Изобретение относится к области изготовления электроплавленных огнеупоров и может быть использовано в стекольной промышленности.
Известная установка для изготовления элек- 5 тронлавленных огнеуноров содержит электроплавильную печь, форму, туннельную печь для отжига, а также механизмы для загрузки печи и передвижения тележки.
С целью повышения производительности и 10 качества изделий, предлагаемая установка выполнена с вибрируемой площадкой, на которой установлена сборно-разборная форма, а перед туннельной печью смонтирован на монорельсовом нути механизм захвата и подачи 15 брусьев. Для ускорения сборки и разборки формы на ее крышке шарнирно закреплены рычаги с зубчатой рейкой, взаимодействующей с цепью, которая соединена посредством углового рычага с подпружиненной тягой, приво- 20 ДИМОЙ в действие с помощью зубчатого сектора. С целью безаварийной транспортировки и ориентации отформованных брусьев, механизм захвата и подачи брусьев выполнен в виде рычажного, установленного на тележке захвата, 25 щарнирно соединенного со страховочным упором, который также шарнирно соединен со стойкой, закрепленной на тележке. Кроме того, для остановки механизма захвата и подаИ брусьев на его тележке смонтирован ново- 30
ротный рычаг с магнитом, взаимодействующий с унором монорельсового пути.
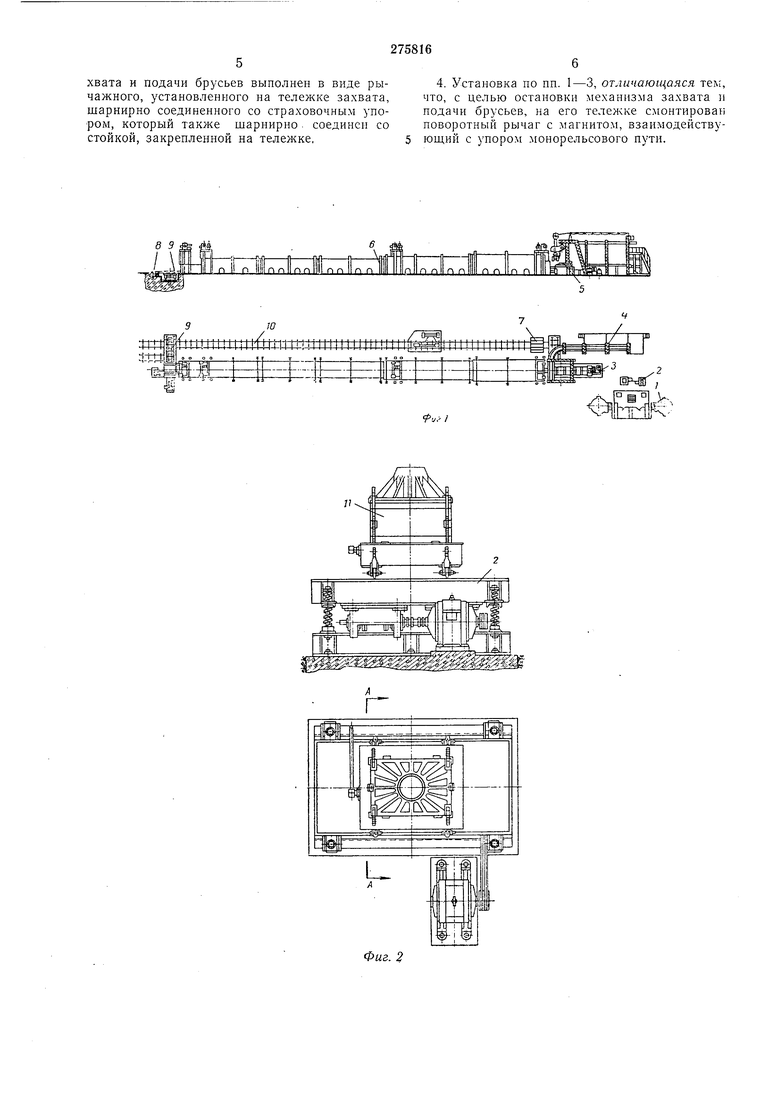
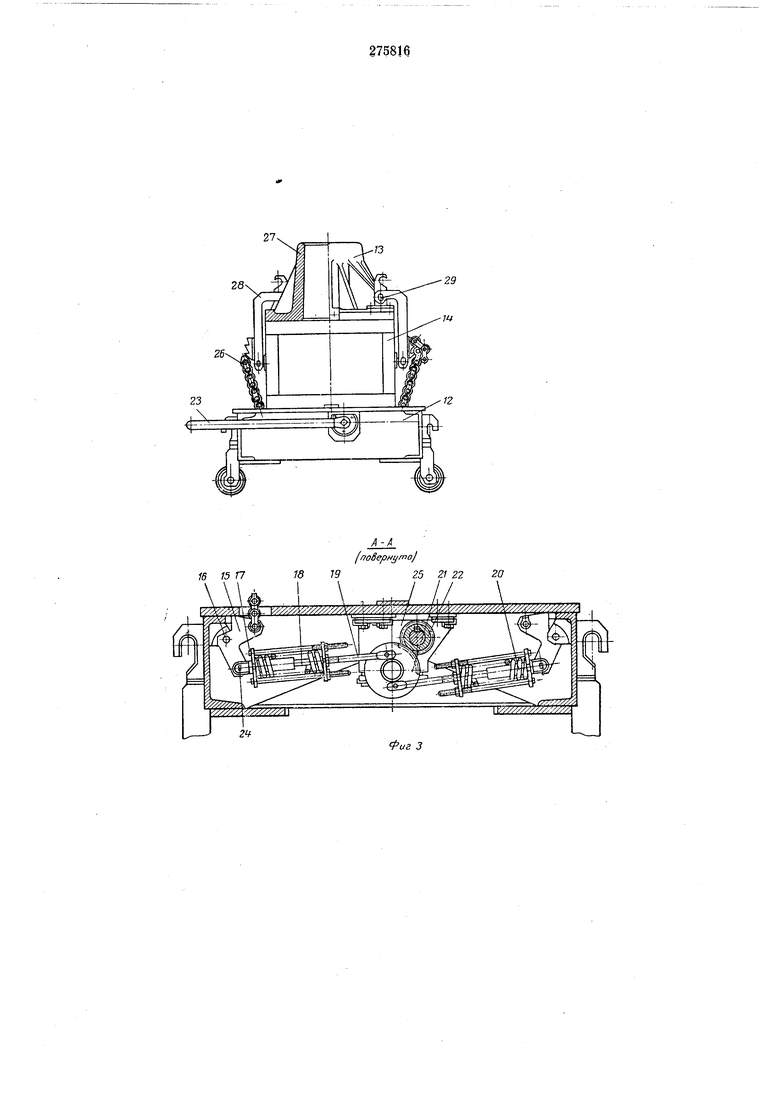
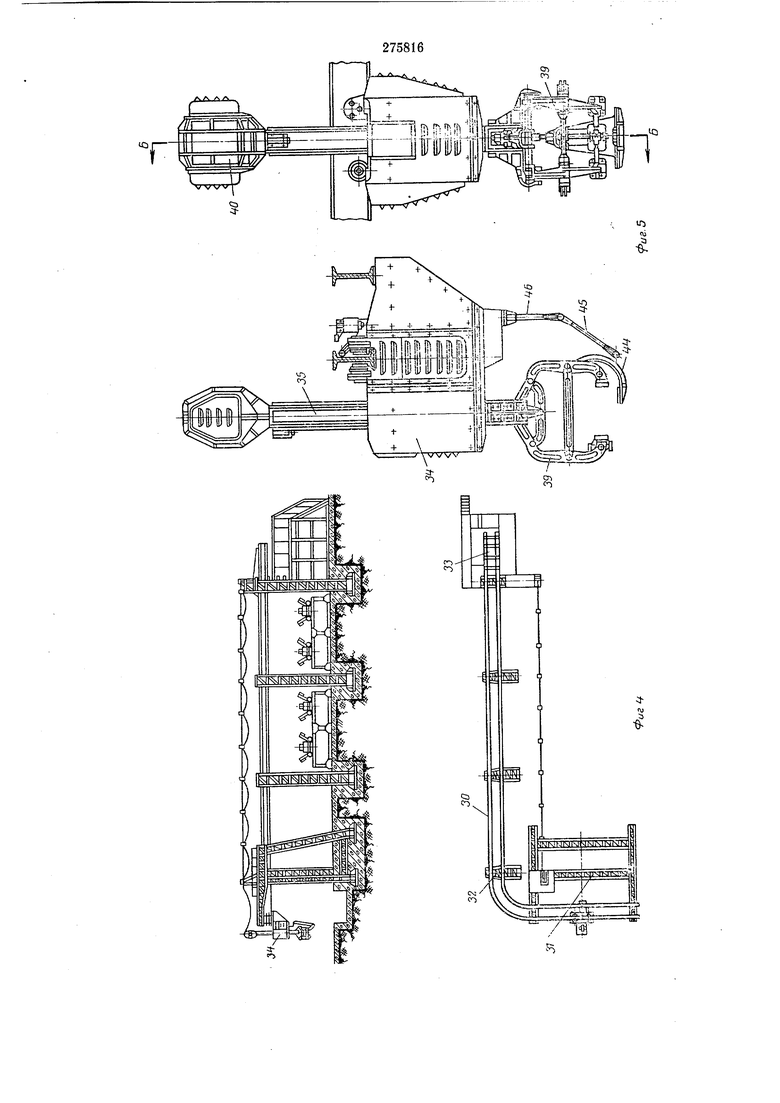
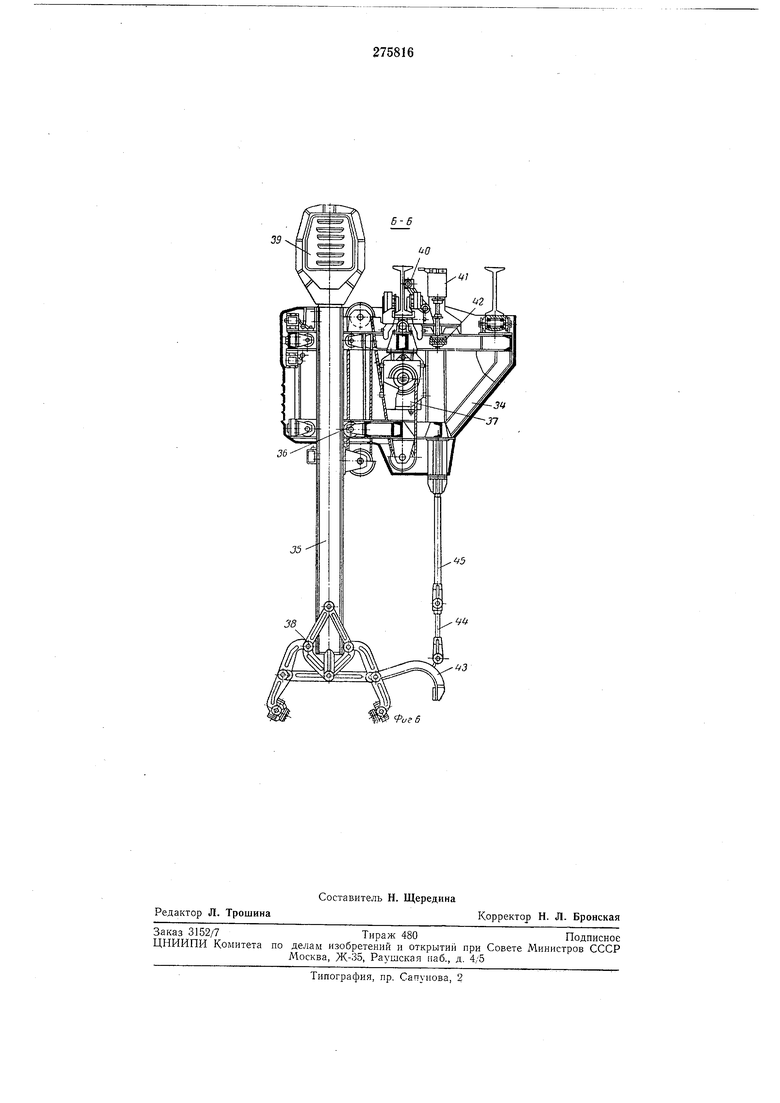
На фиг. 1 изображена описываемая установка; на фиг. 2 - вибратор со сборно-разборной формой; на фиг. 3 -- узел захвата формы и разрез по А-А фиг. 2; на фиг. 4 - механизм захвата и подачи брусьев; на фиг. 5 - ходовая тележка указанного механизма; на фиг. 6 - разрез но Б-Б фиг. 5.
Установка содержит электроплавильную печь 1, вибратор со сборно-разборной формой 2, толкатель 3, механизмы; 4 - захвата и подачи брусьев и 5 - их досылания, туннельную печь 6 отжига, тележку 7, механизмы: 8 - откатки тележки и 9 - перемещения каретки и обгонный путь 10.
На вибраторе 2 с помощью фиксирующих упоров установлена сборно-разборная форма 11, состоящая из основания 12, крышкн 13 и плиты 14 жаропрочного материала. Основание содержит четыре рычага 15, поворачивающихся на осях 16, кронштейн 17 с направляющей втулкой, шток 18 с фланцем, тягу 19, пружину 20, зубчатый сектор 21, вал 22 с шестерней и рукоятку 23. Кронштейн 17 связан с рычагом 15 осью 24. Зубчатый сектор 21 и вал 22 смонтированы в корпусе 25, который крепится к раме основания, а к рычагу 15 крепится втулочно-роликовая цепь 26 определенной длины. Крышка 13 состоит из собственно крышки 27 и рычагов-упоров 28 с зубчатой рейкой. Рычаги креиятся к собственно крышке 27 осью 29. Механизм 4 включает монорельсовый путь 30, подвешенный на опорах 31-33, ходовую тележку 34 с приводом, траверсу 35, которая может перемешаться вверх-вниз в направляюШ.ИХ роликах 36 от привода 37, рычал ный захват 38, укрепленный на траверсе 35, механизм 39 зажима и роспуска, поворотный рычаг 40 точной остановки с магнитом 41 и грузом 42 и страховочный упор 43, шарнирно связанный с рычажным захватом 38,. а через рычаг 44 - со стойкой 45, жестко закрепленной на 15 тележке 34. Работает установка следующим образом. На основании 12 собирают форму из плит 14, на которую надевают крышку 13. При этом рычаги-упоры 28 откинуты на верх собственно крышки 27. Затем рычаги-упоры с зубчатой рейкой опускают в рабочее положеиие, накидывают на зубья рейки цепь 26 и поворачивают рукоятку 23 на 180°, сдавливая плиты между собой и прижимая их к основанию. При 25 повороте рукоятки поворачивается вал 22 с шестерней, а тем самым и зубчатый сектор 2L Поворачиваясь, сектор через тягу 19, соединенную со штоком 18, пружину 20 и кронштейн 17 с направляющей втулкой поворачивает зо рычаг 15 вокруг оси 16, натягивая цепь 26. В конце поворота зубчатого сектора ось, соединяющая его с тягой, проходит мертвую точку и под действием пружины 20 через тягу продолжает поворот зубчатого сектора 21. По- 35 Следний стопорится неподвижным упором, смонтированным на корпусе 25. Таким образом происходит самозаиирание зажимов формы. Отвибрированный брус со сборно-разборочной формой 2 транспортируется электропо- 40 грузчиком на участок разборки форм. После разборки формы оголенный брус огнеупора захватывается механизмом захвата и подачи брусьев 4 и транспортируется к месту загрузки брусьев в туннельную печь 6 отжига, где 45 он устанавливается на тележку 7. Захват осуществляется следующим образом. В исходном положеиии рычажный захват 38 разведен, траверса 35 с захватом находится в верхнем положении. В таком состояиии механизм приходит на позицию захвата бруса огиеупора. Привод 37 опускает траверсу с разведенным захватом 38 в нижнее положение. При этом страховочный упор 43 под действием рычага 44 отводится в крайнее верхнее поло- 55 жение и не препятствует захвату 38 опуститься на брус огнеупора. Далее механизм 39 зажима и роспуска 39 отпускает захват 38 и последний сжимает брус огиеупора с точно определенным усилием, зависящим от веса захвата. Затем осуществляется подъем траверсы 35 с зажатым брусом огнеупора в верхнее положение. При этом раиее отведенный в сторону страховочный упор автоматически подводит510 20 50 60 механизм захвата и подачи брусьев электроплавленного огнеупора транспортирует брусья на позицию загрузки их в печь. При отключении привода ходовой тележки 34 над позицией загрузки брусьев в печь подается напряжение на электромагнит 41, который выбрасывает поворотный рычаг 40. Последний останавливает ходовую тележку. Траверса 35 опускается, страховочный упор 43 отводится, брус огнеупора устанавливается иа тележку 7, механизм 39 разводит захват 38, освобождая брус, и траверса 35 поднимается. При включении привода ходовой тележки электромагнит 41 обесточивается и рычаг 40 возвращается в исходное положение с помощью груза 42. Возвращаясь в исходное положение за очередным брусом, механизм 4 сообщает команДУ иа открывание передиего щибера печи 6, после чего брус огнеупора механизмом 5 передвигается в печное пространство. Передний щибер печи 6 закрывается. После того как загружены щесть брусьев огиеупора, толкателем 3 передвигаются тележки 7. Пройдя все зоны отжига, тележка 7 с брусьями огнеупора выкатывается механизмом 8 из печи 6 и закатывается на каретку механизма 9 перемещения. Каретка механизмом 9 перемещается на обгонный путь 10. После снятия с тележки 7 брусьев последняя приводом обгонного пути перемещается к переднему торцу печи б. Предыдущая тележка. которая находилась на обгонном у переднего торца печи 6, закатывается на каретку, а транспортируемая тележка становится на ее Механизм 9 транспортирует переднюю каретку с тележкой 7 с обгонного пути к месту загрузки брусьев огнеупора в печь 6. Предмет изобретения 1. Установка для изготовления электроплавлениых огнеупоров, содержащая электроплавильную печь, форму, туннельную печь для отжига, мехаиизмы для загрузки печи и передвижения тележки, отличающаяся тем, что, с целью повышения производительности и качества изделий, она выполнена с вибрируемой площадкой, на которой установлена сборноразборная форма, а перед туннельной печью смонтирован на монорельсовом пути механизм захвата и подачи брусьев, 2. Установка по п. 1, отличающаяся тем, что, с целью ускорения сборки и разборки формы, на ее крыщке щарнирно закреплены рычаги с зубчатой рейкой, взаимодействующей с цепью, соедииенной посредством углового рычага с подпружиненной тягой, приводимой в действие с помощью зубчатого сектора. 3. Установка по п. 1, отличающаяся тем, что, с целью безаварийной транспортировки и орихвата и подачи брусьев выполнен в виде рычажного, установленного на тележке захвата, шарнирно соединенного со страховочным упоpOiM, который также шарнирно . соединен со стойкой, закрепленной на тележке,5 4. Установка по пп. 1-3, отличающаяся тем, что, с целью остановки механизма захвата и подачи брусьев, на его тележке смонтирован поворотный рычаг с магнитом, взаимодействующий с упором монорельсового пути.

| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ СТЕКЛОПАНЕЛЕЙ«п ';А 1C.: ••-.'•- ^с А '10^.. - • 't СА*!;; "С Ь-.' -'>& ••iЕНБЛйСТг:^^ | 1964 |
|
SU165873A1 |
| ВАКУУМНАЯ ПЛАВИЛЬНАЯ ЭЛЕКТРОПЕЧЬ | 1972 |
|
SU342036A1 |
| УСТРОЙСТВО для ПЕРЕГРУЗКИ ШТУЧНЫХГРУЗОВИАТЕНТНО-Т[Ш-"-:НАНБИЬЛИО | 1970 |
|
SU280321A1 |
| ГРУЗОПОДЪЕМНЫЙ КРАН | 1968 |
|
SU206825A1 |
| ПАТЕНТНО-ТЕХНИЧЕ;БИБЛИОТЕКА | 1970 |
|
SU284291A1 |
| БЕТОНООТДЕЛОЧНАЯ МАШИНА, ИСПОЛЬЗУЕМАЯ ПРИ СТРОИТЕЛЬСТВЕ ДОРОЖНОГО ПОКРЫТИЯ | 1967 |
|
SU196077A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ КИРПИЧА-СЫРЦАПИЕЙТ^Ш-ча;-JiSE. шБИБЛИОТЕКА | 1971 |
|
SU301279A1 |
| МАГАЗИННЫЙ БУНКЕР | 1970 |
|
SU281883A1 |
шптп1шзд
, ш У Й1ьЬк
v./ Ш4 т пггт:г1111 1111
я
27
28
7925 21 22
15 Л
А-А повернуто/
20
Фиг 3
Б-6
3
и::6
