Область техники и назначение.
Изобретение относится к области переработки отработанных армированных резиновых изделий, преимущественно автомобильных шин или их фрагментов, в том числе шин, армированных металлическими элементами, и может быть использовано для создания установок для выделения и измельчения резины из изношенных шин.
Уровень техники.
Известно устройство для измельчения эластичных материалов и отделения их от металлической армировки, содержащее контейнер высокого давления, в рабочей полости которого имеется уплотнительный плунжер, и фильеру (диск со сквозными отверстиями). Устройство монтируется на гидравлическом прессе. Перерабатываемый резинокордный материал загружается в рабочую полость контейнера, туда же вводится плунжер. Под действием усилия, развиваемого прессом, в контейнере повышается давление. Под давлением происходит "псевдосжижение" резины, она начинает "течь" и продавливаться через отверстия фильеры. В рабочей полости контейнера остается металл в виде брикета. После окончания прессования плунжер возвращается в исходное положение. Фильера вместе с брикетом с помощью выталкивателя приподнимается вверх, освобождается от брикета и возвращается в исходное положение (Белоцерковский А.М. Высокие давления в технологии. - М.: Знание, с.14-16, 1977).
Признаки, являющиеся общими для известного и заявленного технических решений, заключаются в наличии гидравлического пресса с уплотнительным плунжером и фильеры.
Причина, препятствующая получению в известном техническом решении требуемого технического результата, заключается в том, что проходное сечение сквозных отверстий фильеры вследствие их закупоривания частью металлической армировки уменьшается и при последующей прессовке требуется значительное увеличение рабочего давления и применение дополнительных приспособлений для того, чтобы отделить брикет и полностью очистить фильеру.
Наиболее близким аналогом является установка для выделения резины из автомобильных шин, содержащая гидравлический пресс с уплотнительным плунжером, закрепленный на силовой раме гидравлического пресса стол (станину) с направляющими, установленную на столе с возможностью возвратно-поступательного движения вдоль направляющих стола каретку, установленные на каретке с возможностью поочередного подведения под плунжер гидравлического пресса при крайних положениях каретки два контейнера, установленные на столе с возможностью возвратно-поступательного перемещения вдоль направляющих стола и возможностью периодического подведения под соответствующие контейнеры при их поочередном расположении под уплотнительным плунжером гидравлического пресса две фильеры (диски со сквозными отверстиями), которые снабжены соответствующими ведомыми зубчатыми колесами, расположенными в плоскости движения этих фильер, для возможности переворота этих фильер, установленное на каретке ведущее зубчатое колесо для возможности периодического кинематического взаимодействия с указанными ведомыми зубчатыми колесами в процессе возвратно-поступательного движения каретки, которое при этом снабжено поводком для возможности периодического взаимодействия с установленными на столе упорами, обеспечивающего указанный переворот фильер, два устройства загрузки армированных резиновых изделий в контейнеры при крайних положениях этих контейнеров в процессе возвратно-поступательного движения каретки, а также устройство отвода материала, полученного в результате продавливания плунжером гидравлического пресса резины армированного резинового изделия, находящегося в соответствующем контейнере, через отверстия соответствующей фильеры (Патент RU 2147988 С1, кл. В 29 В 17/00, 17/02, публикация 27.04.2000).
Признаки, являющиеся общими для известного и заявленного технических решений, заключаются в наличии пресса с плунжером, стола с направляющими, установленной на столе с возможностью возвратно-поступательного движения вдоль направляющих стола каретки, установленных на каретке с возможностью подведения под плунжер пресса при крайних положениях каретки двух контейнеров для армированных резиновых изделий, установленных на станине с возможностью возвратно-поступательного перемещения вдоль направляющих станины и возможностью периодического подведения под соответствующие контейнеры при их поочередном расположении под плунжером пресса двух фильер, которые снабжены соответствующими ведомыми зубчатыми колесами, расположенными в плоскости движения этих фильер, для возможности переворота этих фильер, двух устройств загрузки армированных резиновых изделий в контейнеры при крайних положениях этих контейнеров в процессе возвратно-поступательного движения каретки, а также устройства отвода материала, полученного в результате продавливания плунжером пресса резины армированного резинового изделия, находящегося в соответствующем контейнере, через отверстия соответствующей фильеры.
Причины, препятствующие получению в известном техническом решении требуемого технического результата, заключаются в том, что
1) переворот фильер кинематически обусловлен движением каретки;
2) приложение сил при срезании остатков (жгутов) резины после экструзии осуществляется к свободным концам полуосей фильеры, что создает соответствующие изгибающие моменты сил, приводящие к частым поломкам полуосей в местах их крепления к фильере;
3) используется качающийся упор для горизонтальной фиксации фильеры в процессе срезания остатков (жгутов) резины после экструзии, который не обеспечивает достаточную надежность указанной фиксации из-за того, что данный упор жестко закреплен на каретке и поочередно взаимодействует с горизонтальными плоскостями фильер в их четырех точках, вертикальные координаты которых меняются в процессе переворота фильер;
4) отсутствует строгая горизонтальность положения фильеры при ее заходе на стол под плунжер для последующей прессовки; 5) необходимы жесткие связи между фильерами для того, чтобы обеспечить надежный кинематический контакт зубчатого колеса переворачиваемой фильеры с зубчатым колесом средней опоры каретки.
Сущность изобретения.
Задача, на решение которой направлено изобретение, заключается в повышении надежности и производительности установки.
Технический результат, опосредствующий решение указанной задачи, заключается 1) в обеспечении автономности процесса переворота фильер, который кинематически не обусловлен движением каретки, что приводит к сокращению времени перемещения каретки за один цикл на 40-50% и, соответственно, к увеличению производительности всей установки; 2) в исключении из конструкции установки шарнирного качающегося упора с сохранением его функции, заключающейся в предотвращении поворота фильер в процессе их очистки после экструзии (срезании резиновых остатков); 3) в изменении точек приложения сил, передвигающих фильеру в процессе срезания остатков (жгутов) резины после экструзии, заключающемся в том, что эти силы теперь прилагаются не к свободным концам полуосей фильеры, а к самой фильере посредством фланцев полуосей, что полностью снимает изгибающую нагрузку на эти полуоси; 4) в обеспечении строго горизонтального положения фильеры при ее заходе на стол под плунжер для последующей прессовки; 5) в исключении жестких связей между фильерами.
Достигается технический результат тем, что установка для бародеструкционной переработки армированных резиновых изделий содержит
1) пресс с плунжером;
2) стол с горизонтальными направляющими;
3) каретку, установленную на столе и имеющую две средние и по две крайние опоры, при помощи которых она установлена на направляющих стола с возможностью возвратно-поступательного движения;
4) упорные накладки, установленные на средних и крайних опорах каретки для взаимодействия с фланцами полуосей фильер;
5) две фильеры, установленные на столе с возможностью возвратно-поступательного движения по направляющим стола, при этом каждая фильера снабжена двумя опорами, при помощи которых она установлена на направляющих стола с возможностью возвратно-поступательного движения, и установлена в указанных опорах посредством двух полуосей;
6) фланцы полуосей фильеры, посредством которых эти полуоси закреплены на фильере (с возможностью центровки) и которые также предназначены для силового взаимодействия с упорными накладками каретки, причем фланцы и упомянутые упорные накладки, установленные на крайних опорах каретки, выполнены с возможностью разъемного взаимодействия между собой по типу "шип-паз" для корректировки и фиксации горизонтального положения фильеры при ее заходе на стол под плунжер для прессовки;
7) кулачки, закрепленные на полуосях каждой фильеры для взаимодействия с фиксаторами фильеры, при этом каждый кулачок выполнен с двумя одинаковыми криволинейными рабочими поверхностями, разделенными двумя диаметрально противоположными и радиально ориентированными уступами, причем указанные криволинейные поверхности кулачка смещены относительно друг друга на величину уступа, а образующая каждой криволинейной рабочей поверхности кулачка имеет переменный относительно полуоси фильеры радиус кривизны, определяемый толкающей функцией этой поверхности во взаимодействии кулачка с фиксатором;
8) два устройства загрузки;
9) два контейнера для армированных резиновых изделий, установленные на каретке, при этом контейнеры установлены на каретке в областях ее крайних опор с возможностью поочередного подведения одного контейнера под плунжер и другого контейнера под соответствующее устройство загрузки в крайних положениях каретки;
10) нож, установленный на столе под плунжером пресса для срезания с нижних плоскостей фильер резиновых жгутов,
11) два устройства автономного, не зависящего от движения каретки поворота фильер, установленные на столе симметрично относительно плунжера, причем каждое такое устройство выполнено в виде ведущей зубчатой рейки, установленной с возможностью вертикального возвратно-поступательного движения и кинематического взаимодействия при этом с ведомым зубчатым колесом соответствующей фильеры в крайнем положении этой фильеры;
12) два фиксатора фильеры, установленные на средних опорах каретки, причем фиксаторы фильеры установлены симметрично относительно направляющих стола, а каждый фиксатор выполнен в виде язычка, имеющего возможность возвратно-поступательного перемещения в направлении движения фильер;
13) два ведомых зубчатых колеса, каждое из которых закреплено на одной полуоси каждой фильеры.
Новыми (относительно наиболее близкого аналога) является признаки, обозначенные выше позициями 4, 6, 7, 11, 12.
Перечень фигур и иных материалов.
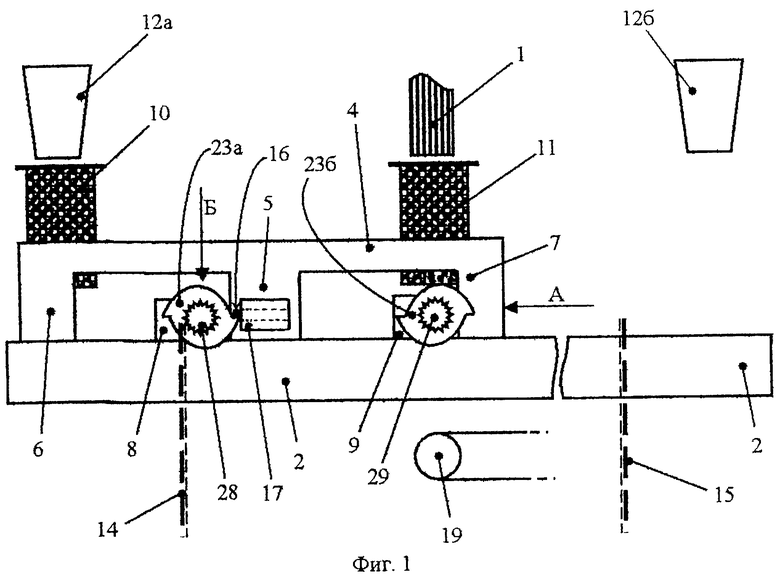
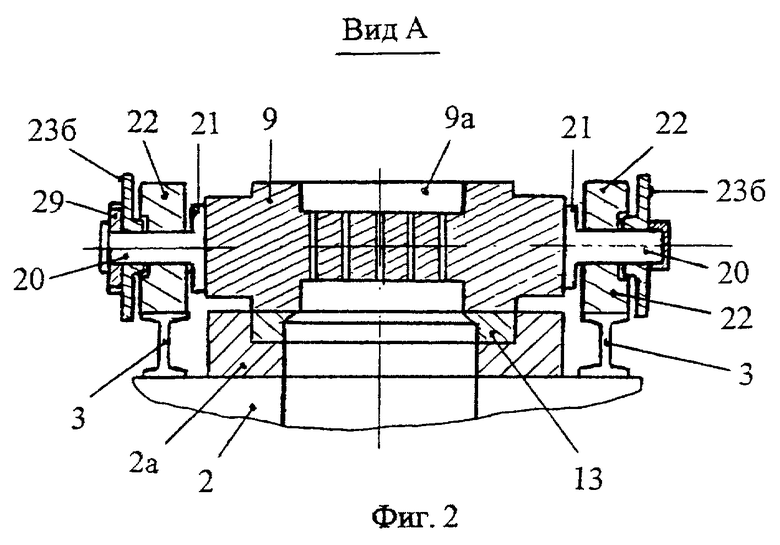
На фиг.1 представлена схема установки для бародеструкционной переработки армированных резиновых изделий; на фиг.2 - вид А на фиг.1 (фильера в сборе в момент ее положения под плунжером пресса);
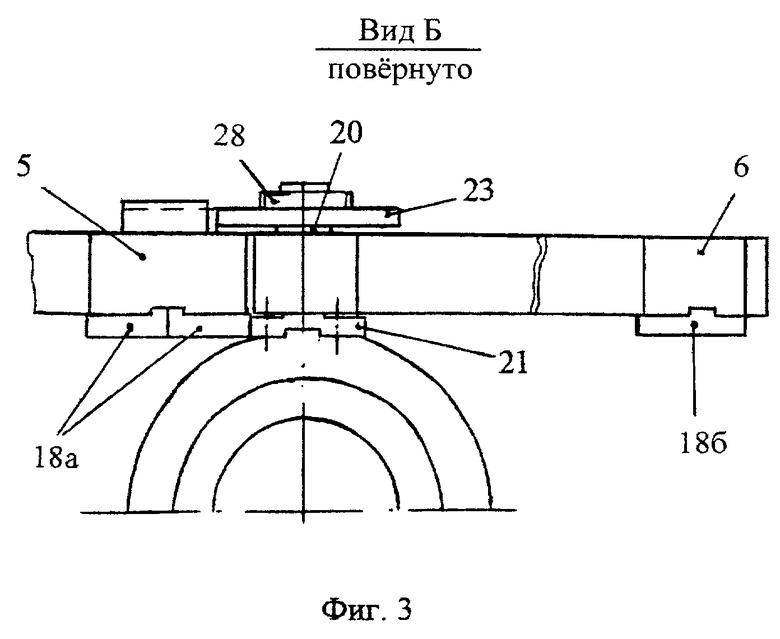
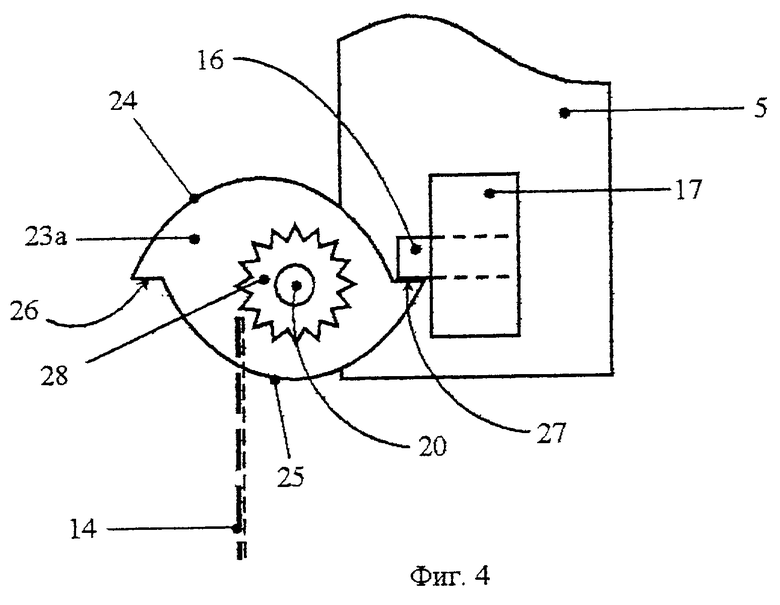
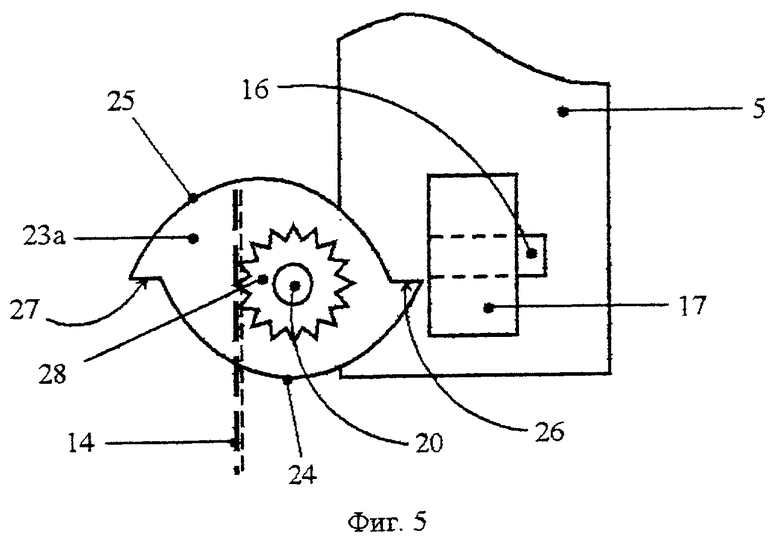
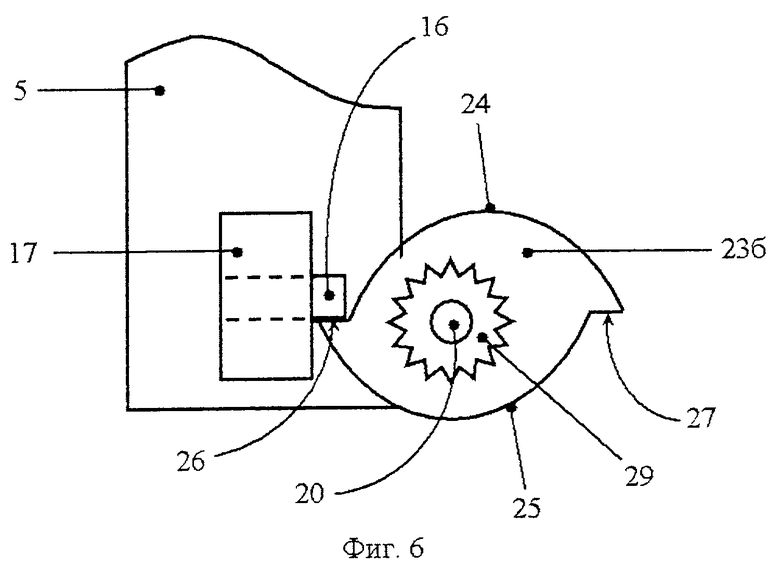
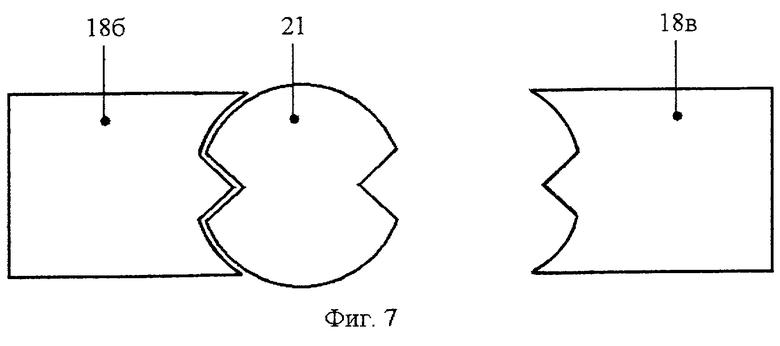
на фиг.3 - вид Б (повернуто) на фиг.1 (узел крепления фильеры в плане); на фиг. 4 и 5 - схемы взаимодействия кулачка фильеры 8 с фиксатором 16 фильеры; на фиг.6 - схема взаимодействия кулачка фильеры 9 с фиксатором 16 фильеры; на фиг.7 - схема разъемного взаимодействия по типу "шип-паз" фланцев полуосей фильеры с упорными накладками, установленными на крайних опорах каретки.
Сведения, подтверждающие возможность осуществления изобретения.
Установка содержит гидравлический пресс с уплотнительным плунжером 1 (фиг.1, на которой сам пресс не показан); стол 2 с горизонтальными направляющими 3 (фиг.1 и 2, на фиг.1 направляющие не показаны); каретку 4, установленную на столе 2 и имеющую две средние 5 и по две крайние 6 и 7 опоры (фиг.1, 3), при помощи которых каретка 4 установлена на направляющих стола с возможностью возвратно-поступательного движения, которое обеспечивается гидроцилиндром (не показан); две фильеры (диски со сквозными отверстиями) 8 и 9, установленные на столе 2 с возможностью возвратно-поступательного движения по направляющим стола (фиг.1, 2); два контейнера 10 и 11 для армированных резиновых изделий, установленные на каретке 4 в областях ее крайних опор 6 и 7 (фиг.1); два устройства 12а и 12б загрузки контейнеров 10 и 11 в крайних положениях каретки 4 (фиг.1), нож 13, установленный на столе 2 (под плунжером 1 и под фильерой) и предназначенный для срезания с нижней плоскости соответствующей фильеры остатков (жгутов) резины, образующихся в результате прессования и экструзии (фиг.2); две ведущие зубчатые рейки 14 и 15, выполняющие функции устройств автономного, не зависящего от движения каретки поворота фильер и установленные вертикально на столе 2 симметрично относительно плунжера 1 и на равных расстояниях от этого плунжера (фиг.1); два фиксатора 16 фильеры (фиг.1, 4, 5, 6), каждый из которых установлен на соответствующей средней опоре 5 каретки 4 и выполнен в виде перемещаемого вдоль направления движения каретки язычка 16, имеющего возможность перемещаться в направляющей 17, установленной на указанной средней опоре каретки; упорные накладки 18 (фиг.3), установленные на средних 5 (18а), крайних 6 (18б) и 7 (18в) опорах каретки 4 с внутренних сторон этих опор для возможности силового (толкающего) взаимодействия с фланцами 21 фильеры, при этом на фиг.3 показаны упорные накладки 18а, установленные на средних опорах 5 каретки, и 18б, установленные на левых крайних опорах 6 каретки; кроме того, упорные накладки 18б крайних опор 6 и 18в крайних опор 7 каретки 4, а также фланцы 21 полуосей фильеры выполнены с возможностью разъемного взаимодействия между собой (т.е. между соответствующими накладкой и фланцем) по типу "шип-паз", когда выступ одного взаимодействующего элемента (например, накладки) входит в углубление другого взаимодействующего элемента (соответственно, фланца; см. схему на фиг.7); устройство 19 для отвода переработанного материала.
На силовой раме гидравлического пресса закреплен стол (станина) 2 с направляющими, на котором установлена каретка 4 и гидроцилиндр (не показан) для возвратно-поступательного перемещения каретки. Контейнеры 10 и 11 установлены на каретке 4 в областях ее крайних опор 6 и 7 с возможностью подведения за счет перемещения каретки одновременно одного контейнера под плунжер 1 и другого контейнера под одно из загрузочных устройств 12а или 12б. При этом контейнеры установлены на подпружиненных опорах (не показаны) и имеют возможность перемещаться в вертикальной плоскости.
Каждая фильера (диск со сквозными отверстиями) 8 или 9 снабжена полуосями (цапфами) 20, прикрепленными к фильере при помощи соответствующих фланцев 21, которые также предназначены для силового взаимодействия с упорными накладками 18 каретки (фиг.2, 3). При помощи полуосей (цапф) 20 фильера установлена в опорах (буксах) 22, посредством которых фильера может возвратно-поступательно перемещаться по направляющим 3 стола 2 (фиг.2). Кроме того, фланцы 21 и упорные накладки 18б и 18в, установленные на крайних опорах 6 и 7 каретки 4 (фиг.3, 7), выполнены с возможностью разъемного взаимодействия между собой по типу "шип-паз" (фиг.7) для корректировки и фиксации горизонтального положения фильеры при ее заходе на стол 2а (фиг.2) под плунжер 1 (фиг.1) для последующей прессовки.
Каждая фильера 8 или 9 также снабжена двумя кулачками 23, закрепленными на полуосях 20 фильеры (фиг.2) и предназначенными для взаимодействия своими рабочими поверхностями с фиксаторами (язычками) 16, установленными на средних опорах 5 каретки 4 (фиг.1, 4, 5).
При этом каждый кулачок 23 имеет две одинаковые криволинейные рабочие поверхности 24 и 25, разделенные двумя диаметрально противоположными и радиально ориентированными уступами 26 и 27 (фиг.4, 5). Поверхности 24 и 25 смещены друг относительно друга на величину уступа 26 (27). Образующая каждой поверхности 26 или 27 имеет переменный (монотонно нарастающий) относительно полуоси 20 радиус кривизны, определяемый толкающей функцией этой поверхности 26 (27) во взаимодействии кулачка 23 с язычком (фиксатором) 16. Уступы 26 и 27 предназначены для взаимодействия с нижней плоскостью язычка 16 с целью фиксации фильеры от поворота в процессе срезания с ее нижней плоскости жгутов резины после завершения процесса прессования и экструзии.
Кроме того, каждая фильера 8 или 9 содержит одно ведомое зубчатое колесо, соответственно, 28 или 29, жестко закрепленное на одной полуоси фильеры и расположенное в плоскости движения фильеры.
Установка также содержит две ведущие зубчатые рейки 14, 15, выполняющие функции устройств автономного, не зависящего от движения каретки, поворота фильер, и установленные на столе 2 с возможностью вертикального возвратно-поступательного перемещения (перпендикулярно направлению движению каретки 4, а также фильер 8, 9) и снабженные отдельными гидроцилиндрами (не показаны) для обеспечения автономного перемещения этих реек. При этом рейки 14 и 15 установлены на столе 2 так, что обеспечивается возможность их кинематического взаимодействия с соответствующими ведомыми зубчатыми колесами 28 и 29 при крайних положениях каретки 4 (а также фильер 8 и 9) в процессе их возвратно-поступательного перемещения вдоль направляющих станины 2. Для обеспечения надежности этого кинематического взаимодействия рейки 14 и 15 на своих верхних концах выполнены с заходами, обеспечивающими необходимую плавность зубчатого зацепления при вхождении рейки в кинематический контакт с соответствующим ведомым зубчатым колесом.
Установка, кроме того, содержит два устройства 12 загрузки армированных резиновых изделий, каждое из которых содержит гидроцилиндр (не показан) для подачи армированных резиновых изделий (шин) в бункер этого устройства, а также гидроцилиндр (не показан) для последующей подачи резиновых изделий в контейнер 10 или 11.
Кроме того, на силовой раме гидравлического пресса закреплены два гидроцилиндра (не показаны), предназначенные для поджатия контейнеров 10 и 11 к соответствующим фильерам 8 и 9 перед началом процесса прессования, когда соответствующие контейнер и фильера расположены под плунжером 1 пресса.
Установка также снабжена круглым ножом 13 (фиг.2), расположенным под фильерой 8 или 9 и установленным с некоторым смещением от позиции, на которой происходит процесс экструзии. Под ножом предусмотрено сквозное отверстие для отвода переработанного материала на устройство 19 для отвода переработанного материала.
Работа установки заключается в следующем.
В исходном рабочем состоянии установки каретка 4 находится в левом положении как показано на фиг.1. При этом контейнер 11 с загруженной в него шиной установлен на позиции прессования и экструзии соосно с фильерой 9 и плунжером 1. Контейнер 10 находится в это время на позиции устройства 12а загрузки, а фильера 8 - на направляющих стола 2 в позиции контакта ее ведомого зубчатого колеса 28 с ведущей зубчатой рейкой 14. Контейнер 11 предварительно поджимается к фильере 9, находящейся на столе 2а (фиг.2), при помощи гидроцилиндров, преодолевающих для этого сопротивление подпружиненных опор (не показаны). Затем в контейнере 11 при помощи плунжера 1 создается критическое давление, равное 100-1000 МПа, приводящее резину в псевдожидкое состояние. Происходит процесс прессования и экструзии путем псевдосжижения резины в контейнере 11 и ее “истечения” через отверстия фильеры 9. Плунжер 1, постепенно опускаясь, пересекает границу контакта контейнера 11 с фильерой 9 и формирует брикет в углублении 9а (фиг.2), образованном бортами фильеры. После этого давление сбрасывается, уплотнительный плунжер 1 поднимается вверх до исходного положения. При выходе уплотнительного плунжера 1 из контейнера 11 прекращается поджатие контейнера 11 к фильере 9. Под действием подпружиненных опор (не показаны) контейнер 11 отходит от фильеры 9 и устанавливается в исходное положение.
Параллельно с процессами, описанными выше, при помощи устройства 12а производится загрузка перерабатываемого армированного резинового изделия (например, шины или ее части) в контейнер 10.
Кроме того, параллельно с процессами, описанными выше, осуществляют переворот фильеры 8 с одновременным переводом фиксатора (язычка) 16 в правое (по рисунку) положение (фиг.1, 4, 5). Для этого при помощи гидроцилиндра (не показан) осуществляют перемещение ведущей зубчатой рейки 14 вверх. При этом на фиг.1 и 4 показано начальное (нижнее) положение рейки 14, а на фиг.5 - конечное (верхнее) положение рейки 14. Перемещаясь вверх, зубчатая рейка 14 благодаря специально выполненному заходу гарантированно входит в кинематическое зацепление с ведомым зубчатым колесом 28 фильеры 8 и поворачивает его на 180°, осуществляя тем самым переворот фильеры 8. Одновременно происходит и поворот двух кулачков 23а, установленных на полуосях фильеры 8. В исходном положении (фиг.4) рабочие поверхности 24 кулачков 23а расположены выше, рабочие поверхности 25 - ниже, а язычки 16 выдвинуты влево (по рисунку) относительно направляющей 17 и находятся в контакте с уступами 27 кулачков 23а. При движении ведущей рейки 14 вверх происходит поворот обоих кулачков 23а по часовой стрелке (относительно рисунка), вследствие чего указанные кулачки своими верхними криволинейными рабочими поверхностями 24 толкают язычки 16 вправо, которые двигаются в направляющих 17 и в конечном итоге переходят в крайнее правое положение с фиксацией в этом положении (как показано на фиг.5, при этом средство фиксации язычка 16 не показано). В результате этого поверхности 24 и 25, а также уступы 26 и 27 кулачков 23а меняются местами.
После окончания описанных выше параллельно протекающих процессов прессования и экструзии в контейнере 11 через фильеру 9, загрузки следующей партии резиновых изделий в контейнер 10 посредством устройства 12а, переворота фильеры 8 и перемещения фиксатора (язычка) 16 в противоположное (правое) положение под действием кулачка 23а включают привод каретки 4 (привод не показан) для ее перевода из крайнего левого (по рисунку) положения в крайнее правое.
В начале процесса движения каретки 4 вправо фильеры 8 и 9, будучи не связанными с кареткой 4, некоторое время находятся на прежних местах. При этом фильера 8 находится на прежнем месте без движения до тех пор, пока левые крайние опоры 6 каретки 4 своими упорными накладками 18б не войдут в непосредственный разъемный по типу “шип-паз” (фиг.7) силовой контакт с фланцами 21 этой фильеры. Что касается фильеры 9, то она также находится на прежнем месте без движения до тех пор, пока средние опоры 5 каретки 4 своими упорными накладками 18а не войдут в непосредственный силовой контакт с фланцами 21 фильеры 9. В тот момент, когда упорные накладки 18а средних опор 5 каретки 4 входят в контакт с фланцами 21 фильеры 9, язычки 16, которые двигаются вместе с указанными опорами 5, входят в контакт с уступами 26 кулачков 23б фильеры 9 (как показано на фиг.6), в результате чего фильера 9 оказывается фиксированной от поворота в направлении по часовой стрелке (по рисунку). Дальнейшее движение каретки 4 вправо по рисунку приводит в движение фильеры 8 и 9, так как каретка посредством воздействия своими упорными накладками на соответствующие фланцы указанных фильер толкает их в том же направлении. При этом фильера 9, через которую до этого прошел процесс экструзии, своей нижней плоскостью проходит непосредственно над режущей кромкой ножа 13, который срезает резиновые остатки (жгуты), застрявшие в отверстиях фильеры 9 и свисающие за пределами ее нижней плоскости. Данное срезание необходимо, так как в следующем цикле работы фильеры 9 после ее переворота ее нижняя плоскость становится верхней, которой эта фильера должна быть герметично поджата к камере 11. При наличии свисающих из отверстий фильеры 9 резиновых остатков (жгутов) после окончания процесса экструзии через эту фильеру указанное поджатие к камере 11 в следующем цикле не будет герметичным, что сделает невозможным процесс прессования и экструзии в этом следующем цикле. Этим обусловлена актуальность срезания остатков резины (жгутов) с нижней плоскости фильеры 9 после окончания процесса экструзии. Однако этот процесс срезания создает значительный момент сил на фильеру 9 со стороны ножа 13, стремящийся повернуть фильеру 9 по часовой стрелке относительно рисунка. Такой поворот фильеры в процессе срезания жгутов резины привел бы к заклиниванию и поломке всего механизма. Отсюда особая актуальность удержания фильеры 9 в горизонтальном положении в процессе срезания жгутов резины. Это удержание (фиксация) и обеспечивается взаимодействием язычков 16, выдвинутых в крайнее правое положение, с уступами 26 кулачков 236 фильеры 9 (фиг.6).
Дальнейшее движение каретки 4 вправо происходит вместе с фильерами 8 и 9, что приводит всю систему (каретку 4, камеры 10 и 11, фильеры 8 и 9) в соответствующее крайнее правое положение. Вследствие этого контейнер 11 устанавливается под устройство 12б загрузки, контейнер 10 - на позицию прессования под плунжер 1, фильера 8 - на стол 2а соосно с контейнером 10 и плунжером 1, а фильера 9 - в крайнее правое положение, при котором становится возможным кинематическое взаимодействие ведомого зубчатого колеса 29 этой фильеры с ведущей зубчатой рейкой 15 с целью дальнейшего переворота фильеры 9. При этом возникающее разъемное соединение между фланцами 21 полуосей фильеры 8 и упорными накладками 18б левых опор каретки 4 по типу “шип-паз” (фиг.7) обеспечивает с высокой точностью горизонтальное положение фильеры 8 при ее заходе на позицию прессования, т.е. на стол 2а (фиг.2) под указанный плунжер 1.
В крайнем правом положении каретки 4 фильера 8 находится под контейнером 10, который, в свою очередь, установлен соосно с плунжером 1. Происходит процесс прессования и экструзии в контейнере 10 через фильеру 8 с одновременным процессом загрузки перерабатываемого изделия в контейнер 11 посредством устройства 12б. Одновременно включается привод переворота, например гидроцилиндр (не показан), который осуществляет перемещение ведущей зубчатой рейки 15 вверх. Перемещаясь вверх, зубчатая рейка 15, имея соответствующий заход, гарантированно входит в кинематическое зацепление с ведомым зубчатым колесом 29 фильеры 9 и поворачивает его на 180°, осуществляя тем самым переворот соответствующей фильеры 9.
После окончания процесса прессования и экструзии в контейнере 10 через фильеру 8 (и одновременного процесса загрузки следующей партии армированных резиновых изделий в контейнер 11) каретка 4 перемещается в противоположном направлении, т.е. из крайнего правого положения в крайнее левое и описанный выше процесс зеркально симметрично повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ АВТОМОБИЛЬНЫХ ШИН | 2000 |
|
RU2177407C1 |
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ АВТОМОБИЛЬНЫХ ШИН | 1995 |
|
RU2147988C1 |
| СПОСОБ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ ИЗНОШЕННЫХ АВТОШИН И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2203181C2 |
| Устройство для вырубки деталей из полосового и ленточного материала | 1978 |
|
SU770827A1 |
| МАТРИЦА ДЛЯ УСТАНОВОК БАРОДЕСТРУКЦИОННОЙ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2007 |
|
RU2348524C2 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1119757A1 |
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 1993 |
|
RU2042511C1 |
| Устройство для вырубки заготовок из плоского материала | 1985 |
|
SU1238846A1 |
| Устройство к прессу для подачи кареток с резаками в рабочую зону пресса и выталкивания из них изделий и отходов | 1978 |
|
SU856835A1 |
| ПРЕССОВЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 1990 |
|
RU2082614C1 |
Изобретение может быть использовано в линиях выделения резины из изношенных автомобильных шин. Установка содержит пресс с плунжером, стол с горизонтальными направляющими и установленную на столе каретку, имеющую две средние и по две крайние опоры. По направляющим стола установлены с возможностью возвратно-поступательного перемещения две фильеры. На каретке установлены два контейнера для армированных резиновых изделий и два устройства загрузки контейнеров. На столе под плунжером пресса установлен нож для срезания с нижних плоскостей фильер резиновых остатков. На столе симметрично относительно плунжера установлены два устройства автономного поворота фильер. На средних опорах каретки установлены два фиксатора фильеры. На средних и крайних опорах каретки установлены упорные накладки. Контейнеры установлены на каретке в областях ее крайних опор с возможностью подведения одного контейнера под плунжер, а другого - под соответствующее устройство загрузки в крайних положениях каретки. Фиксаторы фильеры установлены на средних опорах каретки симметрично относительно направляющих стола. Каждый фиксатор выполнен в виде язычка, имеющего возможность возвратно-поступательного перемещения. Каждая фильера снабжена двумя опорами, при помощи которых она установлена с возможностью возвратно-поступательного перемещения на направляющих стола. Каждая фильера установлена посредством двух полуосей, закрепленных на фильере при помощи фланцев. На каждой полуоси каждой фильеры закреплен кулачок для взаимодействия с фиксаторами фильеры. Кулачок выполнен с двумя одинаковыми криволинейными рабочими поверхностями, разделенными уступами. Криволинейные рабочие поверхности кулачка смещены относительно друг друга на величину уступа. Образующая каждой криволинейной поверхности кулачка имеет переменный относительно полуоси фильеры радиус кривизны, определяемый толкающей функцией этой поверхности во взаимодействии кулачка с фиксатором. На одной полуоси каждой фильеры закреплено ведомое зубчатое колесо для взаимодействия с соответствующим устройством автономного поворота фильеры в крайнем положении этой фильеры. Установка надежна в эксплуатации и имеет высокую производительность. 1 з.п. ф-лы, 7 ил.
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ АВТОМОБИЛЬНЫХ ШИН | 1995 |
|
RU2147988C1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| DE 3507854 A1, 24.10.1985 | |||
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 1993 |
|
RU2042511C1 |

