Изобретение относится к смазочным материалам, в частности к водно-графитовым составам и может быть использовано в качестве смазочного покрытия заготовки перед нагревом и при последующей горячей обработке давлением металлов, сталей и сплавов.
Из уровня техники известна смазка для горячей обработки металлов давлением, содержащая графит, хлорид натрия, карбонат щелочного металла, в частности, натрия, гидроокись натрия, сульфанол, лигносульфонат, тринатрийфосфат и воду (SU 1558961, С 10 М 173/02). Смазка не обеспечивает теплозащитных свойств при нагреве заготовок при температуре выше 800°С.
Ближайшим аналогом из уровня техники является смазка для горячей обработки металлов давлением, содержащая графит, глину и воду (SU 9941416, 07.07.1982, МПК6 С 10 М 173/02, столбец 1, кол.10-20 описания). Недостатки смазки - не обеспечивает ровного покрытия на поверхности заготовки при ее нагреве выше 1000°С и обладает абразивным действием после просушивания.
Технический результат изобретения заключается в обеспечении взрыво - и пожаробезопасности смазки, ее экологической чистоты, теплозащитности, хорошей адгезии к поверхности, на которую наносится смазка, хорошей смачиваемости и низкого коэффициента трения, определяющего смазывающие свойства смазки при горячей обработке давлением металлов, сталей и сплавов.
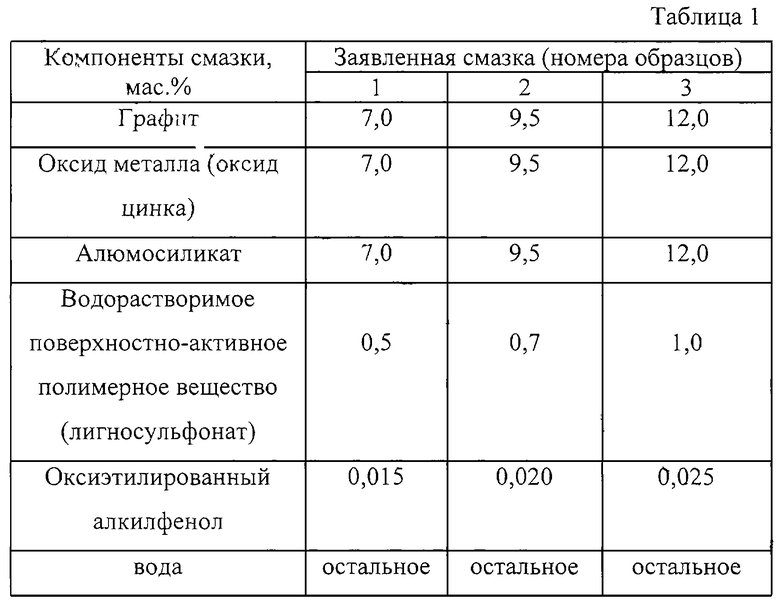
Технический результат достигается тем, что заявленная смазка для горячей обработки металлов давлением, содержащая графит и воду, согласно изобретению дополнительно содержит по меньшей мере один оксид, выбранный из группы: оксид цинка, свинца, кадмия, олова или меди, алюмосиликат, оксиэтилированный алкилфенол и водорастворимое полимерное поверхностно-активное вещество при следующем соотношении компонентов, мас.%: графит 7-12, по меньшей мере один оксид, выбранный из группы: оксид цинка, свинца, кадмия, олова или меди 7-12, алюмосиликат 7-12, оксиэтилированный алкилфенол 0,015-0,025, водорастворимое полимерное поверхностно-активное вещество 0,5-1,0, вода - остальное.
В предпочтительном варианте изобретения в качестве графита смазка содержит графит коллоидный с размерами частиц менее 10 мкм.
В предпочтительном варианте изобретения в качестве водорастворимого поверхностно-активного вещества смазка содержит поливиниловый спирт.
Графит в количестве 7-12 мас.% в сочетании с оксидом металла в количестве 7-12 мас.% образует твердый разделительный слой. При длительном нагреве оксид цинка, свинца, кадмия, олова или меди предохраняет графит от выгорания. Графит используют коллоидный с размерами частиц менее 10 мкм.
Алюмосиликат в количестве 7-12 мас.% введен для повышения теплозащитных свойств.
Водорастворимое полимерное поверхностно-активное вещество в количестве 0,5-1,0 мас.% и оксиэтилированный алкилфенол в количестве 0,015-0,025 мас.% смачивают поверхность обрабатываемого металла или сплава и стабилизируют твердые компоненты в водной суспензии.
Нижеприведенные примеры заявленной смазки подтверждают, но не ограничивают ее использование в промышленности.
Предлагаемую смазку готовят следующим образом. В процессе измельчения графита вводят оксид металла - оксид цинка, алюмосиликаты, водорастворимое полимерное поверхностно-активное вещество - поливиниловый спирт, оксиэтилированный алкилфенол и воду. Полученную смесь перемешивают до получения однородной массы. Смазка взрыво- пожаробезопасна, не выделяет дыма, т.е. является экологически чистой, обладает хорошими теплозащитными и смазывающими свойствами. В таблице 1 приведена рецептура образцов этих смазок.
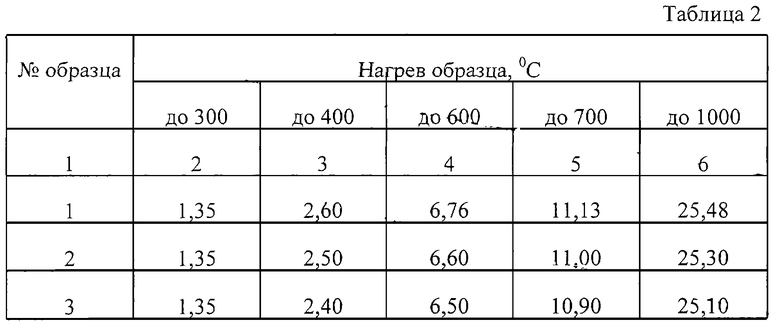
Теплозащитные свойства смазки проверяли в лабораторных условиях на специальном приборе. Определяли зависимость потери массы образца от температуры.
В таблице 2 приведены значения потери массы образца при нагреве до 1000°С.
Смазывающие свойства оценивали по внутреннему диаметру кольцевого образца после осадки с величиной деформации 50%.
Образец с размерами DxdxH=40x20xl4 мм покрывали смазкой и нагревали в электропечи в течение 15 минут до температуры 1120°С. Материал образца - никелевый сплав. Осадку образца осуществляли на электровинтовом прессе. Коэффициент трения μ=f(d,h) определяли по расчетным номограммам.
В производственных условиях, качество смазки определяли визуально по наличию или отсутствию дефектов (трещин) на штамповках.
Заготовки покрывали смазкой и нагревали до Т=1120°С в течение 15-20 минут. Далее штамповали на электровинтовом прессе усилием 1000 т. с.
Результаты испытаний приведены в таблице 3.

Таким образом, предлагаемая смазка обладает взрыво- и пожаробезопасностью, является экологически чистотой, теплозащитностой, имеет хорошую адгезию к поверхности, на которую она наносится, хорошую смачиваемость и низкий коэффициента трения, определяющий смазывающие свойства смазки при горячей обработке давлением сталей и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ЗАГОТОВОК ПРИ ГОРЯЧЕЙ ИЛИ ПОЛУГОРЯЧЕЙ ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2002 |
|
RU2224011C1 |
| СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2003 |
|
RU2232797C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2028374C1 |
| Способ получения композиционного металл-дисперсного покрытия, дисперсная система для осаждения композиционного металл-дисперсного покрытия и способ ее получения | 2020 |
|
RU2746863C1 |
| Способ получения композиционного металл-дисперсного покрытия, дисперсная система для осаждения композиционного металл-дисперсного покрытия и способ ее получения | 2020 |
|
RU2746861C1 |
| Композиционный материал для защиты от внешних воздействующих факторов и способ его получения | 2018 |
|
RU2721323C1 |
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СМАЗОЧНОГО МАТЕРИАЛА "ЛАТОЙЛ-1" ДЛЯ ВОЛОЧЕНИЯ ЛАТУНИРОВАННОЙ ПРОВОЛОКИ | 1998 |
|
RU2139322C1 |
| ПОРОШОК ТИТАНАТА КАЛИЯ И СМАЗОЧНАЯ КОМПОЗИЦИЯ НА ЕГО ОСНОВЕ | 2012 |
|
RU2493104C1 |
| СМАЗКА ДЛЯ ПРИМЕНЕНИЯ ПРИ ГОРЯЧЕЙ ШТАМПОВКЕ | 2007 |
|
RU2497937C2 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2007 |
|
RU2368649C2 |
Использование: в процессе обработки металлов давлением в качестве смазочного покрытия заготовки перед нагревом и при последующей горячей обработке давлением сталей и сплавов. Сущность: смазка содержит в мас.%: графит 7-12, по меньшей мере один оксид, выбранный из группы: оксид цинка, свинца, кадмия, олова или меди 7-12, алюмосиликат 7-12, оксиэтилированный алкилфенол 0,015-0,025, водорастворимое полимерное поверхностно-активное вещество 0,5-1,0, вода - остальное. Предпочтительно в качестве графита смазка содержит графит коллоидный с размерами частиц менее 10 мкм, в качестве водорастворимого поверхностно-активного вещества - поливиниловый спирт. Технический результат - обеспечение взрыво - и пожаробезопасности смазки, ее экологической чистоты, теплозащитности, хорошей адгезии к поверхности, на которую наносится смазка, хорошей смачиваемости и низкого коэффициента трения, определяющего смазывающие свойства смазки. 2 з.п.ф-лы, 3 табл.
Графит 7-12
По меньшей мере один оксид, выбранный из группы: оксид цинка, оксид свинца, оксид кадмия, оксид олова или оксид меди 7-12
Алюмосиликат 7-12
Оксиэтилированный алкилфенол 0,015-0,025
Водорастворимое полимерное поверхностно-активное вещество 0,5-1,0
Вода Остальное
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1994 |
|
RU2068874C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2065485C1 |
| Смазочный материал для горячей обработки металлов давлением | 1985 |
|
SU1395145A3 |
| ДОРНОВЫЙ СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 1993 |
|
RU2100422C1 |
| Смазочная композиция для горячей обработки металлов давлением | 1987 |
|
SU1574179A3 |

