Изобретение относится к обработке металлов давлением и может быть использовано при штамповке панелей с односторонним рельефом.
Цель изобретения - сокращение расхода металла, снижение трудоемкости и уменьшение энергозатрат и расширение диапазона типоразмеров получаемых деталей путем обеспечения свободного течения металла в зонах больших степеней деформаций.
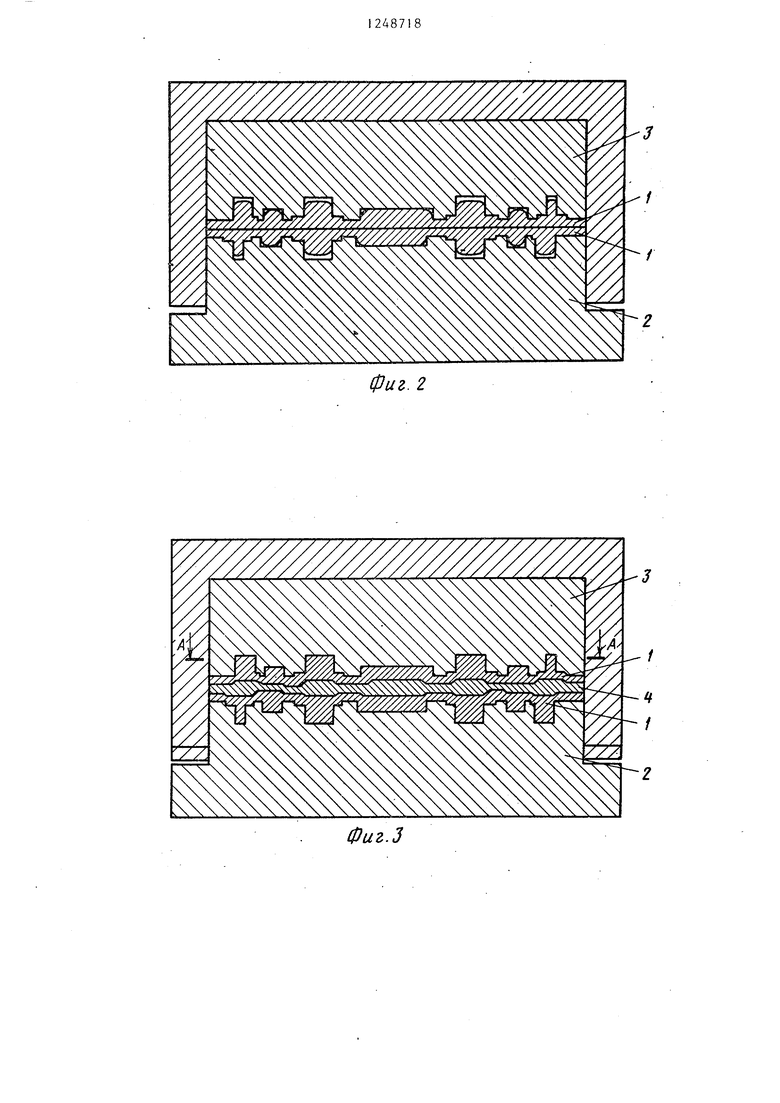
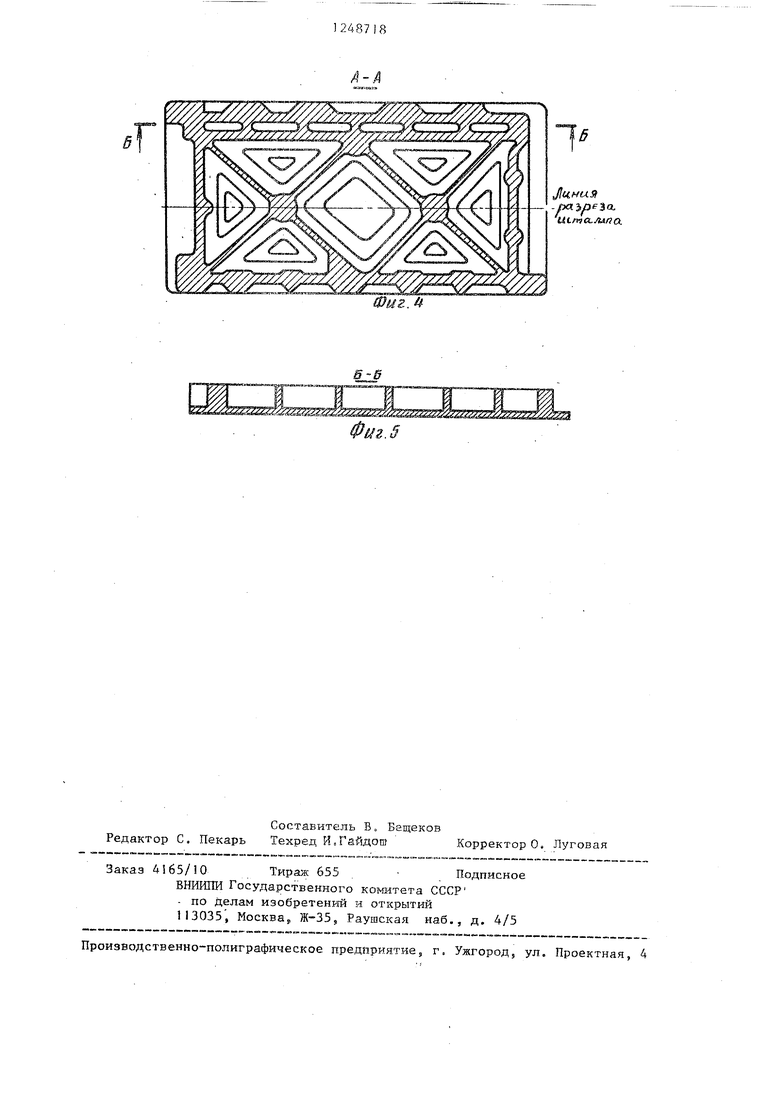
На фиг. 1 показано положение штампа перед штамп,Ьвкой;на фиг. 2 - первая стадия деформирования заготовок; на фиг. 3 - вторая стадия деформирования заготовок с установленной между ними пластиной переменного сечения; на фиг. 4 - сечение А-А на фиг. 3 (вид получаемой детали); на фиг„ 5 - сечение Б-Б на фиг. 4.
Способ осуществляют следующим образом.
Заготовки 1 покрьгоают смазкой и размещают в нижней половине штампа 2, производят -их,нагрев, после чего опускают верхнюю половину штампа 3 и прикладьгоают к заготовкам деформирующее усилие, производят формирование рельефа на поверхностях заготовок (фиг.2), при этом зона рельефа в местах больших степеней деформаций оформляется лишь частично, тогда как зона рельефа в местах меньших степеней деформаций оформляется в большей степени. Усилие деформирования на этом этапе выбирают обеспечивающим возникновение такого направленного. состояния металла, при котором величина напряжений не превьшгает величины предела прочности материала при данной температуре, но превьш1ает предел его текучести, что исключает возникновение разрывов в местах больших степеней деформации.
Затем осуществляют вторуш стадию деформирования заготовок (фиг. 3), для чего мезнду поверхностями соприкосновения заготовок со сторон, противоположных формированию рельефа, размещают вкладьш 4, выполненный с переменным рельефом (фиг. З) з материала с большим пределом прочности, чем материал заготовок 1 при
температуре их деформирования. После чего опускают верхнюю половину штампа 2 и таким образом прилагают деформирующее усилие локально в зо- нах сформированных выступов, осуществляя тем самым окончательное оформ- - ление рельефа.
Пример. Штампуют панель с односторонним, несимметричным и не- равномерным рельефом (фиг. 4). Толщина .полотна панели составлйет 6 мм, высота рельефа 10 мм, неравномерность местных утолщений по площади в плане колеблется от 12 до 56 мм . Габаритные размеры панели в плане
210320 мм. Материал панели - магниевый еплав МА2-1. Температура деформирования 420 С.
Деформируют заготов си с габарит- ными размерами 8«210«320 мм. После приложения нагрузки в течение заданного времени детали снимаются и охлаждаются. Замеряется величина незаполнения рельефа в различных зонах. В данном примере незаполнение наблюдается по всему рельефу, где площадь утолщений превьшзает 12 мм в плане. Причем-незаполнение в зонах с площадью сечения в.плане 12 мм составляет 2 мм, в зонах с площадью 28 мм - 4 мм и в зонах с площадью 56 мм - 5 мм.
Пластина переменного сечения изготавливается с учетом этих -размеров. Площадь увеличенной толщины пластины должна соответствовать площади утолщения в плане. После установления размеров пластины переменного сечения процесс ведется без снятия деталей после предварительного деформирования.
После деформирования с .пластиной переменной толщины на противоположной рельефу стороне панели образуются углубления известной величины, которые можно выровнять дополнительным приложением нагрузки или учесть при назначении припуска на эту сторону. Для получения ровных поверхностей на обоих панелях устанавливают между ними пластину постоянного сечения и прикладывают нагрузку.
45
50
Фи. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки панелей с односторонним рельефом из малопластичных материалов | 1987 |
|
SU1579620A1 |
| Способ штамповки панелей с односторонним рельефом из высокопластичных материалов | 1987 |
|
SU1581454A1 |
| Способ изготовления турбинных и компрессорных лопаток | 1984 |
|
SU1181772A1 |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ШТАМПОВАННЫХ ЗАГОТОВОК ТИПА СТАКАНОВ И ЧАШ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННОГО СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2514531C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
| Способ изготовления лезвийных рабочих органов сельскохозяйственных машин | 1988 |
|
SU1708486A1 |
Фиг.З
JIUHUS
истл/апа.
Фиг.
.5
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ С ОДНОСТОРОННИМ | 0 |
|
SU394149A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
