Изобретение относится к металлургии, конкретнее к переработке вторичных металлов на пакетировочном прессе для их последующего использования в сталеплавильном производстве.
В качестве шихтовой составляющей при выплавке стали в кислородных конверторах и дуговых электропечах используется габаритный лом, подготовленный на пакетировочном прессе. При этом в завалку задают как пакеты лома в форме параллелепипида массой 2500-3000 кг в количестве 10-20%, так и кусковой лом с массой куска 400-800 кг (80-90%).
В соответствии с ГОСТ 16482 лом подразделяют на мягкий (марки 11А, 12А) и твердый (марки 3А, 5А). К мягкому лому относится стальной лист и полоса, мелкий и средний сортовой прокат, отходы трубного производства, кровельное железо, бытовой лом и т.п. Твердый лом представляет из себя обрезь заготовок, слитков, слябов, крупный сортовой прокат.
Известен способ производства габаритного лома, включающий дробление металлической стружки, очистку, добавление связующего, смешивание и брикетирование. В качестве связующего используют металлический порошок, полученный переработкой шламовых отходов, количество которого определяют по предложенной зависимости [1].
Недостаток известного способа состоит в том, что он не пригоден для переработки тяжелого металлического лома, который составляет основную часть лома, используемого в сталеплавильном производстве.
Известен также способ переработки металлических лома и отходов на пакетировочном прессе путем дозированной загрузки камеры прессования и последовательного постадийного прессования, согласно которому камеру загружают ломом и отходами офсетных пластин на 50-80%, при этом часть лома и отходов офсетных пластин располагают их продольной осью перпендикулярно направлению штемпеля второй ступени прессования [2].
Недостатки известного способа состоят в том, что он не применим для всех типов тяжелого лома и не позволяет получить за один цикл пакетирования несколько габаритных кусков.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства габаритного лома для сталеплавильных агрегатов на пакетировочном прессе, включающий сортировку и загрузку в камеру прессования смеси мягкого лома с жестким, последовательное трехкоординатное прессование пакета в форме параллелепипеда за три ступени с помощью плоских штемпелей и последующее выталкивание пакета по склизу на приемную площадку [3] - прототип.
Недостаток известного способа состоит в том, что он не обеспечивает за один цикл пакетирования нескольких габаритных кусков. В результате не достигается рациональное использование мощных пакетировочных прессов.
Техническая задача, решаемая изобретением, состоит в получении за один цикл пакетирования нескольких габаритных кусков.
Поставленная техническая задача решается тем, что в известном способе производства габаритного лома для сталеплавильных агрегатов на пакетировочном прессе, включающем загрузку в камеру прессования смеси мягкого лома с жестким, последовательное трехкоординатное прессование пакета в форме параллелепипеда за три ступени с помощью плоских штемпелей и последующее выталкивание пакета по склизу на приемную площадку, согласно предложению пакетированию подвергают смесь с соотношением масс мягкого и твердого лома в пределах 1:5-12.
Возможен вариант реализации способа, по которому на завершающей ступени прессование пакета ведут с рабочим удельным давлением 2-15 МПа.
Возможен вариант реализации способа, по которому на завершающей ступени прессование ведут вначале с промежуточным удельным давлением 1-7 МПа, и после выдержки удельное давление прессования повышают до рабочего.
Возможен вариант реализации способа, по которому перед загрузкой производят гомогенизацию жесткого и мягкого лома по составу.
Также возможен вариант реализации способа, по которому в камеру прессования дополнительно загружают жесткие вставки в виде стальных пластин толщиной 5-12 мм.
Сущность изобретения состоит в следующем. Пакетировочные прессы металлургических предприятий рассчитаны на максимально возможную массу пакета, применяемого при шихтовке. Однако доля пакетов с максимальной массой по условиям технологии выплавки стали составляет лишь 10-20%. Остальной лом необходим в кусках, масса которых в 4-6 раз меньше. Производство кусков малой массы на пакетировочном прессе резко снижает производительность и увеличивает их себестоимость.
Экспериментально установлено, что в процессе трехкоординатного прессования смеси мягкого лома с жестким при соотношении их масс в пределах 1:5-12 формируется плотный, но не прочный пакет, который при выталкивании по склизу на приемную площадку самопроизвольно разрушается на 4-6 кусков, масса которых колеблется от 400 до 800 кг. Таким образом, за один цикл пакетирования производят несколько габаритных кусков лома, пригодных к применению в сталеплавильных печах. Это увеличивает производительность пакетировочного пресса и снижает себестоимость производства габаритного лома.
При отношении масс мягкого и жесткого лома более чем 1:5 (например, 1:4) пакет имеет высокую прочность и не подвержен разрушению на куски с необходимой массой. При отношении масс менее чем 1:12 прочность пакета недостаточна, поэтому он самопроизвольно разрушается при выталкивании его по склизу и транспортировке на негабаритные куски с недостаточной массой.
Удельное давление прессования 2-15 МПа на штемпеле на завершающей ступени позволяет получить оптимальную плотность пакета 1800-2000 кг/м3 при сохранении свойства пакета разрушаться на габаритные куски. Снижение удельного давления менее 2 МПа ухудшает плотность пакета, качество габаритного лома снижается. Увеличение удельного давления более 15 МПа приводит к переупрочнению связей компонентов пакета, исключает возможность его самопроизвольного разрушения при выталкивании и транспортировке.
Двухстадийное прессование с выдержкой при промежуточном удельном давлении на штемпеле 1-7 МПа на завершающей ступени способствует получение габаритных кусков лома с равномерными размерами и массой. Снижение удельного давления менее 1 МПа не позволяет достичь этого эффекта. Увеличение промежуточного давления более 7 МПа переупрочняет пакет вследствие изостатического уплотнения и упрочнения связей между частями лома. В результате отдельные куски, на которые распадается пакет, имеют размеры и вес больше оптимальных, что снижает качество габаритного лома.
Проведение гомогенизации жесткого и мягкого лома дополнительно улучшает равномерность кусков лома.
Жесткие вставки в виде стальных пластин толщиной 5-12 мм, загруженные в камеру прессования, способствуют разделению пакета на куски по местам расположения вставок. При толщине пластин менее 5 мм происходит их деформирование в процессе пакетирования, и эффективность их действия снижается. Увеличение толщины пластин более 12 мм препятствует необходимой степени уплотнения пакета, что ухудшает качество лома.
Примеры реализации способа
Пример 1. На скрапной площадке копрового цеха производят сортировку и смешивание мягкого лома в количестве М=300 кг и твердого в количестве Т=2700 кг. В этом случае соотношение масс мягкого М и твердого Т лома составляет 1: 9. С помощью мостового крана смешанный лом загружают в камеру прессования гидравлического пакетировочного пресса модели Б-1642 и производят последовательное трехкоординатное прессование пакета в форме параллелепипеда. На первой ступени смешанный лом уплотняют крышкой, обеспечивая высоту пакета 710 мм. Затем, на предварительной ступени, штемпелем формируют ширину пакета, равную 1000 мм. На третьей, завершающей ступени, штемпелем формируют длину пакета, равную 1800 мм.
После этого открывают окно выдачи пакетов и за счет движения штемпеля третьей ступени пакет выталкивают по склизу на приемную площадку. От действия динамических нагрузок при движении пакета и удара о приемную площадку пакет разрушается на 6 габаритных кусков неправильной формы массой в пределах от 500 до 700 кг каждый. Габаритные куски накапливают и затем используют в качестве шихты при выплавке стали в кислородном конверторе.
Пример 2. Все те же операции, что и в примере 1, только на завершающей ступени прессование ведут с рабочим удельным давлением на штемпеле Рр=8,5 МПа. Регулирование удельного давления осуществляют изменением давления рабочей жидкости в гидроцилиндрах пресса. Длина готового пакета, выталкиваемого в окно выдачи, составляет 1900 мм.
Пример 3. Все те же операции, что и в примере 1, только на завершающей ступени прессование ведут с возрастанием удельного давления до Tп=4 МПа, при достижении которого осуществляют выдержку пакета в течение 10 с. По окончании выдержки удельное давление прессования увеличивают до рабочего.
Пример 4. Все те же операции, что и в примере 1, только перед загрузкой в камеру прессования дополнительно производят гомогенизацию жесткого и мягкого лома по составу для получения более равномерной смеси.
Пример 5. Все те же операции, что и в примере 1, только в процессе загрузки лома в камеру прессования загружают жесткие вставки в виде стальных пластин толщиной Н=8,5 мм, с помощью которых объем камеры прессования делят на блоки. При завершении прессования и выталкивании на склиз пакет самопроизвольно разделяется на отдельные габаритные куски по местам установки вставок.
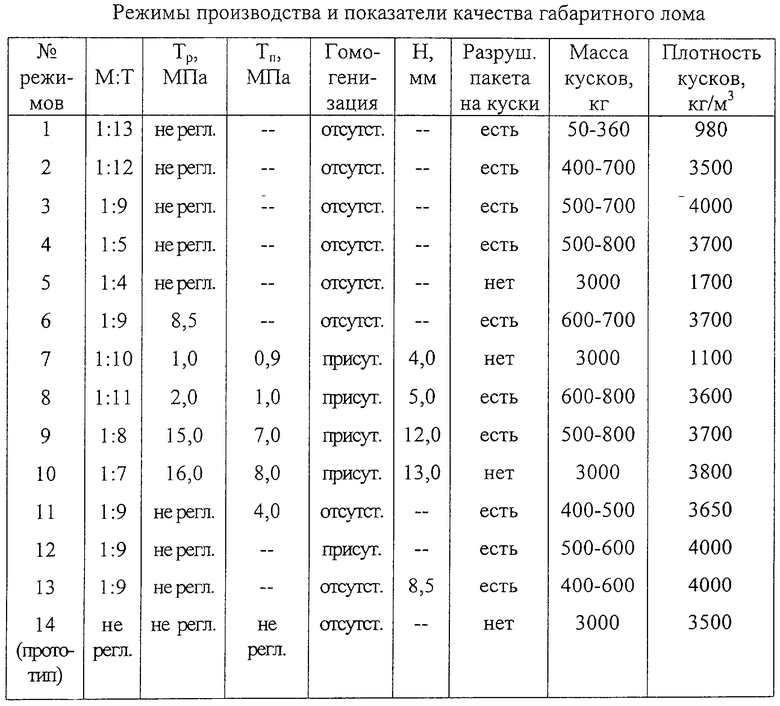
Варианты реализации способа производства габаритного лома и показатели их эффективности приведены в таблице.
Из данных, представленных в таблице, следует, что при реализации предложенного способа (режимы 2-4, 6, 8, 9, 11-13) обеспечивается получение за один цикл пакетирования нескольких габаритных кусков с высоким показателем плотности. В случаях запредельных значений заявленных параметров либо отсутствует разрушение пакета (режимы 5, 7, 10), либо пакет разрушается на мелкие негабаритные куски (режим 1). Разрушение пакета отсутствует также при реализации способа-прототипа (режим 14).
Технико-экономические преимущества предложенного способа состоят в том, что реализация условий, приводящих к саморазрушению пакета на габаритные куски заданной массы, позволяет за один цикл пакетирования получить сразу несколько несколько кусков лома, более полно загрузить производственные мощности копрового цеха и обеспечить сталеплавильные агрегаты кусковым ломом. В качестве базового объекта принят способ-прототип. Использование предложенного способа позволит повысить рентабельность производства габаритного лома на 5-7%.
Источники информации
1. Авт.свид. СССР 1375475, МПК В 30 В 9/32, 1988.
2. Авт.свид. СССР 1806939, МПК В 30 В 9/32, 1993.
3. С. Ф. Чукмасов и др. Пакетирование стального лома. - Киев, Техника, 1967, с.27, 95-98 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАКЕТИРОВАНИЯ ЛОМА И ОТХОДОВ ЧЕРНЫХ МЕТАЛЛОВ | 2006 |
|
RU2329311C2 |
| ПРЕСС ПАКЕТИРОВОЧНЫЙ | 1970 |
|
SU284661A1 |
| Пресс пакетировочный | 1982 |
|
SU1052427A1 |
| Устройство для пакетирования | 1987 |
|
SU1602747A1 |
| Пресс пакетировочный на передвижной платформе | 1983 |
|
SU1074736A1 |
| МОБИЛЬНО-СТАЦИОНАРНЫЙ КОМПЛЕКС ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ КОНТЕЙНЕРНОГО ИСПОЛНЕНИЯ | 2005 |
|
RU2291003C1 |
| УСТРОЙСТВО И СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛООТХОДОВ В ПАКЕТЫ | 2012 |
|
RU2585609C2 |
| Способ получения пакетов из лома по форме внутреннего пространства электропечи и устройство для его осуществления | 1984 |
|
SU1167037A1 |
| Пакетировочный пресс | 1978 |
|
SU867663A1 |
| Пресс пакетировочный | 1976 |
|
SU632582A1 |
Изобретение относится к металлургии, конкретнее к переработке вторичных металлов на пакетировочном прессе для их последующего использования в сталеплавильном производстве. Способ включает загрузку в камеру прессования пакетировочного пресса смеси мягкого лома с жестким, последовательное трехкоординатное прессование пакета в форме параллелепипеда за три ступени с помощью плоских штемпелей и последующее выталкивание пакета по склизу на приемную площадку. Пакетированию подвергают смесь с соотношением масс мягкого и твердого лома в пределах 1:5-12, и на завершающей ступени прессование пакета ведут с рабочим удельным давлением 2-15 МПа. Изобретение позволяет получать за один цикл пакетирования несколько габаритных кусков. 4 з.п.ф-лы, 1 табл.
| ЧУКМАСОВ С.Ф | |||
| и др | |||
| Пакетирование стального лома | |||
| - Киев: Техника, 1967, с.27, с.95-99 | |||
| Способ брикетирования металлической стружки | 1986 |
|
SU1375475A1 |
| SU 1806939 А1, 07.04.1993 | |||
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2000 |
|
RU2175019C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПЛАВЛЕННЫХОГНЕУПОРОВ | 0 |
|
SU275816A1 |
