Изобретение относится к оборудованию для сварки под флюсом в потолочном положении и может быть использовано при сварке кольцевых и продольных швов.
Цель изобретения - повышение качества сварки за счет стабилизации заданного давления флюсовой подушки в зоне сварочной ванны и на участках кристаллизации металла.
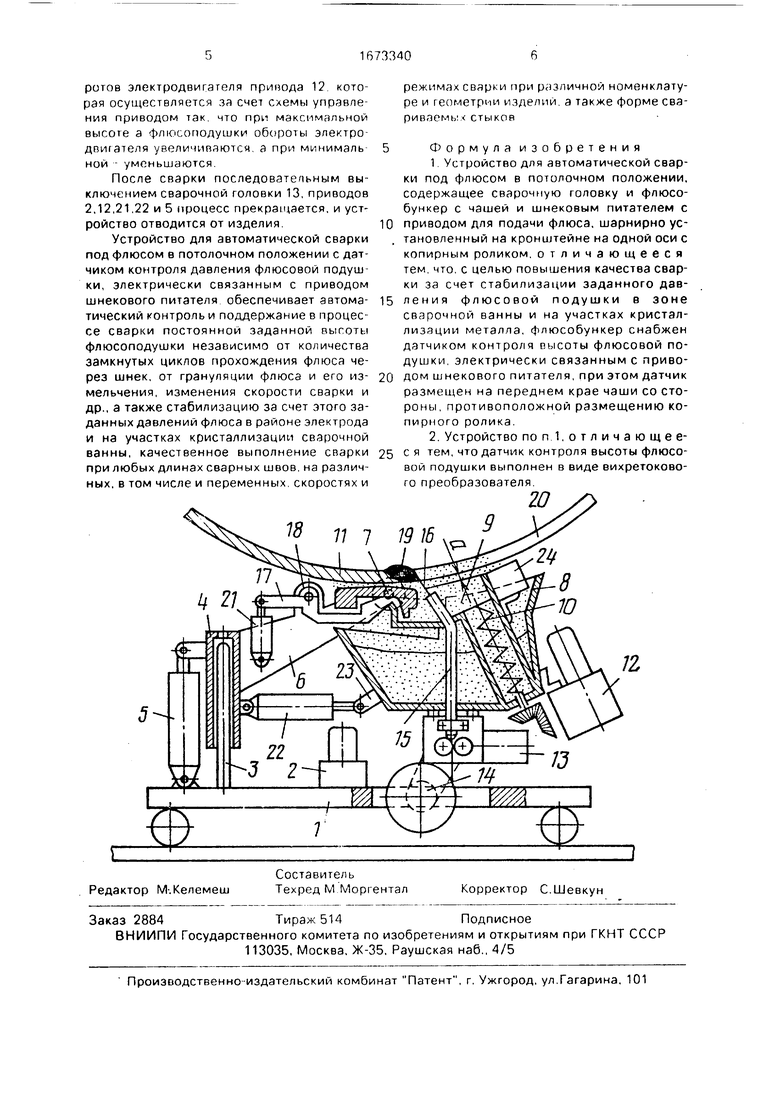
На чертеже изображено предлагаемое устройство.
Устройство состоит из ходовой тележки 1 с приводом 2, на которой смонтирован вертикальный суппорт 3 с кареткой 4, которая приводится в движение силовым приводом 5,
На кронштейне 6 шарнирно на оси 7 закреплен флюсобункер 8 с чашкой 9 и шнековым питателем 10. Копирный ролик 11 смонтирован на оси 7 с возможностью настроечного, регулирования перед сваркой его положения относительно верхней плоо
vj
со
со
4 О
скости чашки 9 (поверхности выходного отверстия чашки). На флюсобункере 8 также закреплены привод 12 подачи флюса, например, с электродвигателем асинхронного типа (с постоянным числом оборотов за единицу времени), который преимущественно применяется в тяжелых условиях промышленной эксплуатации, или электродвигателем постоянного тока (с переменным регулируемым числом оборотов за единицу времени), который применяется в более легких условиях промышленной эксплуатации, сварочная головка 13 с катушкой 14 электродной проволоки и мундштуком 15, через который подается электрод 16. На кронштейне б каретки 4 вертикального суппорта 3 смонтирован двуплечий рычаг 17 на оси 18 качания.
На одном конце рычага 17 смонтировано формирующее приспособление 19, закрепленное с возможностью самоустанавливания относительно поверхности свари- ваемого изделия 20. Второй конец двуплечего рычага 17 соединен с силовым приводом 21, который вместе с осью 18 двуплечего рычага 17 закреплен на кронштейне 6.
На каретке 4 вертикального суппорта 3 закреплен силовой привод 22 поворота флюсобункера 8 посредством шарнира 23. На чашке 9 смонтирован датчик 24 контроля высоты флюсовой подушки, который в зависимости от условий сварки и формы свариваемых стыков может быть контактного или бесконтактного действия.
В качестве датчика 24 контактного типа могут применяться, например, механические щупы, колеса и др., связанные, например, с концевым выключателем двустороннего действия с регулируемой высотой хода штока, которые перед сваркой настраиваются на контроль заданной высоты а флюсовой подушки с учетом допустимых пределов ее отклонения при сварке.
В качестве датчика 24 бесконтакного типа могут быть использованы, например, индукционные электромагнитные датчики, которые перед сваркой также настраиваются на конкретный режим работы.
Датчик 24 контроля высоты флюсовой подушки электрически связан схемой управления с электродвигателем привода 12 шнекового питателя 10 подачи флюса.
Устройство работает следующим образом.
В начале сварки включают силовой привод 5, настроенный на сварку данного изде- лия, который посредством каретки 4 вертикального суппорта 3, кронштейна б и
оси 7 поджимает копирный ролик 11 к поверхности свариваемого изделия 20.
Включают силовой привод 21, отрегулированный для сварки данного типа изделий.
который посредством поворота двуплечего рычага 17 вокруг оси 18 качания поджимает формирующее приспособление 19 к свари ваемому изделию 20.
Затем включают силовой привод 22 по0 ворота флюсобункера 8, также отрегулированный для сварки данного типа изделий и воздействующий через шарнир 23 на флю- собункер 8. который путем поворота вокруг оси 7 создает в чашке 9 заданное давление
5 флюса, подаваемого шнеком 10 при включении привода 12 подачи флюса. Перед сваркой в бункер 8 засыпают флюс, гранулометрический состав которого проверяют путем просеивания через сита с
0 определенным заданным размером ячеек.
Включают привод 2 ходовой тележки 1
при сварке продольных швов. При сварке
кольцевых швов вместо привода 2 включают
вращатель изделия Затем включают сва5 рочную головку 13, подающую электрод 16 из катушки 14 через мундштук 15, и сварочную цепь. Осуществляется сварка изделия. При использовании привода 12 подачи флюса с упомянутым электродвигателем
0 асинхронного типа обороты шнека 10 за счет сменных шестерен устанавливают перед сваркой максимальными и рассчитывают таким образом, чтобы производительность подачи флюса шнековым
5 питателем 10 в чашку 9 даже при самой мелкой грануляции флюса была выше необходимой для обеспечения поддержания заданного давления флюсоподушки. Это необходимо для обеспечения при сварке за0 данной высоты флюсоподушки а при работе электродвигателя в режиме включения и выключения по команде датчика 24 контроля высоты флюсовой подушки. В процессе сварки длинномерного шва независимо от
5 количества замкнутых циклов подачи флюса и его гранулометрического состава, а также изменения заданной скорости сварки происходит включение и выключение привода 12 подачи флюса по команде датчика 24.
0 При увеличении высоты флюсовой подушки а происходит включение привода 12, а при уменьшении - его выключение.
При использовании привода 12 подачи флюса электродвигателем постоянного тока
5 применяют режим работы на включение и выключение электродвигателя привода 12, а также режим работы электродвигателя без выключения в процессе сварки. При этом по команде датчика 24 контроля давления флюсоподушки производится регулировка оборотов электродвигателя привода 12 которая осуществляется за счет схемы управле ния приводом так что при максимальной высоте а флюсоподушки обороты электро двигателя увеличиваются а при минималь ной уменьшаются
После сварки последовательным выключением сварочной головки 13,приводов 2,12,21 22 и 5 процесс прекращается, и устройство отводится от изделия
Устройство для автоматической сварки под флюсом в потолочном положении с датчиком контроля давления флюсовой подуш ки, электрически связанным с приводом шнекового питателя обеспечивает автома- тический контроль и поддержание в процессе сварки постоянной заданной высоты флюсоподушки независимо от количества замкнутых циклов прохождения флюса через шнек, от грануляции флюса и его из- мельчения, изменения скорости сварки и др., а также стабилизацию за счет этого заданных давлений флюса в районе электрода и на участках кристаллизации сварочной ванны, качественное выполнение сварки при любых длинах сварных швов на различных, в том числе и переменных скоростях и
режимах сварки при различной номенклатуре и геометрии изделии а также форме сва- риваемь1 стыков
Формула изобретения
1Устройство для автоматической сварки под флюсом в потолочном положении, содержащее сварочную головку и флюсо- бункер с чашей и шнековым питателем с приводом для подачи флюса, шарнирно установленный на кронштейне на одной оси с копирным роликом отличающееся тем что с целью повышения качества сварки за счет стабилизации заданного давления флюсовой подушки в зоне сварочной ванны и на участках кристаллизации металла, флюсобункер снабжен датчиком контроля высоты флюсовой подушки электрически связанным с приводом шнекового питателя, при этом датчик размещен на переднем крае чаши со стороны противоположной размещению ко- пирного ролика
2Устройство поп Т.отличающее- с я тем, что датчик контроля высоты флюсовой подушки выполнен в виде вихретоково- го преобразователя
ТО

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673339A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673337A1 |
| Устройство для автоматической сварки флюсом в потолочном положении | 1988 |
|
SU1673341A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397218A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1775253A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1759579A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397219A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1981 |
|
SU1348111A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1981 |
|
SU1348112A2 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1979 |
|
SU1232418A1 |
Изобретение относится к оборудованию для сварки под флюсом в потолочном положении и может быть использовано при сварке кольцевых и продольных швов. Цель изобретения - повышение качества сварки за счет стабилизации заданного давления флюсовой подушки в зоне сварочной ванны и на участках кристаллизации металла. Устройство состоит из ходовой тележки 1 с приводом, вертикального суппорта 3, каретки 4 с приводом 5 и кронштейном 6, копирным роликом 11, на оси 7 которого шарнирно установлен флюсобункер 8 со шнековым питателем 10, чашей 9, приводом 12 шнека и приводом 22 бункера. Формирующее приспособление 19 смонтировано на рычаге 17 и устанавливается приводом 21. На переднем крае чашки 9 смонтирован датчик 24 контроля высоты флюсовой подушки. Изменение расстояния A между бункером и изделием преобразуется датчиком в электрические сигналы, воздействующие на привод 12 шнека 10. С увеличением давления флюсовой подушки (уменьшение величины A) двигатель привода 12 останавливается, с уменьшением включается. Наличие датчика 24 и его связь с двигателем 12 обеспечивают стабилизацию заданного давления флюсовой подушки на изделие независимо от грануляции флюса, скорости сварки, изменения свариваемой поверхности и геометрии изделий. 1 з.п. ф-лы, 1 ил.
| Устройство для автоматической сварки под флюсом в потолочном положении | 1981 |
|
SU1348111A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397219A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
