Изобретение относится к ядерной энергетике и может найти применение при изготовлении тепловыделяющих элементов (ТВЭЛ) для ядерного реактора.
Известна установка автоматической линии подготовки оболочек к снаряжению ТВЭЛа в составе автоматической линии изготовления ТВЭЛ, включающая наклонный реечный стол, вдоль которого в технологической последовательности размещены механизмы отрезки трубок в размер оболочки для ТВЭЛа, контроля длины трубки-оболочки, калибровки одного конца трубки-оболочки, примыкающие к наклонному столу смежные ванны обезжиривания, промывки и сушки наружной и внутренней поверхностей трубок-оболочек, примыкающий к ваннам реечный наклонный стол, вдоль которого в технологической последовательности размещены механизмы запрессовки заглушки в калиброванный конец трубки-оболочки, взвешивания оболочки и установку электронно-лучевой сварки заглушки к оболочке (см. патент Российской Федерации 2070740, МПК G 21 С 21/02 от 17.5.94 г., опубл. 20.12.1996 г.).
Недостатками установки подготовки оболочки к снаряжению является то, что:
1) не исключался брак при отрезке трубки в размер оболочки;
2) не исключался брак на механизме калибровки одного конца трубки-оболочки;
3) трубки-оболочки имеют длину 4 метра и практически нулевую осевую жесткость, что при перемещении из ванны в ванну и по ванне при обезжиривании, промывке и сушке последних не исключалось их повреждение, искривление и вывод в брак;
4) не исключался брак при сварке заглушки к оболочке.
Наиболее близкой по техническим условиям и достигаемому эффекту является установка подготовки оболочек к снаряжению в составе автоматической линии изготовления ТВЭЛ, включающая наклонный реечный стол, вдоль которого в технологической последовательности размещены механизмы отрезки трубок в размер оболочки для ТВЭЛа, контроля длины трубки-оболочки, калибровки одного конца трубки-оболочки, примыкающие к наклонному столу смежные ванны обезжиривания, промывки и сушки наружной и внутренней поверхностей трубок-оболочек, примыкающий к ваннам наклонный реечный стол, вдоль которого в технологической последовательности размещены механизмы запрессовки заглушки в калиброванный конец трубки-оболочки, взвешивания оболочки и установку электронно-лучевой сварки заглушки к оболочке, (см. патент РФ 2145449 по заявке 97118139 от 30.10.1997 г., опубл. 10.02.2000 г., МПК7 G 21 С 21/02). В установке-патенте 21454409 недостатки по п.1, 2, 4 устранены.
В установке автоматической линии смежные ванны обезжиривания, промывки и сушки трубок-оболочек ТВЭЛа снабжены валами, установленными в ваннах с приводами их вращения и параллельными дисками с ложементами для трубок-оболочек, по образующей которых в нижней и средней частях дисков установлены стопорные дуги из полимерного материала, форсунками подачи жидкости внутрь трубок-оболочек и форсунками продувки сжатым воздухом, установленных на торцах ванны обезжиривания и промывки, и форсунками подачи горячего воздуха внутрь трубок-оболочек соосно трубкам-оболочкам, механизмами передачи трубок-оболочек из ванны в ванну в виде вилок на валах, размещенных в каждой ванне с приводами их поворота.
Выполнение из полимерного материала стопорных дуг и размещение их в ваннах обезжиривания, промывки и сушки оболочек ТВЭЛ исключает повреждение поверхности оболочек ТВЭЛ при их перемещении в ваннах обезжиривания промывки и сушки, однако при перемещении оболочек ТВЭЛ из ванны в ванну с помощью вилок не исключено повреждение оболочек при их укладке в ложементы дисков, так как трубки-оболочки имеют практически нулевую осевую жесткость и при этом возможен сдвиг концов трубок-оболочек относительно соосных ложементов параллельных дисков, размещение одного из концов трубки-оболочки в соседнем ложементе, вызывающем недопустимое искривление трубки-оболочки при вращении дисков и взаимодействии трубки-оболочки со стопорной дугой.
Технической задачей изобретения является повышение выхода годных трубок-оболочек.
Эта техническая задача решается тем, что в установке автоматической линии обезжиривания, промывки и сушки трубок-оболочек тепловыделяющих элементов в смежных ваннах, снабженных параллельными дисками с ложементами для трубок-оболочек с приводами вращения, со стопорными дугами из полимерного материала по бокам и в нижней части ванн, форсунками подачи жидкости и горячего водорода во внутрь трубок-оболочек и поворотными вилками передачи трубок-оболочек с наклонного стола в ванну, из ванны в ванну и из ванны на наклонный стол, согласно изобретению на поворотных вилках передачи трубок-оболочек с наклонного стола в ванну обезжиривания, из ванны обезжиривания в ванну промывки, из ванны промывки в ванну сушки и из ванны сушки на наклонный стол закреплены прижимающие пружинные элементы, ограничивающие изгиб и ход движения концов трубки-оболочки при позицировании ее в соответствующие соосные ложементы на позициях укладки трубок-оболочек в ваннах обезжиривания, промывки и сушки, выполненных из коррозионно-стойкого материала Г-образной формы, у которого один конец прижимающего пружинного элемента закреплен к поворотной вилке, а другой конец углом раствора к поворотной вилке подвижно размещен в сквозной прорези, выполненной в поворотной вилке.
Другим отличием является то, что в качестве коррозионно-стойкого материала использована нержавеющая сталь, покрытая полимерным материалом.
Такое выполнение на вилках прижимных пружинных элементов, ограничивающих изгиб и ход движения концов трубки-оболочки при позицировании ее в соответствующие соосные ложементы на позициях укладки трубок оболочек в ваннах обезжиривания, промывки и сушки, позволит повысить выход годных трубок-оболочек за счет исключения брака на ваннах обезжиривания, промывки и сушки.
На чертежах представлена установка автоматической линии обезжиривания, промывки и сушки трубок-оболочек ТВЭЛ, где:
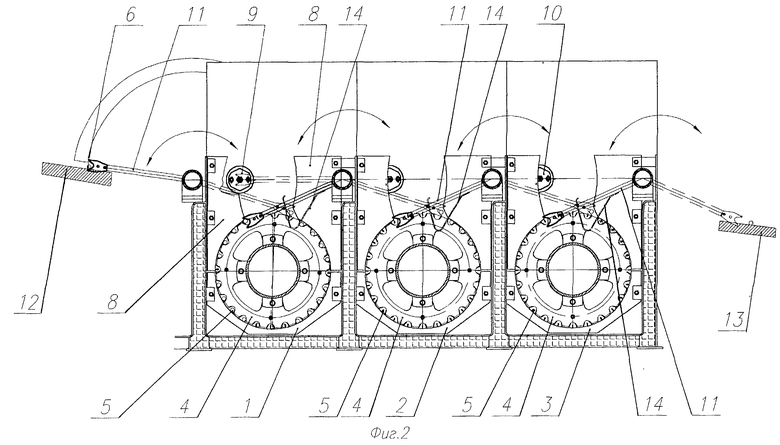
на фиг 1 - вид сбоку на установку,
на фиг 2 - вид с торца на установку,
на фиг 3 - участок ложементов установки и вилка с прижимным пружинным элементом.
Установка автоматической линии обезжиривания, промывки и сушки трубок оболочек ТВЭЛ в смежных ваннах 1, 2, 3, снабженных для всех ванн параллельными дисками 4 с ложементами 5 для трубок-оболочек 6 с приводами вращения 7, со стопорными дугами 8 из полимерного материала по бокам и в нижней части ванн 1, 2, 3, форсунками 9 подачи жидкости, форсунками 10 подачи горячего воздуха во внутрь трубок-оболочек 6 и поворотными вилками 11 передачи трубок-оболочек 6 из ванны в ванну.
На первой, второй, третьей и четвертой поворотных вилках 11 передачи трубок-оболочек 6 с наклонного стола 12 в ванну 1 обезжиривания, из ванны 1 обезжиривания в ванну 2 промывки, в ванну 3 сушки и из ванны 3 сушки на наклонный стол 13 закреплены прижимающие пружинные элементы 14, ограничивающие изгиб и ход движения концов трубки-оболочки 6 при позицировании ее в соответствующие соосные ложементы 5 на позициях укладки трубок-оболочек 6 в ваннах обезжиривания 1, промывки 2 и сушки 3, выполненных из коррозийно-стойкого материала Г-образной формы, у которого один конец прижимающего пружинного элемента 14 закреплен к поворотной вилке 11, а другой конец углом раствора к поворотной вилке 11 подвижно размещен в сквозной прорези 15, выполненной в поворотной вилке 11. В качестве коррозионно-стойкого материала использована нержавеющая сталь, покрытая полимерным материалом.
В установке автоматической линии обезжиривание, промывку и сушку трубок оболочек 6 в смежных ваннах 1, 2, 3 осуществляют следующим образом. С наклонного стола 12 первой поворотной вилкой 11 трубка-оболочка 6 переносится в ванну 1, где укладывается в соосные ложементы 5 на параллельных дисках 4, вращение которых осуществляется приводами вращения 7. В момент укладки трубки-оболочки 6 в соосные ложементы 5 трубка-оболочка 6 прижимается пружинным фиксатором 14, ограничивающим изгиб и ход движения концов трубки-оболочки 6, благодаря чему трубка-оболочка 6 точно ложится в соосные ложементы 5. Прижимной пружинный элемент 14 выполнен из нержавеющей стали, покрытой полимерным материалом и во время прижима один его свободный конец может перемещаться в сквозной прорези 15, благодаря чему трубке-оболочке 6 повреждений при прижиме не наносится. При вращении дисков 4 трубка-оболочка 6 перемещается между стопорной дугой 8 из полимерного материала и ложементами 5 через ванну 1 обезжиривания. В ванну 2 трубка-оболочка 6 переносится второй поворотной вилкой 11, укладывается в ложементы 5 с одновременным прижимом прижимным пружинным элементом 14, а процесс перемещения трубки-оболочки 6 и промывку в ванне 2 осуществляют аналогичным образом, что и в ванне 1. Через форсунку 9 промывают внутреннюю полость трубки-оболочки 6. В ванну 3 сушки трубка-оболочка 6 переносится третьей поворотной вилкой 11, укладывается в ложементы 5 с одновременным прижимом прижимным пружинным элементом 14, а сушку с одновременным перемещением трубки-оболочки 6 по ванне 3 осуществляют аналогично перемещению по ванным 1, 2.
Сушку внутренней полости трубки-оболочки осуществляют через форсунку 10 подачи горячего воздуха. Установка прошла производственные испытания и получен положительный результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2246770C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 1999 |
|
RU2170463C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2003 |
|
RU2244356C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2195723C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216801C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231836C2 |

Установка автоматической линии обезжиривания, промывки и сушки трубок-оболочек тепловыделяющих элементов (ТВЭЛ) предназначена для использования в изготовлении ТВЭЛов для ядерного реактора. Установка содержит поворотные вилки передачи трубок. На поворотных вилках закреплены прижимающие пружинные элементы. Последние ограничивают изгиб и ход движения концов трубки-оболочки при позиционировании ее в соответствующие соосные ложементы. В качестве коррозионно-стойкого материала использована нержавеющая сталь. Последняя покрыта полимерным материалом. Обеспечивается повышение выхода годных трубок-оболочек. 1 з.п.ф-лы, 3 ил.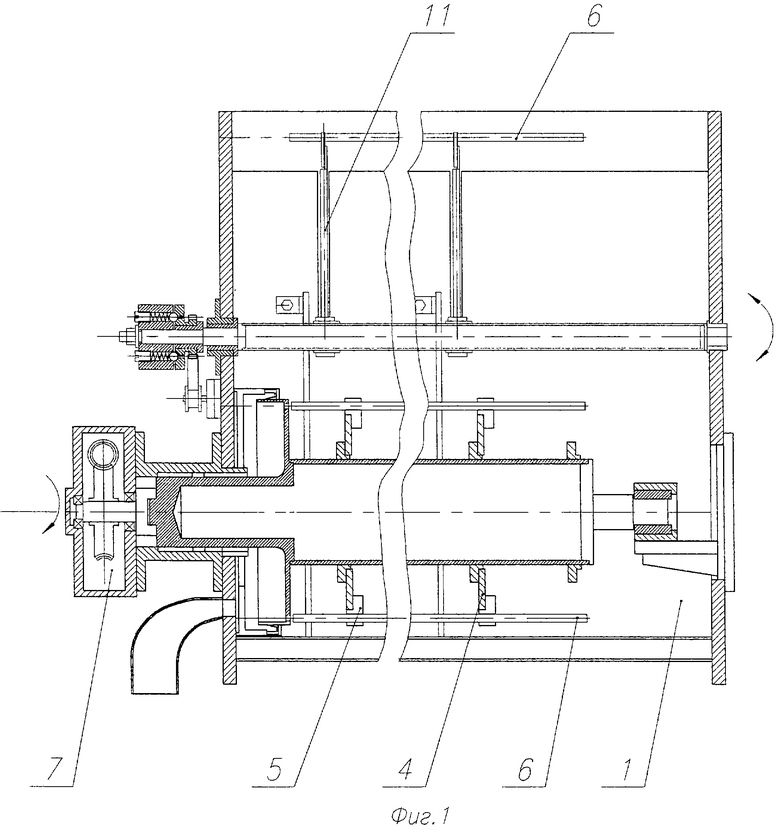
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| ВСЕСОЮЗНАЯ Ьт1НТаО-т[Шг;г1т | 0 |
|
SU361794A1 |
| US 3978194 A, 31.08.1976. | |||
