1
ИтоГтретение относится к снарочио- му прои-1Р(5дс 1-цу, л именно к электро1
дуговой с активирующими флюсами, и может быть применено при сварке деталей из нержавеющих и высоконроч- 1П;1Х CTajieu ;Ц1Я повышения производительности труда и качества сварных соединений.
Це-лыо изобретения является повыше- IQ чем смеси с I по V (табл.1) включиние проплавляющей способности сварочной дуг и при сварке толиаш более 6-8 мм.
Металл сварочной ванны плавится
за счет тепла, выделяющегося в актив- г, кремния, смеси с VI по X (табл.2)
ном пятне дуги. Дополнительно он подо- грепается сварочным током, проходящим через жмдкий металл, поскольку на нем располагается активное пятно дуги. От активного пятна к дну ванны разви- Бается конвективный поток жидкого ме- Taj Jia. сли уменьшить его электрическое сопротивление по сравнению с окружающим металлом, то большее ко- 1ичество сварочного тока пройдет че- : рез конвек :: ивны11 поток. Значит он дополнительно нодогревается и передает большее количество тепла дну ванны. Глубина проплавления возрастает.
Для указанного уменьшения электричес- ЗО незначительно.
кого сопротивления более йсего подходят тугоплгшкие соединения элементен , имеющих при температуре металла сварочной ванны электрическое сопро- т ивление меньшее, чем сопротивление основного металла.
Сопротивление Ge при плавлении падает в 13 раз, в то время как в тлер- дом состоянии его сопротивление - одного порядка с сопротивлением нержавеющей стали типа 18-8. То же самое происходит и с кремнием.
Сопротивление Те при увеличении температуры вьш1е температуры плавления также падает в 15,5 раза.
При температуре металла сварочно ванны (для стали 2000 К)все соединения Si, а тем более Ge и Те диссоциируют. Внутри жидкого металла ванны эти элементы находятся в атомарном состоянии, а кислород выходит из ванны за счет меньшего удельного веса.
Температуры плавления или диссоциации оксидов этих элементов выше, чем температуры плавления чистых веществ, поэтому выводить их в виде оксидов предпочтительнее. В составы флюса введены элементы с максимальным скачком электрического сопротивления
49 и с
НИИ
максимальной температурой планле- д.пя того, чтобы 01П1 минимально испарялись с поверхности панны и максимально с)П1жали электрическое сопротивление конвекти13)юго потока жидкого металла.
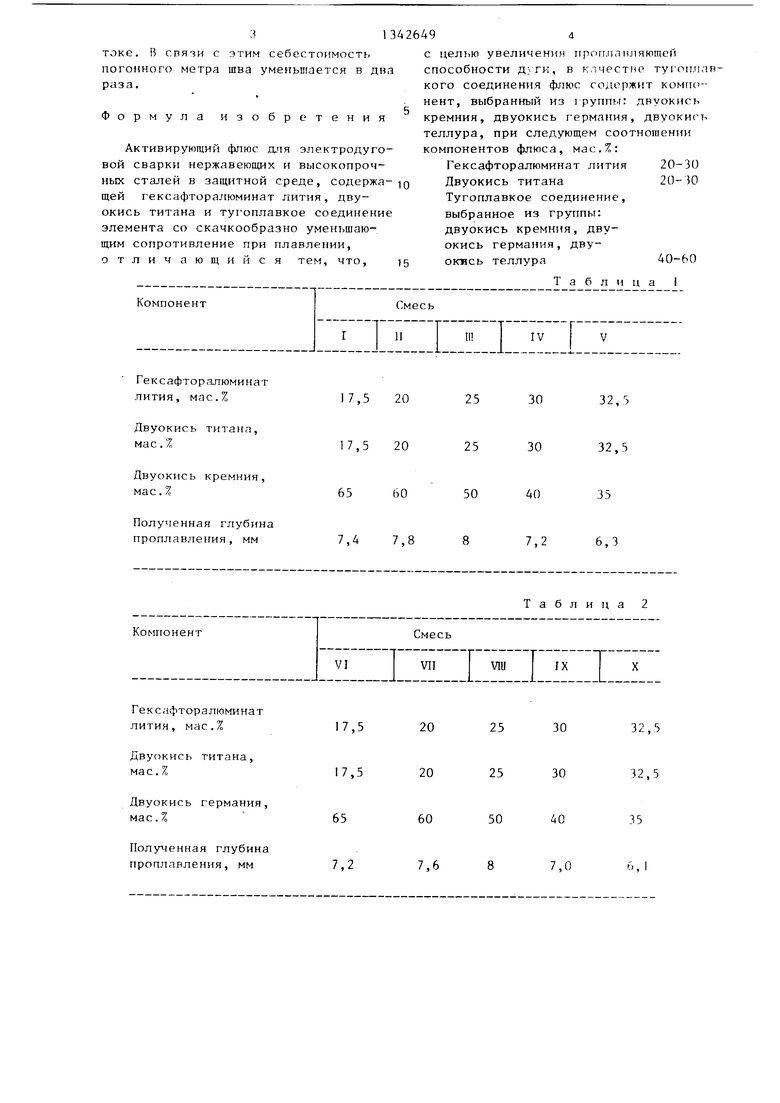
Для получения флюса приготовлены пятнадцать смесей компонентов, прительно содержат в качестве тугоплавкого соединения элемента со скачкообразно уменьшающимся элeктpичe:JKИм сопротивлением при плавлении двуокись
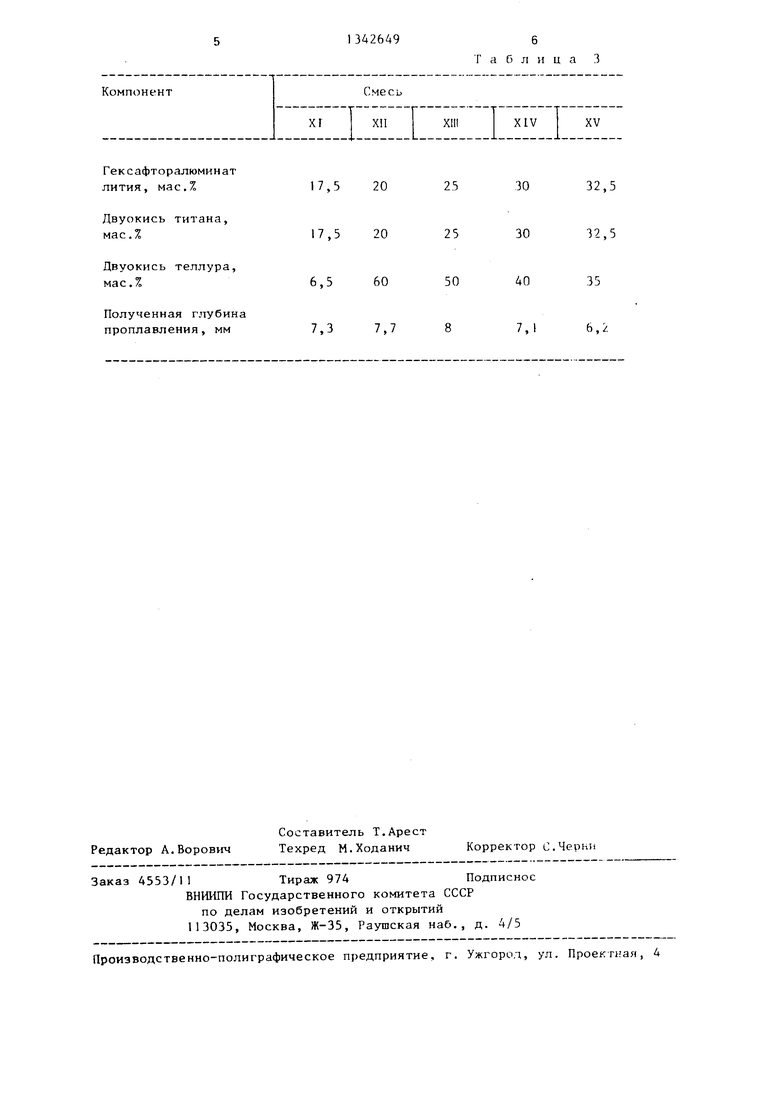
включительно - двуокись германии, а смеси с XI по XV (таО.м.З) включитель- Ю - двуокись теллура.
Каждая смесь испьггант при аргонодут овой сварке вольфрамовым электродом образцов из гтали Х18НЮТ, толщиной 8 мм, сварочный ток 300 А, скорость сварки 9 м/г. Полученные чины глубины прославления показывают,
что для всех составов оптимальное количество добавок лежит в диапазон 40-60 мас.%.
В случае применения состава V, X и XV увеличение глубины пропланления
Б
0
При применении состава флюса 1, VI и XI стойкость электрода неудовитет- ворительна, попадает в laoB, что недопустимо при сварке ответственных изделий.
В случае использования состава флюса П, VII и ХП стойкость электрода удовлетг.орительна, глубина проплавления возрастает.
В случае состава флюса IV, IX и XIV наблюдают увеличение глубины проплавления при хорошей стойкости электрода .
Состав флюса Ш, V111 и ХШ оптималь- 5 ный, при хорошей стойкости электрод;; увеличение глубины проплавления максимальное .
В связи с этим выбран оптимальный диапазон изменения количества добавки тугоплавкого соединения элемента со скачкообразно уулльшающимся электрическим сопротивлением при плавлениг; - 40-60 мас.%.
Увеличение глубины пропларления 5 позволяет сократить количество проходов при сварке изделий толщиной 10мм с четырех до двух, причсг второй проход декоргчтивный. Он выпол1пртся с при адочной прополокой на уменьшенном
0
313426494
токе. В связи с этим себестоимость с целью увеличения проплапляющеи погонного метра шва уменьшается в два способности дуги, в клчестне тугоилап- раза.
кого соединения флюс содержит компс - нент, выбранный из группы: двуокись кремния, двуокись германия, двуокись теллура, при следующем соотношении компонентов флюса, мас.%:
Формула изобретения
Активирующий флюс для электродуговой сварки нержавеющих и высокопрочных сталей в защитной среде, содержа- д щей гексафторалюминат лития, двуокись титана и тугоплавкое соединение элемента со скачкообразно уменьшающим сопротивление при плавлении,
17,5 20
7,5 20
6560
7,47,8
Гексафторалюминат лития, мас.%
Двуокись титана, мас.%
Двуокись германия, мас.%
Полученная глубина проплавления, мм
с целью увеличения проплапляющеи способности дуги, в клчестне тугоила
кого соединения флюс содержит компс - нент, выбранный из группы: двуокись кремния, двуокись германия, двуокись теллура, при следующем соотношении компонентов флюса, мас.%:
Гексафторалюминат лития 20-30 Двуокись титана20- Ю
Тугоплавкое соединение, выбранное из группы: двуокись кремния, двуокись германия, дву25
30
32,5
25
30
32,5
50
40
35
7,2
6,3
Таблица 2
25
25
50
30
30
40
32,5 32,5 35
7,6
7,0
6,560
7,37,7
Редактор А.Ворович
Составитель Т.Арест Техред М.Ходанич
Заказ 4553/11Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб, , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Таблиц а 3
50
40
35
7,1
6,/
Корректор С.Черин
| название | год | авторы | номер документа |
|---|---|---|---|
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2198773C2 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2164849C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ ФЛЮСОМ | 2002 |
|
RU2224630C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2005 |
|
RU2291039C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| Флюс для дуговой сварки стали в среде защитных газов | 1983 |
|
SU1162565A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| Флюс для электродуговой сварки нержавеющих сталей в среде защитных газов | 1989 |
|
SU1692793A1 |
| НАУГЛЕРОЖИВАЮЩАЯ ПАСТА ДЛЯ НАПЛАВКИ | 2021 |
|
RU2755912C1 |
Изобретение относится к сварочному производству, а именно к составам активирующих флюсов для электродуговой сварки деталей из нержавеющих и высокопрочных сталей в среде защитных газов. Целью изобретения является повьппение проплавляющей способности дуги при сварке деталей тол- пщной более 6-8 мм. Введение во , содержащий гексафторалюминат лития и двуокись титана, 40-60% двуокиси кремния, двуокиси теллура или двуокиси германия увеличивает глубину проплап- ления за счет того, что эти тугоплавкие соединения уменьшают сопротивление конвективного потока жидкого металла от активного пятна к дну ванны, 3 табл, СЛ .V
| Сварочный флюс | 1974 |
|
SU484960A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Обработки металлов давлением и сварки | 1972 |
|
SU499997A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюс для электродуговой сварки | 1978 |
|
SU730515A1 |
| Сварочный флюс | 1982 |
|
SU1013177A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
