Предлагаемое изобретение относится к области неразрушающих испытаний материалов и изделий ультразвуковым методом. Главным образом оно может быть использовано для измерения структурных характеристик конструкционных материалов в металлургической, машиностроительной и других отраслях промышленности.
В промышленности для определения структурных характеристик материалов, в частности среднего размера зерна материала, используют метод металлографического анализа [Шулаев И.Л. Контроль в производстве черных металлов. М.: Металлургия, 1978]. Сущность этого метода состоит в измерении зерен материала, видимых визуально или в микроскоп на шлифованной, полированной и протравленной химическими реактивами поверхности образцов, вырезанных из соответствующих участков изделий. Такой метод измерений утвержден нормативно-техническими документами [ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна]. Недостатком такого метода является длительность и трудоемкость измерений.
Известен интегральный способ оценки структуры материала по критерию «хорошая-плохая» с помощью ультразвука [Крауткремер Й., Крауткремер Г. Ультразвуковой контроль материалов. Справочник, М.: Металлургия, 1991]. Он заключается в прозвучивании контролируемых изделий эхо-методом на заданной частоте f и сравнении амплитуды донного сигнала на эталонном образце с «хорошей» структурой с амплитудами донных сигналов на испытуемых изделиях. В частности, такой способ используется для отбраковки осей колесных пар вагонов - «способ прозвучиваемости оси» [ГОСТ 4728-89. Заготовки осевые для подвижного состава железных дорог колеи 1520 мм]. При уменьшении амплитуды донного сигнала в изделии на определенную величину относительно донного сигнала на эталонном образце структура считается плохой и изделие бракуется.
Такой способ можно реализовать при контроле серийных изделий путем сравнения с результатами прозвучивания эталонного образца. Недостатком такого способа является невозможность определения среднего размера (или балла) зерна и существенное влияние на результаты контроля качества акустического контакта.
Наиболее близким по технической сущности и достигаемому результату является способ определения среднего размера зерна (балла), основанный на измерении структурных коэффициентов [Химченко Н.В. Ультразвуковой структурный анализ металлических материалов и изделий. М.: Машиностроение, 1976]. Под структурным коэффициентом понимается отношение амплитуд донных импульсов Aj при контроле эхо-методом в контактном варианте Kj=Aj/A, измеренных на частоте fj и частоте f<<fj. Сравнение структурных коэффициентов на эталонных образцах с известной структурой, определенной методом металлографического анализа, и образцах материала такой же толщины позволяет при равенстве структурных коэффициентов определить средний размер зерна интегрально по всей толщине контролируемого материала.
Для реализации этого способа необходимо в образце материала контролируемого изделия такой же толщины, что и эталонные образцы, с помощью пьезоэлектрического преобразователя возбудить на частоте f импульс упругой продольной волны, получить донный эхо-сигнал от его противоположной грани (дна образца) и измерить его амплитуду А. Затем установить в ту же точку на поверхности образца преобразователь с рабочей частотой fj>>f, возбудить импульс упругой продольной волны, получить донный эхо-сигнал и измерить его амплитуду Aj. Структурный коэффициент Kj, определяемый отношением амплитуд эхо-сигналов Aj/A или их разностью [дБ], после этого сравнивается с полученными аналогичными значениями структурных коэффициентов на эталонных образцах с известным средним размером зерна.
Недостатком такого способа является невозможность измерения среднего размера зерна в поверхностном слое материала, как при металлографическом анализе, а также необходимость изготовления большого числа эталонных образцов с различными значениями среднего размера зерна.
Задачей, решаемой изобретением, является разработка ультразвукового способа контроля среднего размера зерна поверхностного слоя материала без применения эталонных образцов.
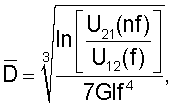
Поставленная задача решается тем, что, как и в известном способе, излучают импульсы упругих волн двумя преобразователями на двух частотах f и fj, измеряют амплитуды принятых сигналов на этих частотах, но в отличие от известного способа излучают импульсы поверхностных волн, принимают сигналы поверхностных волн такими же преобразователями, расположенными на одной оси с излучающими, на расстоянии l, дополнительно принимают прошедшие сигналы на частоте f преобразователем, расположенным на расстоянии nl от излучающего и на частоте fj преобразователем, расположенным на расстоянии l/n от излучающего, причем fj=nf, где n>1 - целое число, а средний размер зерна D вычисляют по формуле:
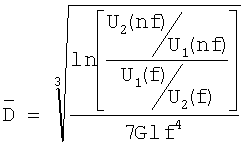
где U1(f) - амплитуда принятого импульса на частоте f при расположении излучающего и принимаемого преобразователя на расстоянии nl друг от друга; U2(f) - на расстоянии l друг от друга; U1(nf) - амплитуда принятого импульса на частоте fj=nf при расположении преобразователей на расстоянии l друг от друга; U2(nf) - на расстоянии l/n друг от друга; G - коэффициент, характеризующий рассеяние поверхностных волн в материале изделия.
Достигаемый технический результат состоит в возможности измерения среднего размера зерна в поверхностном слое материала. Дополнительным техническим результатом является отсутствие эталонных образцов.
Сущность предлагаемого изобретения поясняется чертежом, где на фиг.1 представлена схема измерения, а на фиг.2 - расположение преобразователей на поверхности изделия при проведении измерений.
Предлагаемый способ рассматриваем на следующем примере (фиг.1): генератор высокочастотных электрических импульсов 1 возбуждает излучающий преобразователь 2 поверхностной волны на частоте f, соответствующей собственной резонансной частоте пьезопластины. Наклонный преобразователь с углом призмы

излучает поверхностную волну, которая распространяется в поверхностном слое материала изделия 3, где Сп - скорость распространения продольной волны в материале призмы, Cs - скорость распространения поверхностной волны в материале изделия.
Приемный преобразователь 4, установленный соосно с излучающим и на некотором расстоянии l от него, принимает прошедший сигнал поверхностной акустической волны, преобразует его в электрический импульс, который усиливается усилителем 5, а его амплитуда U1(f) измеряется регистрирующим устройством 6.
Затем расстояние между излучающим 2 и приемным преобразователем устанавливается равным nl, где n>l - целое число и измеряется амплитуда U2(f) принятого сигнала.
Амплитуды этих сигналов в первом приближении можно записать в виде:

где Ku(f) - коэффициент преобразования электрического сигнала в сигнал поверхностной волны и обратно; Uг(f) - амплитуда возбуждающего электрического напряжения на частоте f, подаваемого от генератора 1 на преобразователь 2; γ(f) - коэффициент затухания поверхностной волны на частоте f; l и nl расстояния между излучающим и приемным преобразователями.
Отношение амплитуды принятых сигналов на основании (2) будет:

Известно [Викторов И.А. Физические основы применения ультразвуковых волн Рэлея и Лэмба в технике. М.: Наука, 1966], что коэффициент затухания поверхностной волны γ является комбинацией коэффициентов затухания продольной α и поперечной β волн:

где С - число, однозначно зависящее от коэффициента Пуассона ν материала контролируемого изделия. В частности, для стали (коэффициент Пуассона ν=0,27) C=0,11 и коэффициент затухания γ практически определяется затуханием поперечных волн.
Коэффициенты затухания объемных волн в конструкционных поликристаллических материалах в области λ>>D могут быть представлены [Ермолов И.Н. Теория и практика ультразвукового контроля. М.: Машиностроение, 1981] в виде:

где λ - длина волны ультразвука в материале изделия на рабочей частоте для продольных и поперечных волн; D - средний размер зерна материала; A1, A2, B1 и В2 - постоянные коэффициенты, не зависящие от частоты.
После подстановки (4) в (3) получим:

где
E=A1C+A2(1-C) G=B1C+B2(1-C)
Затем на поверхность изделия на расстоянии l друг от друга устанавливаются преобразователи поверхностных волн (излучающий 2 и приемный 4) с рабочей частотой nf и измеряют амплитуду U1(nf) прошедшего сигнала. После этого расстояние между преобразователями устанавливается равным l/n и вновь измеряется амплитуда U2(nf) прошедшего сигнала.
Амплитуды зарегистрированных сигналов будут:

Отношение амплитуд принятых сигналов на основании (7) будет:
Если разделить выражение (8) на (3) и учесть (6), то можно получить соотношение:
из которого следует:
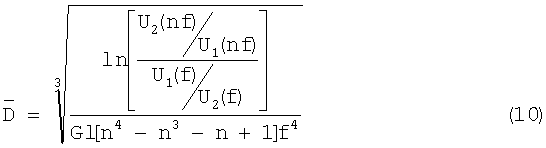
Таким образом, видно, что выражение (10) является функцией измеренных амплитуд прошедших сигналов, рабочей частоты f, выбранного расстояния l и коэффициента G, определяющего рассеяние поверхностных волн.
Промышленность серийно выпускает пьезоэлектрические преобразователи поверхностных волн с рабочими частотами 1,25; 2,5; 5,0; 10,0 МГц. Поэтому для проведения измерений среднего размера зерна удобно выбрать преобразователи, отличающиеся по частоте в 2 раза, т.е. n=2. В этом случае выражение (10) приводится к виду:
Для металлов с кубической системой решетки (медь, железо и др.) коэффициент G может быть вычислен согласно (6) на основании данных, полученных в [Меркулов Л.Г. Поглощение и рассеяние ультразвука в поликристаллических средах. Известия ЛЭТИ, 1957, вып.1, с.5-29].
где C1 и Ct - скорости распространения продольных и поперечных волн в материале изделия; ρ - плотность материала; μ=С11-C22+2C44 - параметр, характеризующий степень упругой анизотропии материала; Сij - упругие модули монокристалла.
Для стали известны эмпирические значения коэффициентов затухания продольных и поперечных волн [Ермолов И.Н., Ермолов М.И. Ультразвуковой контроль. Учебник для специалистов первого и второго уровней квалификации. М.: ЦНИИТМАШ, 1998]

С учетом (12) выражение (11) приводится к виду:
При расчетах по формуле (13) необходимо частоту подставлять в МГц, расстояние l между преобразователями в м, а средний размер зерна будет в мм.
Контроль результатов измерений среднего размера зерна материала по затуханию поверхностных волн осуществлялся на образцах листового проката из стали Х65 на частотах 5,0 и 10,0 МГц. Данные акустических измерений и сравнения с результатами металлографии представлены в таблице.
Полученные результаты показывают, что предложенный способ можно использовать для экспресс-контроля среднего размера зерна поверхностного слоя материала акустическим методом и для его реализации не требуется использовать эталонные образцы.
Использование: для измерения среднего размера зерна материала поверхностными акустическими волнами. Сущность изобретения заключается в том, что осуществляют излучение в изделие упругих волн последовательно на двух частотах f и fj преобразователями упругих волн, прием прошедших сигналов на этих частотах и измерения их амплитуд, при этом излучают импульсы поверхностных волн, принимают прошедшие сигналы поверхностных волн такими же преобразователями, расположенными на одной оси с излучающими на расстоянии l друг от друга, дополнительно принимают прошедший сигнал на частоте f преобразователем, расположенным на расстоянии nl от излучающего, и на частоте fj преобразователем, расположенным на расстоянии l/n от излучающего, причем fj=nf, a n - целое число и n>1, а средний размер зерна  вычисляют по соответствующей математической формуле. Технический результат: обеспечение возможности измерения среднего размера зерна в поверхностном слое материала, а также исключение применения эталонных образцов. 2 ил.
вычисляют по соответствующей математической формуле. Технический результат: обеспечение возможности измерения среднего размера зерна в поверхностном слое материала, а также исключение применения эталонных образцов. 2 ил.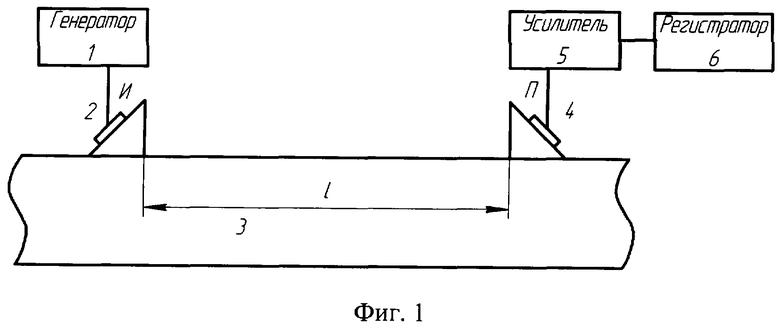
Способ измерения среднего размера зерна материала в изделии путем излучения преобразователями упругих волн последовательно на двух частотах f и fj, приема прошедших сигналов на этих частотах и измерения их амплитуд, отличающийся тем, что излучают импульсы поверхностных волн, принимают прошедшие сигналы поверхностных волн такими же преобразователями, расположенными на одной оси с излучающими на расстоянии l друг от друга, дополнительно принимают прошедший сигнал на частоте f преобразователем, расположенным на расстоянии nl от излучающего, и на частоте fj преобразователем, расположенным на расстоянии l/n от излучающего на частоте fj, причем fj=nf, a n - целое число и n>1, а средний размер зерна  вычисляют по формуле
вычисляют по формуле
где U21(nf) - отношение принятых сигналов поверхностных волн частотой fj=nf, причем U1(nf) - амплитуда принятого импульса при расположении излучающего и приемного преобразователей на расстоянии l; U2(nf) - амплитуда принятого сигнала при расположении преобразователей на расстоянии l/n; U12(f) - отношение амплитуд принятых сигналов поверхностных волн частотой f, причем U1(f) - амплитуда принятого импульса при расположении излучающего и приемного преобразователей на расстоянии l, a U2(f) - на расстоянии nl.
n - целое число, n>1, на которое изменяются рабочие частоты преобразователей поверхностных волн, самым удобным числом для серийно выпускаемых преобразователей является n=2,
G=B1C+B2(1-C) - коэффициент, учитывающий рассеяние поверхностных волн зернами материала, С - число, однозначно зависящее от коэффициента Пуассона ν материала контролируемого изделия (для стали С=0,11), а коэффициенты B1 и В2 для металлов кубической системы решетки (медь, железо) могут быть вычислены на основе данных Меркулова
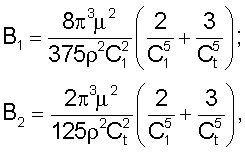
где C1 и Ct - скорости распространения продольных и поперечных волн в материале изделия; ρ - плотность материала; μ=С11-C22+2C44 - параметр, характеризующий степень упругой анизотропии материала; Сij - упругие модули монокристалла.
| ХИМЧЕНКО Н.В | |||
| Ультразвуковой структурный анализ металлических материалов и изделий | |||
| - М.: Машиностроение, 1976 | |||
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ТОНКОЛИСТОВОГО ПРОКАТА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2004 |
|
RU2262694C1 |
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2003 |
|
RU2231056C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2187102C2 |
| US 4539848 A, 10.09.1985 | |||
| US 5804727 A, 08.09.1998 | |||
| JP 2001343366 A, 14.12.2001. | |||

