Область техники, к которой относится изобретение
Изобретение относится к переработке полимеров, а именно изношенных автомобильных шин, и может быть использовано в бародеструкционных установках вторичной переработки автомобильных шин и других резинотехнических изделий с текстильными и металлическими армирующими элементами.
Уровень техники
Известна матрица для установок бародеструкционной переработки изношенных автомобильных шин, представляющая собой перфорированный диск с боковыми выступами для его соединения с механизмами отвода и переворота матрицы (описана в авторском свидетельстве СССР №1728042 А1, кл. В29В 17/00, дата публикации 1992.04.23).
Установка, для которой предназначена матрица, содержит контейнер высокого давления, уплотнительный плунжер, связанный с гидравлическим прессом, и упомянутую матрицу, расположенную горизонтально. Перерабатываемый материал (автомобильные шины и их доли) закладывается в рабочую полость контейнера. Под действием давления, развиваемого прессом, уплотнительный плунжер вводится в рабочую полость контейнера и до начала прессования за счет сил трения о стенки контейнера перемещает последний до его замыкания с матрицей. При достижении в контейнере критического давления 100-1000 МПа происходит "ожижение" резины и ее истечение через отверстия матрицы. После снятия давления в прессе плунжер обратным ходом извлекается из контейнера, а контейнер размыкается с матрицей (там же).
Признаки известной матрицы, совпадающие с признаками заявленного изобретения, заключаются в наличии перфорированного диска.
Причина, препятствующая получению в известной матрице технического результата, который обеспечивается заявленным изобретением, заключается в том, что после окончания прессования на поверхности матрицы образуется металлобрикет в форме спрессованного металлокорда с остатками резины. Кроме того, с внешней стороны матрицы во время прессования образуются концы из прошедшей через отверстия резины и части металлических нитей армировки. При этом удаление металлобрикета производят потоком материала последующего прессования. Для этого матрицу поворачивают на 180°. После поворота матрицы возможно защемление образовавшихся концов резины между контактными плоскостями матрицы и контейнера, что неизбежно приведет к перекосу последнего и нарушению соосности пресс-инструмента.
Наиболее близким аналогом (прототипом) является матрица для переработки изношенных автомобильных шин, которая содержит фильеру и камеры давления, заключенные в обойму с крышкой. Каждая камера давления имеет внутреннюю гильзу и насаженный на нее "с натягом" бандаж. По внутреннему диаметру гильзы в плоскости ее стыковки с фильерой выполнена кольцевая проточка для установки уплотнительного кольца из незакаленного металла. Под действием высокого давления, развиваемого в камере, кольцо деформируется и уплотняет стык между камерой высокого давления и фильерой, предотвращая попадание в него перерабатываемого материала и размыкания матрицы. Для проведения операции переворота матрица своими цапфами установлена на опорах (Патент RU №2219053 С2, М.кл. В29В 17/00, В29К 21/00, дата публикации 2003.12.20).
Признаки известной матрицы (прототипа), совпадающие с признаками заявленного изобретения, заключаются в том, что матрица содержит фильеру, бандаж (бандажные кольца), обойму и две цапфы, соединенные с обоймой и выполненные с возможностью вращения в опорах.
Причина, препятствующая получению в известной матрице (прототипе) технического результата, который обеспечивается заявленным изобретением, заключается в выполнении камер давления и фильеры раздельными, что потребовало применения уплотнительных колец, которые фактически не обеспечивают необходимое уплотнение, так как указанное уплотнение осуществляется за счет деформирования этих колец в процессе сборки матрицы. Затем, когда в процессе работы матрицы в составе установки она подвергается силовому воздействию, обусловленному давлением плунжера установки, фильера матрицы выгибается вниз и временно становится выпуклой вниз (максимальный прогиб по центру фильеры), увеличивая тем самым давление на нижние уплотнительные кольца, а в верхнем уплотнении при этом появляется микроскопический зазор, в который сразу же под действием давления поступает резина. В следующем цикле матрицу переворачивают и те уплотнительные кольца, которые располагались вверху, теперь располагаются снизу. Вследствие этого уплотнительные кольца периодически подвергаются со стороны фильеры знакопеременному силовому воздействию, приводящему через несколько циклов к появлению относительно большого зазора, в который под действием давления в очередном цикле прессования устремляется «сжиженная» резина. Попадание резины в зазор между фильерой и гильзой вызывает размыкание матрицы и выход ее из строя, так как обойма не может выдержать такие нагрузки. Дело в том, что обойма в известной конструкции выполняет функции силового связующего звена, обеспечивающего прижим двух блоков «гильза-бандаж» к фильере с разных ее сторон. Очевидно, что для выполнения этой функции обойма должна обладать высокими прочностными характеристиками, так как в условиях высоких давлений в камерах и неизбежного проникновения «сжиженной» резины в зазор между гильзой и фильерой обойма должна удержать этот прижим. Реальная конструкция обоймы этой функции выполнить не может.
Раскрытие изобретения
Задача, на решение которой направлено изобретение, заключается в упрощении конструкции матрицы, повышении ее надежности при сохранении ее конструкции сборно-разборной, в повышении долговечности за счет способности выдерживать большое количество циклов в условиях промышленной эксплуатации.
Технический результат, опосредствующий решение указанной задачи, заключается в исключении зазоров в камерах высокого давления, в которые может проникнуть сжиженная резина под действием высокого давления, а также в том, что в заявленной конструкции обойма не выполняет функцию силового связующего звена, обеспечивающего прижим блоков «гильза-бандаж» к фильере.
Достигается технический результат тем, что матрица содержит обойму, две цапфы, соединенные с обоймой и выполненные с возможностью вращения в опорах, а также бародеструкционную решетку, представляющую собой перфорированный цилиндрический диск с отношением диаметра к высоте больше единицы, имеющую с торцов по одной цилиндрической полости, высота каждой из которых составляет 0,25-0,3 высоты бародеструкционной решетки, при этом на бародеструкционную решетку с ее наружной боковой поверхности напрессовано либо одно бандажное кольцо, торцы которого расположены в плоскостях соответствующих торцев бародеструкционной решетки, а на наружной боковой поверхности бандажного кольца в его средней по высоте части выполнен радиальный кольцевой выступ, закрепленный в обойме, либо напрессовано два бандажных кольца, а на наружной боковой поверхности бародеструкционной решетки в ее средней по высоте части выполнен радиальный кольцевой выступ, радиальный размер которого превышает толщину стенки бандажного кольца на величину выступающей за его наружный диаметр части, закрепленной в обойме, при этом бандажные кольца расположены с разных сторон указанного радиального кольцевого выступа, так что для каждого кольца один его торец сопряжен с соответствующей плоскостью упомянутого радиального кольцевого выступа, а другой его торец расположен в плоскости соответствующего торца бародеструкционной решетки.
Новые признаки заявленного изобретения заключаются в конструкции упомянутой бародеструкционной решетки и ее связях с бандажными кольцами.
Краткое описание чертежей
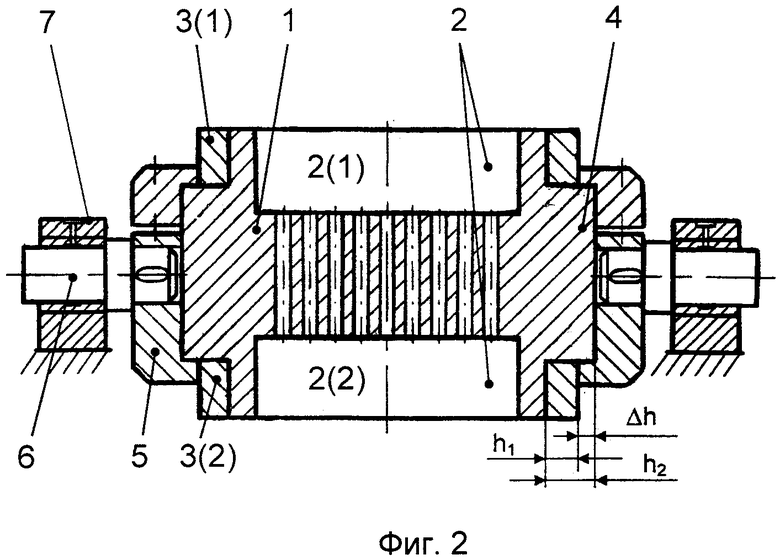
На фиг.1 показана матрица с одним бандажным кольцом; на фиг.2 - с двумя бандажными кольцами.
Осуществление изобретения
Матрица в первом варианте ее конструкции (фиг.1) выполнена сборно-разборной и содержит:
- бародеструкционную решетку 1, представляющую собой перфорированный цилиндрический диск высотой HR и диаметром D, при этом d/HR>1, а с торцов решетка имеет цилиндрические полости 2 (по одной с каждой стороны - 2(1) и 2(2)), высота НР каждой из которых составляет НР=(0,25-0,3)HR;
- бандажное кольцо 3, высота которого равна высоте НR решетки 1 и которое плотно насажено (напрессовано) на решетку 1 с ее наружной боковой поверхности; при этом торцы бандажного кольца расположены в плоскостях соответствующих торцев решетки 1, а на наружной поверхности бандажного кольца 3 выполнен боковой кольцевой выступ 4;
- обойму 5, которая соединена с выступом 4 с возможностью отсоединения;
- две цапфы 6, соединенные с обоймой 5 в диаметрально противоположных точках обоймы и выполненные с возможностью вращения в опорах 7.
Необходимость выполнения матрицы сборно-разборной вызвана тем, что в процессе работы матрицы решетка 1 подвергается интенсивным знакопеременным нагрузкам, что требует периодической замены решетки.
Для уменьшения габаритов и металлоемкости матрицы полости 2 выполнены составными, то есть каждая полость состоит из цилиндрической стенки соответствующей части решетки 1 и бандажного кольца 3, которое плотно ("с натягом") насажено на решетку 1 по всей высоте этой решетки. Этим создается заранее рассчитанное напряженное состояние: на поверхности раздела обеих деталей 1 и 3 возникает давление, под действием которого стенка решетки 1 сжимается, а бандажное кольцо 3 растягивается. Механические напряжения, возникающие в составных полостях 2 под действием внутреннего давления, распределяются более равномерно по толщине стенки и она получается тоньше, чем в случае, если бы полость 2 не была составной.
Кроме того, использование решетки 1 описанной конструкции, отличающейся монолитностью ее составляющих, исключает, с одной стороны, в полостях 2 саму возможность каких-либо зазоров, куда может под действием высокого давления приникнуть прессуемый материал (резина), а с другой стороны (и вследствие этого), существенно снижает нагрузку на обойму 5, на которую теперь не действуют размыкающие силы, обусловленные давлением в полостях 2.
Упомянутые соотношения d/HR>1 и Нр=(0,25-0,3)HR являются наиболее оптимальными для сопряжения матрицы с другими элементами бародеструкционной установки, а также с точки зрения технологии бародеструкционой переработки.
Матрица во втором варианте ее конструкции (фиг.2) также выполнена сборно-разборной и отличается от первого варианта тем, что вместо одного она содержит два бандажного кольца 3(1) и 3(2), а также тем, что боковой кольцевой выступ 4 выполнен на наружной боковой поверхности решетки 1 в ее средней части. При этом радиальный размер из выступа 4 превышает толщину h1 стенки любого бандажного кольца 3(1) или 3(2) на величину Δh выступающей за его наружный диаметр части. Этой выступающей частью (Δh) выступ 4 закреплен в обойме 5, а упомянутые бандажные кольца 3(1) и 3(2) выполнены одинаковыми и расположены с разных сторон радиального кольцевого выступа 5. При этом для каждого бандажного кольца 3(1) или 3(2) один его торец сопряжен с соответствующей плоскостью радиального кольцевого выступа 4, а другой его торец расположен в плоскости соответствующего торца решетки 1. Это обусловлено необходимостью взаимодействия матрицы с другими элементами установки бародеструкционной переработки.
Работа матрицы заключается в следующем.
В первоначальном положении матрица находится полостью 2(1) вверх. В первом цикле работы матрицы плунжер установки (не показаны) создает в полости 2(1) матрицы высокое давление, вследствие чего резина расположенных в ней шин или их фрагментов переходит в «жидкое» состояние и просачивается через отверстия решетки 1 вниз. При этом металлокорд задерживается в этих отверстиях, образуя на поверхности решетки со стороны полости 2(1) застрявший в указанных отверстиях металлобрикет. Затем при помощи механизмов бародеструкционной установки матрицу поворачивают полостью 2(2) вверх и осуществляют второй цикл работы матрицы, в котором процесс повторяют. При этом металлобрикет, образовавшийся в первом цикле, теперь находится снизу и под действием потока «жидкой» резины второго цикла отделяется от решетки 1. Далее указанные циклы многократно повторяют.
Изобретение относится к устройствам для переработки изношенных автомобильных шин. Матрица для установок бародеструкционной переработки изношенных автомобильных шин содержит обойму, две цапфы, соединенные с обоймой и выполненные с возможностью вращения в опорах, бародеструкционную решетку, представляющую собой перфорированный цилиндрический диск с отношением диаметра к высоте больше единицы. Бародеструкционная решетка имеет с торцов по одной цилиндрической полости, высота каждой из которых составляет 0,25-0,3 высоты бародеструкционной решетки, при этом на бародеструкционную решетку с ее наружной боковой поверхности напрессовано либо одно бандажное кольцо, торцы которого расположены в плоскостях соответствующих торцев бародеструкционной решетки, а на наружной боковой поверхности бандажного кольца в его средней по высоте части выполнен радиальный кольцевой выступ, закрепленный в обойме, либо напрессовано два бандажных кольца, а на наружной боковой поверхности бародеструкционной решетки в ее средней по высоте части выполнен радиальный кольцевой выступ. Радиальный размер кольцевого выступа превышает толщину стенки бандажного кольца на величину выступающей за его наружный диаметр части, закрепленной в обойме. Бандажные кольца расположены с разных сторон указанного радиального кольцевого выступа, так что для каждого кольца один его торец сопряжен с соответствующей плоскостью упомянутого радиального кольцевого выступа, а другой его торец расположен в плоскости соответствующего торца бародеструкционной решетки. Изобретение позволяет повысить надежность и долговечность матрицы при сохранении ее конструкции сборно-разборной. 2 ил.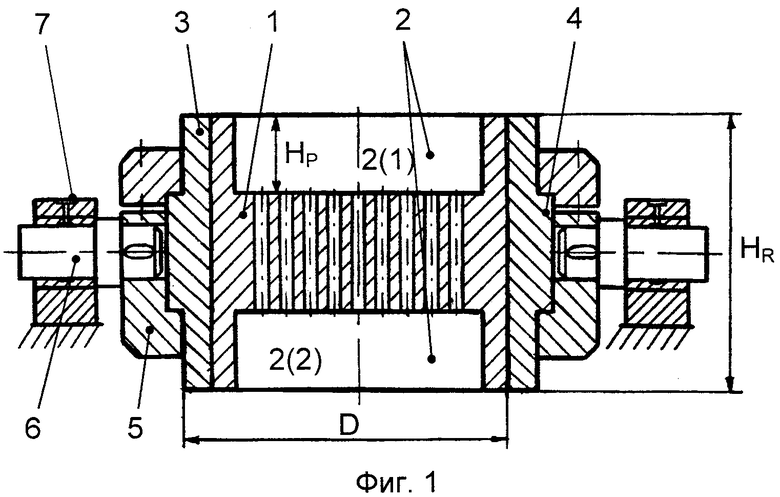
Матрица для установок бародеструкционной переработки изношенных автомобильных шин, содержащая обойму, две цапфы, соединенные с обоймой и выполненные с возможностью вращения в опорах, а также бародеструкционную решетку, представляющую собой перфорированный цилиндрический диск с отношением диаметра к высоте больше единицы, имеющую с торцов по одной цилиндрической полости, высота каждой из которых составляет 0,25-0,3 высоты бародеструкционной решетки, при этом на бародеструкционную решетку с ее наружной боковой поверхности напрессовано либо одно бандажное кольцо, торцы которого расположены в плоскостях соответствующих торцов бародеструкционной решетки, а на наружной боковой поверхности бандажного кольца в его средней по высоте части выполнен радиальный кольцевой выступ, закрепленный в обойме, либо напрессовано два бандажных кольца, а на наружной боковой поверхности бародеструкционной решетки в ее средней по высоте части выполнен радиальный кольцевой выступ, радиальный размер которого превышает толщину стенки бандажного кольца на величину выступающей за его наружный диаметр части, закрепленной в обойме, при этом бандажные кольца расположены с разных сторон указанного радиального кольцевого выступа, так что для каждого кольца один его торец сопряжен с соответствующей плоскостью упомянутого радиального кольцевого выступа, а другой его торец расположен в плоскости соответствующего торца бародеструкционной решетки.
| МАТРИЦА ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2001 |
|
RU2219053C2 |
| УСТАНОВКА ДЛЯ БАРОДЕСТРУКЦИОННОЙ ПЕРЕРАБОТКИ АРМИРОВАННЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2225788C1 |
| СПОСОБ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2000 |
|
RU2177409C1 |
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ РЕЗИНЫ ИЗ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 1993 |
|
RU2042511C1 |
| WO 9215438 A, 17.09.1992. | |||

