Упаковочные автоматы механического типа известны. Они также снабжены бункерны.ми и ориентируюашми устройствами и точной ло.зировкой пакуемых предметов и периодическим перемеш.ением тары на синхронизированном транспортере, получающем храповой привод.
Следует также отметить, что автоматическая установка резиновых кзделий как показал опыт, связана с известными трудностями, возникающими в процессе ориентации изделий, что, в свою очередь,.объясняется специфическими свойствами резины.
Предлагаемый автомат для упаковки резиновых молочных сосок отличается от известных тем, что механизм ориентации деталей выполнен в виде наклонной плоскости, совмещенной с двумя отводящими транспортера.ми, благодаря чему надежность конструкции повышается.
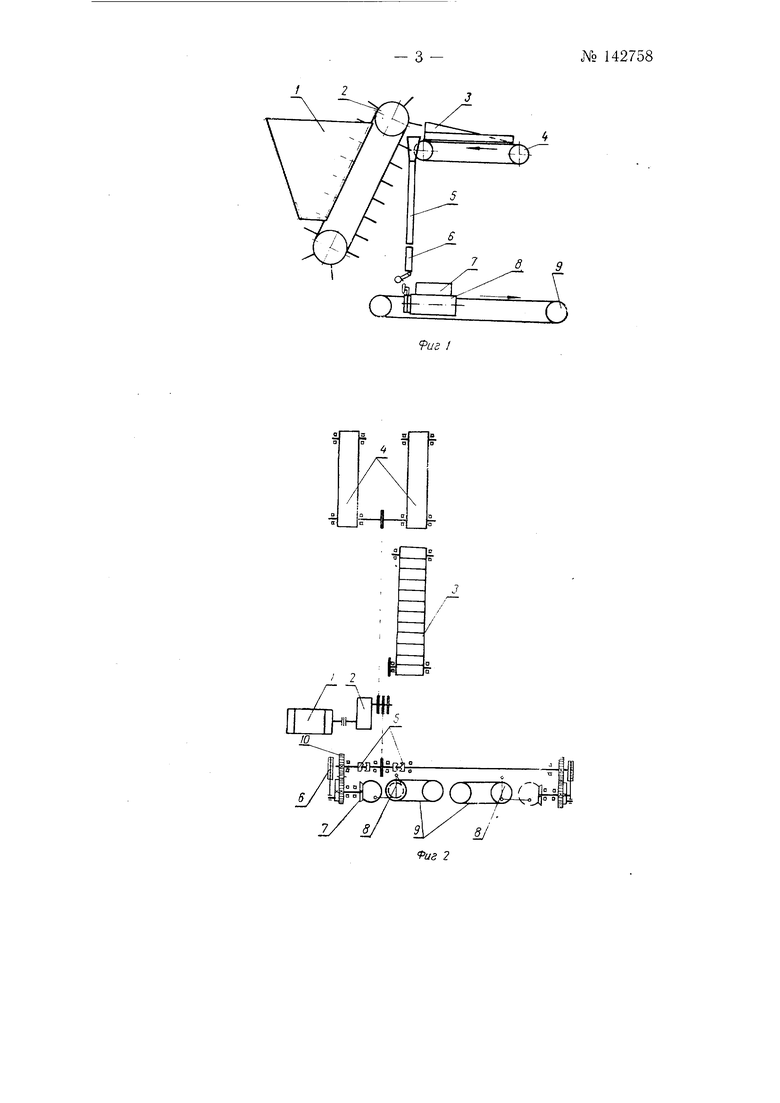
На фиг. 1 показана схема конструкции предлагаемого автомата; на фиг. 2 - его кинематическая схема.
Автомат состоит из следующих основных узлов (фиг. 1): бункера /. люлечного элеватора 2, раскаточной площадки 5, транспортёров 4, трубок-сборников 5, упаковочных головок 6, узла 7 передвижения пакуемой коробки 8, конвейера 9 для транспортирования запакованных коробок, заталкивателя (на схеме не показан).
Работа автомата происходит следующим образом. Элеватор 2. проходя через бункер 1, захватывает соски и подает их на раскаточную площадку , представляющую собой наклонную плоскость, с боков которой имеются желобки с прорезями. На раскаточной площадке соски раскатываются и попадают в желобки, через прорезь которых попадают на ленту транспортера 4, расположенную над прорезью, и движутся соском вперед. С транспортеров соски попадают в трубку-сборник 5, а из нее в упаковочную головку 6, которая представляет собой трубку, состоящую из двух шарнирно соединенных половин. В головке помещаются пять сосок.
№ 142758- 2 Припомощикривошипно-шатунного механизма упаковочная головка совершает поворот на 90° Всторону коробки и возвращается в исходное (вертикальное) положение. Поворот головки происходит в течение 1 сек.
На каждой половине упаковочной головки имеется серьга, в которую проходит проволока, служащая копиром. При повороте головки в сторону коробки половинки раскрываются этими копирами, и соски выпадают в коробку. При повороте головки в исходное положение обе ее половинки закрываются.
Трубка-сборник 5 имеет на конце зажим, который закрывает ее при повороте упаковочной головки к коробке и открывает при повороте головки в исходное положение.
Во время упаковки пакуемая коробка 8 перемещается на длину, равную диаметру столбика сосок, при помощи узла 7 передвижения па1 уемой коробки. Этот узел состоит из транспортера 9 (фиг. 2), приводящегося Б движение при помощи сдвоенного храпового колеса 10 анкерной собачки 8, которая получает движение от кривошипно-шатунного механизма, движущего упаковочную головку, и перемещает коробку на определенный путь. Пройдя этот путь, при котором полностью уложится один ряд сосок, транспортерная лента укрепленным на ней упором тшрекинет анкерную собачку, и коробка начнет двигаться в обратную сторону. Каждый поворот храпового колеса дает импульс на реле. Получив определенное число импульсов, т. е. когда коробка будет полностью упакована, реле подает команду на заталкиватель, который заталкивает пустую коробку под упаковку, а запакованную сталкивает на конвейер 9 (фиг. 1).
Все узлы приводятся в движение от электродвигателя / (фиг. 2). Через редуктор 2 движение передается элеватору 3, доставляющему соски на раскаточную площадку, транспортером 4, подающим соски в трубки-сборники. Через муфты 5 выключения движение передается упаковочной головке 6 и через пару конических шестерен 7 - собачкам 8, приводяшим в движение транспортеры 9.
Предлагаемый автомат имеет блокировку, отключающую узел упаковки при отсутствии сосок или коробки и отключающую двигатель при отсутствии пустой коробки и заполпения трубки-сборника. При устранении этих дефектов автомат продолжает работать.
Предмет изобретения
Автомат для упаковки резиновых молочных сосок, состоящий из бункера с люлечным элеватором, узла ориентации, накопителя, укладчика и механизма перемещепия тары пульсирующего типа, отличающийся тем, что для повышения надежности конструкции механизм ориентации деталей выполнен в виде наклонной плоскости, совмещенной с двумя отводящими транспортерами.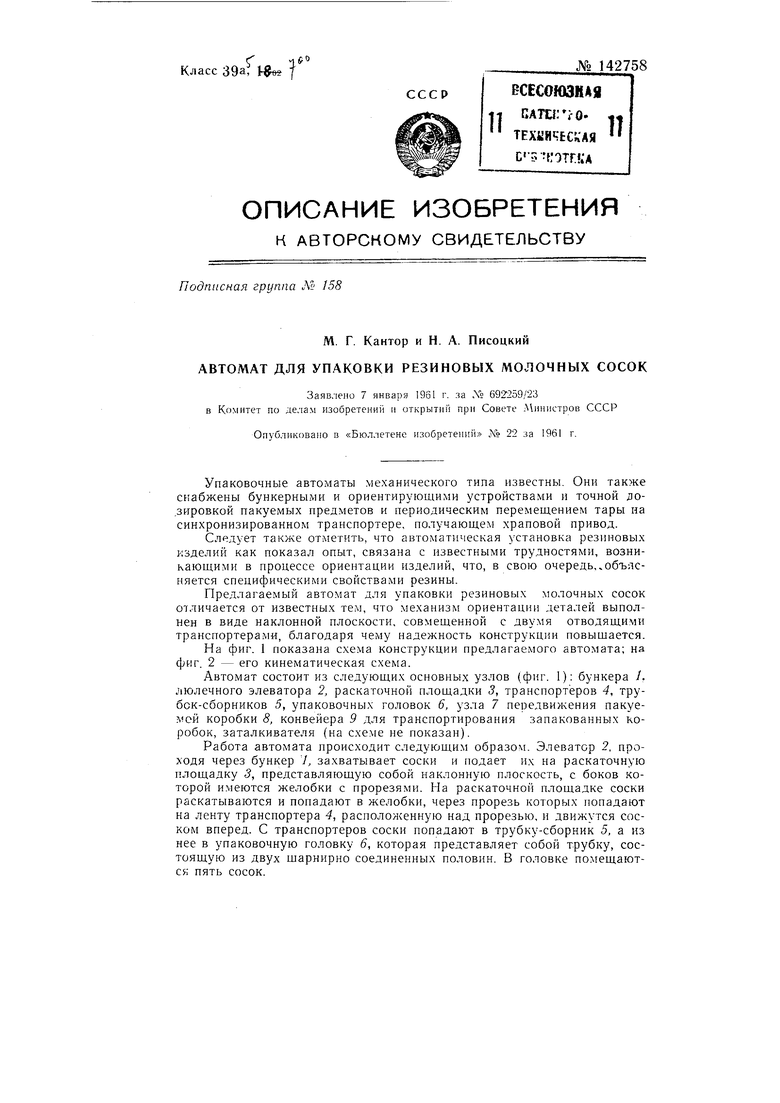
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для навески моделей на рамки агрегатов производства резиновых маканых изделий | 1961 |
|
SU148214A1 |
| Автомат для разборки и контроля спичечных наружных коробок | 1952 |
|
SU109927A1 |
| АВТОМАТ ДЛЯ РАСФАСОВКИ СУШЕК | 1973 |
|
SU398450A1 |
| Агрегат для штемпелевки и упаковки стирательных резинок | 1953 |
|
SU119472A2 |
| СПОСОБ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ КОРОБКУ | 2011 |
|
RU2461795C1 |
| Автомат для штамповки, надевания и обкатки алюминиевых колпачков на предварительно укупоренные картонным капсюлем бутылки | 1958 |
|
SU122685A1 |
| Станок для изготовления торфоперегонных горшков | 1950 |
|
SU93087A1 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| Автомат для изготовления алюминиевых колпачков, вставки в них прокладок и укупорки бутылок | 1958 |
|
SU121044A1 |
| Пишущая машина | 1934 |
|
SU43012A1 |