Изобретение относится к области сварки, а именно к технологии сборки кольцевых стыков труб под сварку, и может быть использовано при изготовлении трубопроводов, преимущественно, тонкостенных.
Известен способ сборки кольцевых стыков труб под сварку [1] устройством в виде разжимных элементов с подкладным кольцом, согласно которому концы труб собирают по стыку и фиксируют путем радиального подпора разжимными элементами, совмещая профильную канавку на подкладном кольце со стыком.
Недостатком известного способа является невозможность обеспечения точности фиксирования геометрического положения стыка относительно условного места стыка на устройстве, выполненного в виде канавки на подкладном кольце. Смещение стыка собранных труб относительно места стыка на устройстве нарушает симметричность подпора концов труб. В результате стык в процессе сварки может расходиться и качество сварного соединения снижается.
Известен способ сборки кольцевых стыков труб под сварку, при котором стыковку и фиксирование труб друг относительно друга осуществляют посредством центрирующего устройства с по крайней мере двумя рядами разжимных элементов [2]
Недостатком известного способа является возможность нарушения стыка в процессе фиксации концов труб. Кроме того, поскольку фиксирование концов осуществляется радиальным подпором, то в процессе контакта разжимных элементов с внутренней поверхностью труб возможно деформирование (раздача) труб и увеличение геометрических размеров диаметров труб в месте стыка. Последний недостаток чаще всего имеет место при сборке особотонкостенных труб (0,5-0,8 мм) и ухудшает качество сварных соединений за счет необеспечения стабильности геометрических размеров свариваемых стыков.
Цель изобретения повышение точности сборки и качества сварных соединений за счет использования при сборке шаблона.
Поставленная цель достигается тем, что в известном способе сборки кольцевых стыков труб под сварку, при котором стыковку и фиксирование труб друг относительно друга осуществляют посредством центрирующего устройства с по крайней мере двумя рядами разжимных элементов, шаблон выполняют в виде отрезка трубы, устанавливают и фиксируют его посредством одного ряда разжимных элементов, фиксируют одну из свариваемых труб посредством второго ряда разжимных элементов относительно шаблона, после чего шаблон удаляют и вторую трубу устанавливают и фиксируют относительно выверенной первой, причем фиксацию труб выполняют с усилием разжима, зарегестрированным по шаблону.
На чертеже представлена схема осуществления способа: вид сверху от оси - устройство в момент сборки кольцевых стыков одной из труб с контрольным образцом; вид снизу от оси в момент окончательной сборки кольцевых стыков свариваемых труб.
Устройство содержит направляющие стержни 1, 2, на которых неподвижно закреплены фланцы 3, 4. Между фланцами 3, 4 установлены опорные втулки 5, 6, имеющие конические участки 7, 8, на которых смонтированы с возможностью перемещения разжимные элементы 9, 10, собранные в формирующие кольца. Приводы опорных втулок 5, 6 выполнены в виде источника давления P рабочей среды (не показан на чертеже). Источник давления связан с полостями 11, 12, где размещены втулки 5, 6.
Сборку кольцевых труб под сварку осуществляют следующим образом.
Шаблон 13 в виде отрезка свариваемых труб с  -образными буртами устанавливают на разжимные элементы 9 и фиксируют, подавая рабочую среду в полость 11 и перемещая втулку 5. Втулка 5, перемещаясь, раздвигает разжимные элементы 9 в радиальном направлении до прижатия последних к внутренней поверхности образца с усилием q0, обеспечивающим оптимальный подпор и одновременно исключающим деформацию по толщине (раздачу, т. е. увеличение диаметра) шаблона. Давление в полости 11 P0, соответствующее усилию q0 оптимального подпора, регистрируют. Далее устанавливают конец одной из свариваемых труб 14 на разжимные элементы 10 устройства, совмещая ее торцевую поверхность с торцевой поверхностью шаблона 13, соответствующей положению стыка. В полость 12 подают рабочую среду, перемещающую втулку 6. Втулка 6, перемещаясь, раздвигает разжимные элементы 10 в радиальном направлении до прижатия к внутренней поверхности трубы 14. Подачу рабочей среды в полость 12 контролируют. По достижении давления P0 подачу прекращают. Конец трубы 14 на устройстве занимает фиксированное положение.
-образными буртами устанавливают на разжимные элементы 9 и фиксируют, подавая рабочую среду в полость 11 и перемещая втулку 5. Втулка 5, перемещаясь, раздвигает разжимные элементы 9 в радиальном направлении до прижатия последних к внутренней поверхности образца с усилием q0, обеспечивающим оптимальный подпор и одновременно исключающим деформацию по толщине (раздачу, т. е. увеличение диаметра) шаблона. Давление в полости 11 P0, соответствующее усилию q0 оптимального подпора, регистрируют. Далее устанавливают конец одной из свариваемых труб 14 на разжимные элементы 10 устройства, совмещая ее торцевую поверхность с торцевой поверхностью шаблона 13, соответствующей положению стыка. В полость 12 подают рабочую среду, перемещающую втулку 6. Втулка 6, перемещаясь, раздвигает разжимные элементы 10 в радиальном направлении до прижатия к внутренней поверхности трубы 14. Подачу рабочей среды в полость 12 контролируют. По достижении давления P0 подачу прекращают. Конец трубы 14 на устройстве занимает фиксированное положение.
Затем из полости 11 рабочую среду отводят, втулка 5 с разжимными элементами перемещается в исходное положение. Между внутренней поверхностью шаблона 13 и разжимными элементами образуется зазор. Шаблон 13 снимают и на разжимные элементы 9 устройства устанавливают конец другой свариваемой трубы 15, совмещая ее торец с торцом трубы 14. При полном совмещении торцевых поверхностей свариваемых труб 14, 15 в полость 11 подают рабочую среду и давление контролируют. По достижении давления P0 подачу прекращают. Конец трубы 15 занимает фиксированное положение.
Для осуществления способа шаблоны выполняют сменными в зависимости диаметра, толщины и механических свойств свариваемых труб.
При этом шаблон выполняет одновременно функцию по контролю положения места стыка за счет выбора геометрических размеров (длины) и функцию по контролю и определению оптимального подпора свариваемых труб без изменения их геометрии (раздачи) в процессе сборки. В результате обеспечивается высокая точность сборки и качество сварных соединений.
Пример. Производят сборку кольцевых стыков труб под сварку из титанового сплава ВТ1-0 диаметром 100 мм и толщиной стенки 0,5 мм на устройстве с разжимными элементами. Шаблон выполняют из образца свариваемых труб, длиной l= 10 мм, равной половине длины образующей поверхности контакта внутренней поверхности свариваемых труб с наружной поверхностью устройства.
Оптимальное давление подпора P0 выбирают по деформации контрольного образца в пределах 3-5% (утонения).
Предлагаемый способ позволяет осуществить сборку кольцевых стыков труб и с различной толщиной, при этом используют два шаблона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ СТРОИТЕЛЬСТВА ТРУБОПРОВОДА ИЗ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2526408C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2533046C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ПРИ СТРОИТЕЛЬСТВЕ ТРУБОПРОВОДА | 2013 |
|
RU2522739C1 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1984 |
|
SU1235688A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
Использование: изобретение относится к области сварки, а именно к технологии сборки кольцевых стыков труб под сварку, и может быть использовано при изготовлении трубопроводов, преимущественно, тонкостенных. Сущность изобретения: сборку осуществляют устройством в виде зажимных элементов поэтапно. На первом этапе устанавливают и фиксируют шаблон в виде отрезка трубы, определяя место стыка и оптимальное давление подпора P0. По торцу шаблона устанавливают конец трубы, фиксируя его положение с давлением подпора P0. На втором этапе шаблон снимают и устанавливают конец другой трубы, фиксируя ее положение с давлением подпора P0. 1 ил.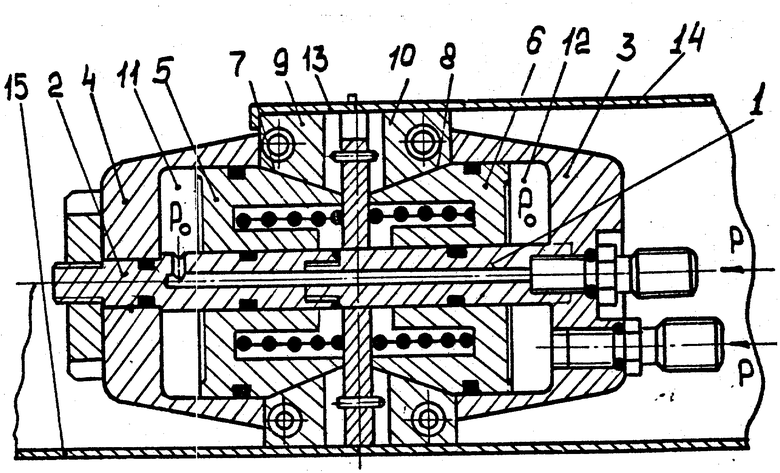
Способ сборки кольцевых стыков труб под сварку, при котором стыковку и фиксирование труб друг относительно друга осуществляют посредством центрирующего устройства с по крайней мере двумя рядами разжимных элементов, отличающийся тем, что, с целью повышения точности сборки и качества сварных соединений за счет использования при сборке шаблона, шаблон выполняют в виде отрезка трубы, устанавливают и фиксируют одну из свариваемых труб посредством второго ряда разжимных элементов относительно шаблона, после чего шаблон удаляют и вторую трубу устанавливают и фиксируют относительно выверенной первой, причем фиксацию труб выполняют с усилием разжима, зарегистрированным по шаблону.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1434651, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фалькевич А.С | |||
| Сварка магистральных и заводских трубопроводов - М.: ГОСТ Оптехиздат, 1962, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
