Изобретение относится к области трубопроводного транспорта и может быть использовано при строительстве трубопроводов в различных отраслях промышленности, где возникает необходимость соединения сваркой разнородных сталей с разной величиной значения стандартного электродного потенциала, например, труб из углеродистой или низколегированной сталей с фасонными деталями и запорной арматурой трубопроводов, изготовленных из высоколегированной стали, которые имеют разную величину значения стандартного электродного потенциала.
Известна из технической литературы технология соединения сваркой разнородных сталей: а) (Сварка и свариваемые материалы: В 3-х т. Т.1. Свариваемость материалов. Справочное издание. Под ред. Э.Л.Макарова. М., Металлургия, 1991 г. ), где в главе 32. Сварные соединения разнородных сталей стр. 422-442 описан технологический процесс соединения разнородных сталей; б) (Сварка и резка в промышленном строительстве. В 2-х т. Т.2. Под ред. Б.Д.Малышева. М. , Стройиздат, 1989), где на стр. 84-86 приводятся рекомендуемые марки электродов для сварки разнородных сталей.
Но недостатком известных технологий является то, что эти технологии не обеспечивают надежную защиту от коррозии околошовной зоны при соединении труб, фасонных деталей и запорной арматуры трубопроводов, изготовленных из разнородных сталей с разной величиной значения стандартного электродного потенциала, так как при транспортировании электропроводящих сред образуется между ними гальваническая пара, что приводит к ускоренному коррозионному разрушению околошовной зоны сварных соединений труб, фасонных деталей и запорной арматуры, изготовленных из стали с низкой величиной значения стандартного электродного потенциала.
Задачей изобретения является повышение надежности защиты от коррозии в околошовной зоне сварных соединений труб, фасонных деталей и запорной арматуры трубопроводов, изготовленной из разнородных сталей с разной величиной значения стандартного электродного потенциала.
Поставленная задача достигается тем, что в способе соединения труб, фасонных деталей и запорной арматуры трубопроводов, изготовленных из разнородных сталей с разной величиной значения стандартного электродного потенциала, включающий их соединение сваркой, где новым является то, что величину значения стандартного электродного потенциала труб фасонных деталей и запорной арматуры трубопроводов, изготовленных из разнородных сталей, делают одинаковой на концах их внутренней и наружной поверхностей, путем плакирования изнутри и снаружи концов труб, фасонных деталей и запорной арматуры трубопроводов, изготовленных из стали с низкой величиной значения стандартного электродного потенциала, сталью, одинаковой по составу со сталью труб, фасонных деталей и запорной арматуры трубопроводов с высокой величиной значения стандартного электродного потенциала и изолируют внутренние концы плакировок в местах их контакта со сталью труб, фасонных деталей и запорной арматуры трубопроводов диэлектрическим материалом. Соединяют трубы, фасонные детали и запорную арматуру трубопроводов сваркой электродами, имеющими величину значения стандартного электродного потенциала одинаковую со сталью труб, фасонных деталей и запорной арматуры трубопроводов с высокой величиной значения стандартного электродного потенциала.
Благодаря указанным отличительным признакам достигается решение поставленной задачи, то есть разнородные стали труб, фасонные детали и запорная арматура трубопроводов имеют одинаковую величину значения стандартного электродного потенциала при их контакте с транспортируемой средой, а также с окружающей средой, что позволяет исключить образование гальванических пар, тем самым предотвращает коррозионное разрушение сталей труб фасонных деталей и запорной арматуры трубопроводов из-за электрохимической коррозии.
На чертеже показан общий вид сварного соединения концов труб, фасонных деталей и запорной арматуры трубопроводов, изготовленных из разнородных сталей с разной величиной значения стандартного электродного потенциала, где показано:
1 - конец трубы, фасонной детали или запорной арматуры, изготовленной из стали с низкой величиной значения стандартного электродного потенциала;
2 - конец трубы, фасонной детали или запорной арматуры, изготовленной из стали с высокой величиной значения стандартного потенциала;
3-4 - внутренние и наружные плакировки, изготовленные из стали, одинаковой по составу со сталью трубы, фасонной детали или запорной арматуры с высокой величиной значения стандартного электродного потенциала;
5 и 6 - диэлектрический материал, которым заизолированы концы плакировок 3 и 4 в местах их контакта со сталью трубы, фасонной детали или запорной арматуры 1;
7 - сварной шов, сваренный электродами, имеющими величину значения стандартного электродного потенциала одинакового со сталью трубы, фасонной детали или запорной арматуры 2.
Способ осуществляют следующим образом. Конец трубы, фасонной детали или запорной арматуры 1, изготовленной из стали с низкой величиной значения стандартного электродного потенциала, плакируют изнутри и снаружи плакировками 3 и 4, изготовленными из стали, одинаковой по составу со сталью труб, фасонной детали или запорной арматуры 2 с высокой величиной значения стандартного электродного потенциала, изолируют внутренние концы плакировок 3 и 4 в местах контакта со сталью трубы, фасонной детали или запорной арматуры 1 диэлектрическим материалом 5 и 6, и соединяют концы трубы, фасонной детали или запорной арматуры 1, плакированные плакировками 3 и 4 с трубой, фасонной деталью или запорной арматурой 2 сваркой электродами, имеющими величину значения стандартного электродного потенциала, одинаковую со сталью трубы, фасонной детали или запорной арматуры 2.
Таким образом, получается сварное соединение, имеющее изнутри и снаружи одинаковую величину значения стандартного электродного потенциала, то есть околошовная зона защищена от электрохимической коррозии.
Пример конкретного выполнения. Стальную трубу диаметром 219 мм с толщиной стенки 8 мм, изготовленной из стали 20 по ГОСТ 8732-78, имеющей электродный потенциал в морской воде -0,36 В, готовят для соединения с отводом, изготовленной из стали Х18Н10Т, имеющей электродный потенциал в морской воде +0,25 В путем плакирования конца трубы изнутри и снаружи металлической лентой из стали Х18Н10Т. Лента имеет ширину 150 мм и толщину стенки 1,5 мм. Плакирование производят путем приварки металлической ленты к поверхности конца стальной трубы при помощи аргонно-дуговой сварки. Изолируют внутренние концы плакировок в местах их контакта со сталью трубы эпоксидной шпатлевкой марки ЭП-0010. Подготовленные таким образом концы стальной трубы из стали 20 соединяют с отводом из стали Х18Н10Т сваркой электродами марки Э10Х25Н13Г2, что позволяет получить электродный потенциал в сварном шве, одинаковый с плакированными концами труб и отводом, то есть не будет происходить коррозионного разрушения металла труб в околошовной зоне из-за электрохимической коррозии.
Используемая литература
1. Сварка и свариваемые материалы: В 3-х т. Т.1. Свариваемость материалов. Справочное издание. Под ред. Э.Л.Макарова. М., Металлургия, 1991 г. Глава 32. Сварные соединения разнородных сталей стр. 422-442.
2. Сварка и резка в промышленном строительстве. В 2-х т. Т.2. Под ред. Б.Д.Малышева. - М.: Стройиздат, 1989.
3. Антикоррозионная служба предприятий. Справочное издание. Авторы: Степанов И.А., Савельев Н.Я., Фиговский О.Л. М., Металлургия, 1987 г. (стр. 143, табл.9.1. Стационарные электродные потенциалы, В. металлов и сплавов в различных средах при 20oС).
Изобретение используется при строительстве трубопроводов, где возникает необходимость соединения сваркой разнородных сталей с разной величиной стандартного электродного потенциала. Величину значения стандартного потенциала труб, фасонных деталей и запорной арматуры трубопроводов делают одинаковой на концах их внутренней и наружной поверхностей путем плакирования изнутри и снаружи концов труб, фасонных деталей с величиной значения стандартного электродного потенциала сталью, одинаковой по составу со сталью труб, фасонных деталей и запорной арматуры трубопроводов с высокой величиной значения стандартного электродного потенциала. Изобретение повышает надежность защиты от коррозии в околошовной зоне сварных соединений. 1 з.п.ф-лы, 1 ил.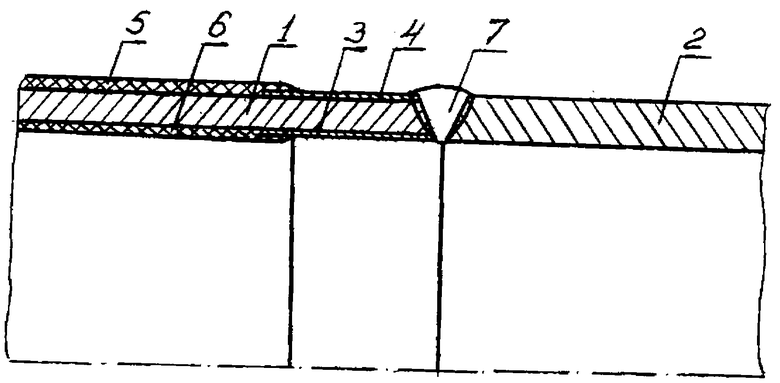
| Сварка и свариваемые материалы | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Свариваемость материалов | |||
| Справочное издание/Под ред | |||
| Э.Л.Макарова | |||
| - М.: Металлургия, 1991, с | |||
| Стрелочный контрольный замок | 1924 |
|
SU422A1 |
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ОБЛИЦОВАННЫХ ТРУБ | 1999 |
|
RU2153120C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2103593C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ТРУБ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103585C1 |
| US 4611833 A, 16.09.1986. | |||
