профилирования валковпРОКАТНОгО CTAHA | 1979 |
|
SU797812A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАБОЧИХ ВАЛКОВ КЛЕТИ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1992 |
|
RU2043796C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Способ профилирования прокатных валков | 1986 |
|
SU1442287A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Способ профилирования рабочих валков чистовой группы клетей широкополосного стана | 1988 |
|
SU1537339A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном производстве. Цель изобретения - улучшение качества полос за счет учета неравномерности механических свойств по их ширине. Способ состоит в том, что величину выпуклости образующей бочки устанавливают в прямой зависимости от предела текучести прокатываемого металла и находят из выражения Д D ЛВ,„ р (дб;/дОд,„) , где iD - текущая величина выпуклости, мм; Д0д,д(. - максимальная величина выпуклости, мм; & G - текущее значение отклонения предела текучести по ширине полосы, Н/мм ; дСУд,;. - величина максимального изменения предела текучести на ширине полосы, К - показатель степени, учитывающий типоразмер стана и параметры прокатываемой полосы, 0,85 6 К 6 1,25, Способ позволяет улучшить плоскостность прокатываемых полос на 20-30%. 3 ил., 3 табл. iS сл
деления b.G величины шлифовочного профиля определяются раздельно для каждой из Половин ширины полосы. При этом в качестве &б д;,„,, берется соотлла с
ветствующая разность, а
uDv считается
по (1). На участках бочки валка, больших ширины полосы, по соответствующим значениям строится профилировочная прямая. Это также позволит уведичить качество полос за счет улучшения пластичности.
В виде примера профилирования валкой по предлагаемому способу рассмотрим рабочие валки пятиклетьевого ста- на холодной прокатки полос НШС 1700 (табл. 2).
Для сравнения оценки плоскостности готовых полос, прокатанных с профилировкой рабочих валков по известному и предлагаемому способам, использовались, существующие на КарМК методики.
Величины профилирования рабочих валков, определенные по известному и предлагаемому способам, для условий прокатки на стане 1700 холодной прокатки КарМК (1 клеть) по данным табл. 1 приведены в табл. 2.
Результаты сопоставительного опробования профилировки валков по пред-
ЛС д,а«с с т JT | - величина предела текучести по середине и по кромке полосы, V и ) - соответственно середина и кромка полосы.
5
0
5
д
Q
5
Формула изобретения
Способ профилирования валков дпя прокатки стальных полос, включающий придание образующей бочки выпуклости в процессе прокатки, о т л и ч а ю- щ и и с я тем, что, с целью улучшения качества полос за счет учета влияния неравномерности механических свойств по ширине, величину выпуклости устанавливают в зависимости от изменения предела текучести по ширине в соответствии
4D,AD где &D
А- макс
ло-/
Ачакс
С уравнением (&G,,
ucr,
макс
К текучая величина выпуклости;
максимальная величина ,вы- пуклости}
текущее значение отклонения предела текучести по. щирине полосы;
величина максимального изменения предела текучести на ширине полосы; показатель степени, учитывающий типоразмер стана и параметры прокатываемой полосы, 0,85 К :с 1,25.
Таблица 1
0 Известный способ профилированид;
z) предлагаемый способ профилирования;
) размеры полосы подката, неравномерность G по ширине в соответствии с
данными табл. 1 для полосы 3 0 1250 мм; л- и ) соответственно середина и край полосы.
Изготовление профиля валков по известному способу.
Таблица2
ТаблицаЗ
m
иг.1
1 75| (J5| (25-|- ,fj- |
.2
I 4 25|Ч5| 17У||
Фаг.
| Валок прокатного стана | 1977 |
|
SU709203A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ профилирования валков прокатного стана | 1978 |
|
SU910244A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
