Текст описания в факсимильном виде (см. графическую часть).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2488455C2 |
| УСТРОЙСТВО И СПОСОБ ФОРМОВАНИЯ ЗОННЫМ ВЫДАВЛИВАНИЕМ | 2010 |
|
RU2493929C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| Способ изотермической штамповки | 1985 |
|
SU1355338A1 |
| Штамп для сверхпластической формовки деталей из листовых заготовок | 1988 |
|
SU1606233A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МНОГОФАЗНЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187403C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2659558C2 |
| Способ определения характеристик полимерных материалов | 1990 |
|
SU1742671A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ СПЛАВОВ АЛЬФА-БЕТА-Ti-Al-V-Mo-Fe | 2012 |
|
RU2573158C2 |














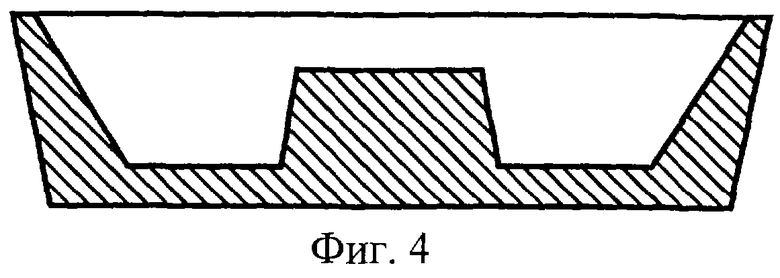



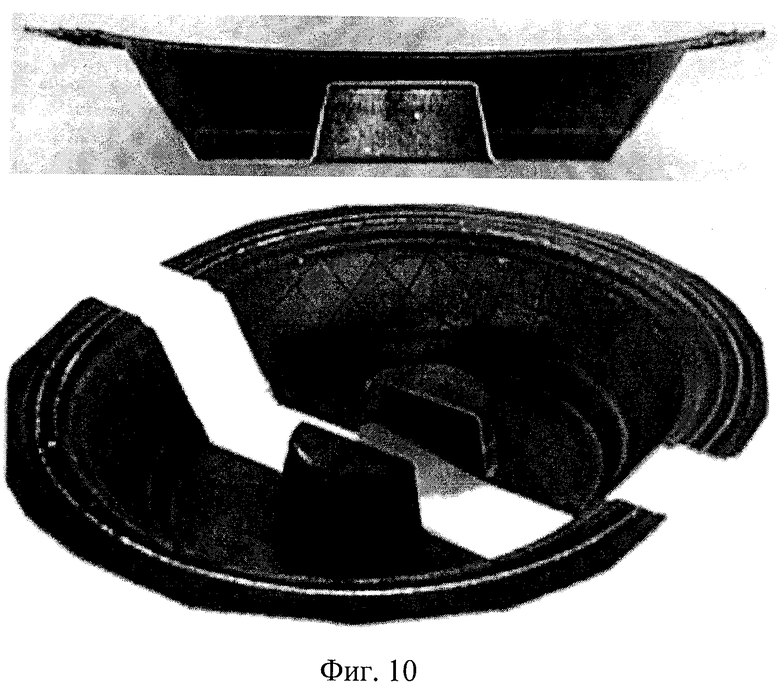
Изобретение относится к машиностроению и может быть использовано при изготовлении различных объемных изделий из металлических сплавов. Способ включает закрепление заготовки в штампе, нагрев заготовки в печи, подачу газа в штамп при начальном давлении Р0, определение временного шага деформирования по определенной формуле. Измеряют геометрические параметры текущего состояния деформируемой заготовки на временном шаге. Определяют гидростатическое давление и компоненты тензора скорости деформации на конец шага по времени для каждого временного шага. Определяют максимальное значение интенсивности скорости деформации по всему объему деформируемой заготовки. Задают интенсивность скорости деформации заготовки. Подачу газа в штамп осуществляют при поддерживании на текущем временном шаге величины давления газа, рассчитанной в соответствии с определенным математическим выражением. Обеспечивается изготовление оболочек сложной формы, улучшение эксплутационных технических характеристик оболочек. 9 з.п.ф-лы, 10 ил.
 где
где  - значение функции
- значение функции  , определяющей зависимость интенсивности напряжений от интенсивности скорости деформации
, определяющей зависимость интенсивности напряжений от интенсивности скорости деформации  при
при  где
где  - половина минимальной величины скорости
- половина минимальной величины скорости  деформирования заготовки в условиях сверхпластичности,
деформирования заготовки в условиях сверхпластичности,  - пространственные координаты x, y, z произвольной точки деформируемой оболочки, К - коэффициент объемного сжатия, измерение геометрических параметров текущего состояния деформируемой заготовки на временном шаге Δt, определение гидростатического давления
- пространственные координаты x, y, z произвольной точки деформируемой оболочки, К - коэффициент объемного сжатия, измерение геометрических параметров текущего состояния деформируемой заготовки на временном шаге Δt, определение гидростатического давления  в материале заготовки и компонент тензора скорости деформации
в материале заготовки и компонент тензора скорости деформации  на конец шага по времени Δt для каждого временного шага Δt, определение максимального значения интенсивности скорости деформации
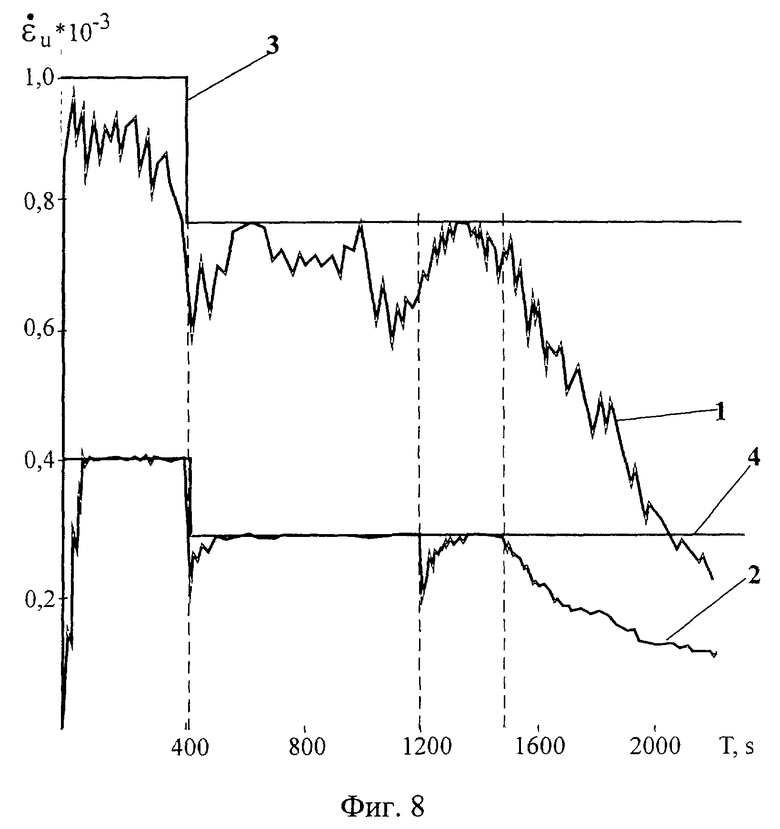
на конец шага по времени Δt для каждого временного шага Δt, определение максимального значения интенсивности скорости деформации  по всему объему деформируемой заготовки, задание интенсивности скорости деформации
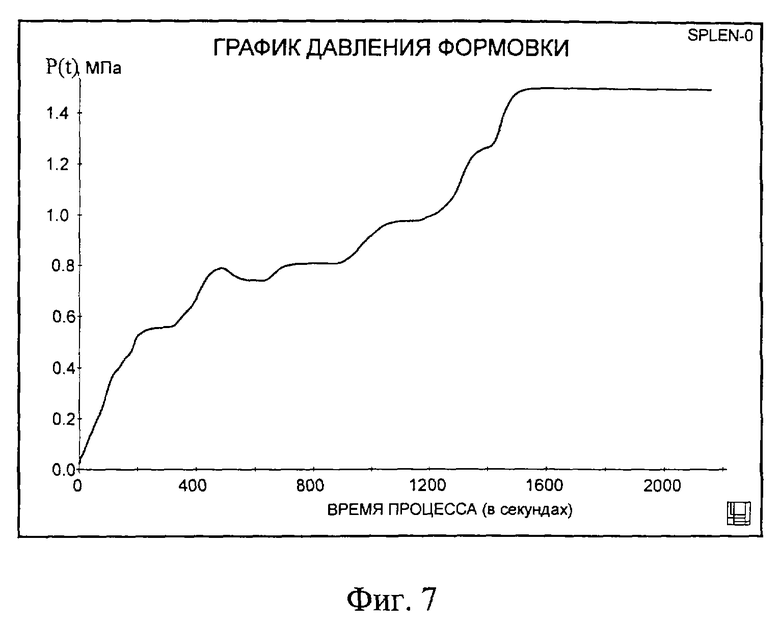
по всему объему деформируемой заготовки, задание интенсивности скорости деформации  заготовки, при этом подачу газа в штамп осуществляют при поддерживании на текущем временном шаге Δt величины давления Р(t) газа, рассчитанной в соответствии с математическим выражением
заготовки, при этом подачу газа в штамп осуществляют при поддерживании на текущем временном шаге Δt величины давления Р(t) газа, рассчитанной в соответствии с математическим выражением

где 


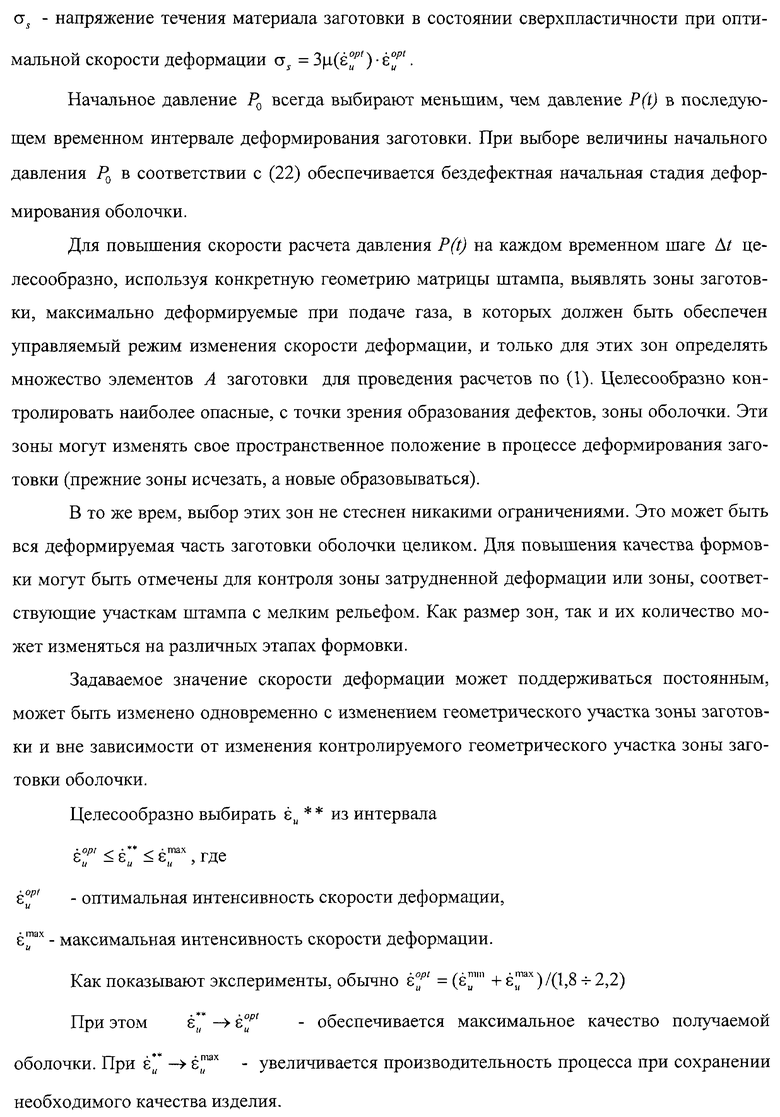
 или x, у, z - ортонормированный базис, задающий трехмерную Декартову систему координат;
или x, у, z - ортонормированный базис, задающий трехмерную Декартову систему координат;
Г - внешняя граница деформируемой заготовки;
е(i) - элементарная часть заготовки, индивидуализированная индексом (i);
 - размер соответствующего участка внешней границы заготовки (площадь);
- размер соответствующего участка внешней границы заготовки (площадь);
nx,ny,nz - направляющие косинусы внешней нормали  к соответствующему участку внешней границы оболочки
к соответствующему участку внешней границы оболочки  ;
;
 (i=x,y,z; j=x,y,z) - компоненты тензора напряжений, определенные из выражения
(i=x,y,z; j=x,y,z) - компоненты тензора напряжений, определенные из выражения

 - интенсивности скорости деформации по всему объему деформируемой заготовки;
- интенсивности скорости деформации по всему объему деформируемой заготовки;
 - средняя скорость деформации по всему объему деформируемой заготовки;
- средняя скорость деформации по всему объему деформируемой заготовки;
 - функция, определяющая зависимость интенсивности напряжений от интенсивности скорости деформаций, характеризующая физические свойства деформируемого материала заготовки при температуре Т°С,
- функция, определяющая зависимость интенсивности напряжений от интенсивности скорости деформаций, характеризующая физические свойства деформируемого материала заготовки при температуре Т°С,
А - множество элементов заготовки, для которых  (интенсивность тензора скоростей деформации в элементе е(i)) находится в области
(интенсивность тензора скоростей деформации в элементе е(i)) находится в области  .
.
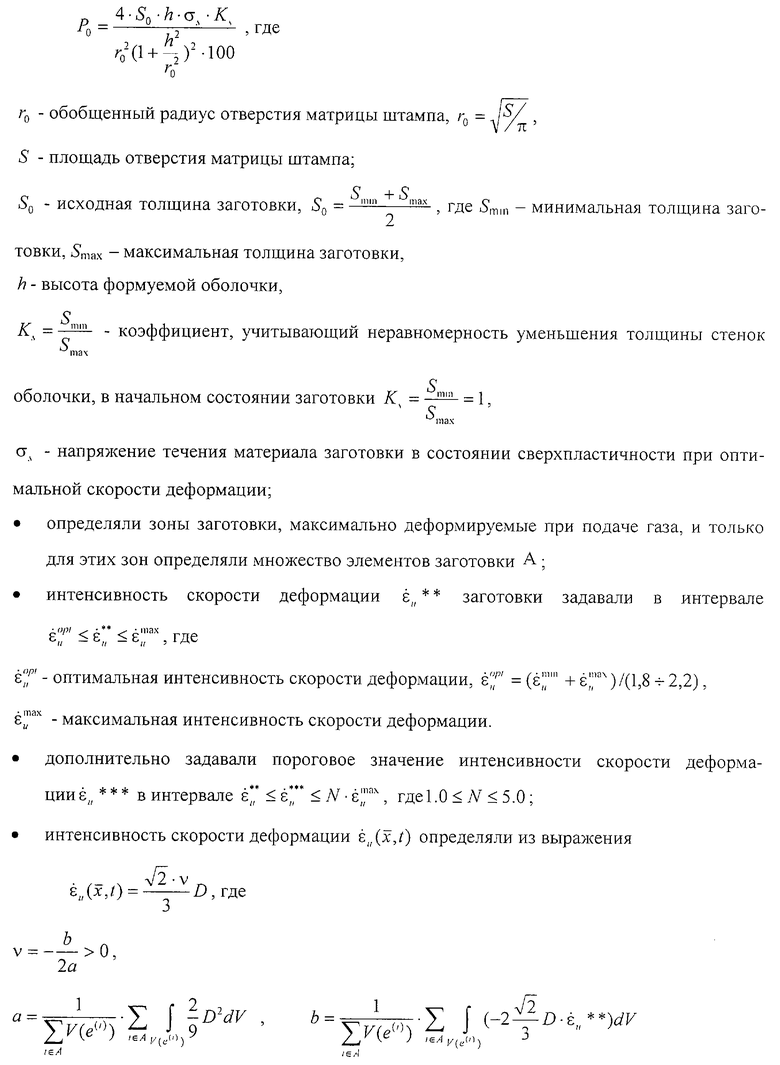
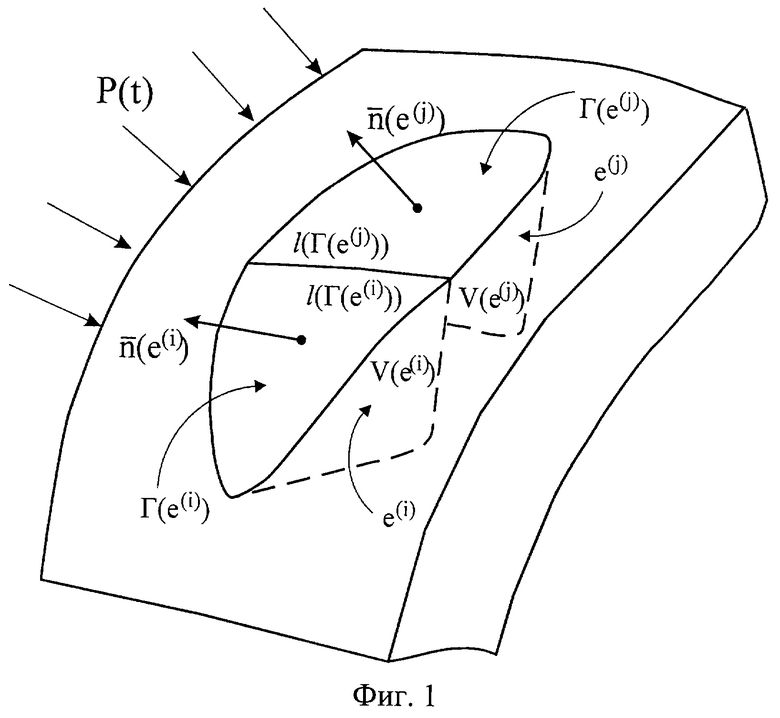
где r0 - обобщенный радиус отверстия матрицы штампа, 
S - площадь отверстия матрицы штампа;
S0 - исходная толщина заготовки,  где Smin – минимальная толщина заготовки, Smax - максимальная толщина заготовки,
где Smin – минимальная толщина заготовки, Smax - максимальная толщина заготовки,
h - высота формуемой оболочки,
 - коэффициент, учитывающий неравномерность уменьшения толщины стенок оболочки, в начальном состоянии заготовки
- коэффициент, учитывающий неравномерность уменьшения толщины стенок оболочки, в начальном состоянии заготовки 
σs - напряжение течения материала заготовки в состоянии сверхпластичности при оптимальной скорости деформации.
 заготовки задают в интервале
заготовки задают в интервале  где
где  - оптимальная интенсивность скорости деформации в условиях сверхпластичности,
- оптимальная интенсивность скорости деформации в условиях сверхпластичности, 
 - максимальная интенсивность скорости деформации.
- максимальная интенсивность скорости деформации. , которое выбирают в интервале
, которое выбирают в интервале  где 1,0≤N≤5,0.
где 1,0≤N≤5,0. определяют из выражения
определяют из выражения
где 

 (без суммирования по повторяющимся индексам),
(без суммирования по повторяющимся индексам),
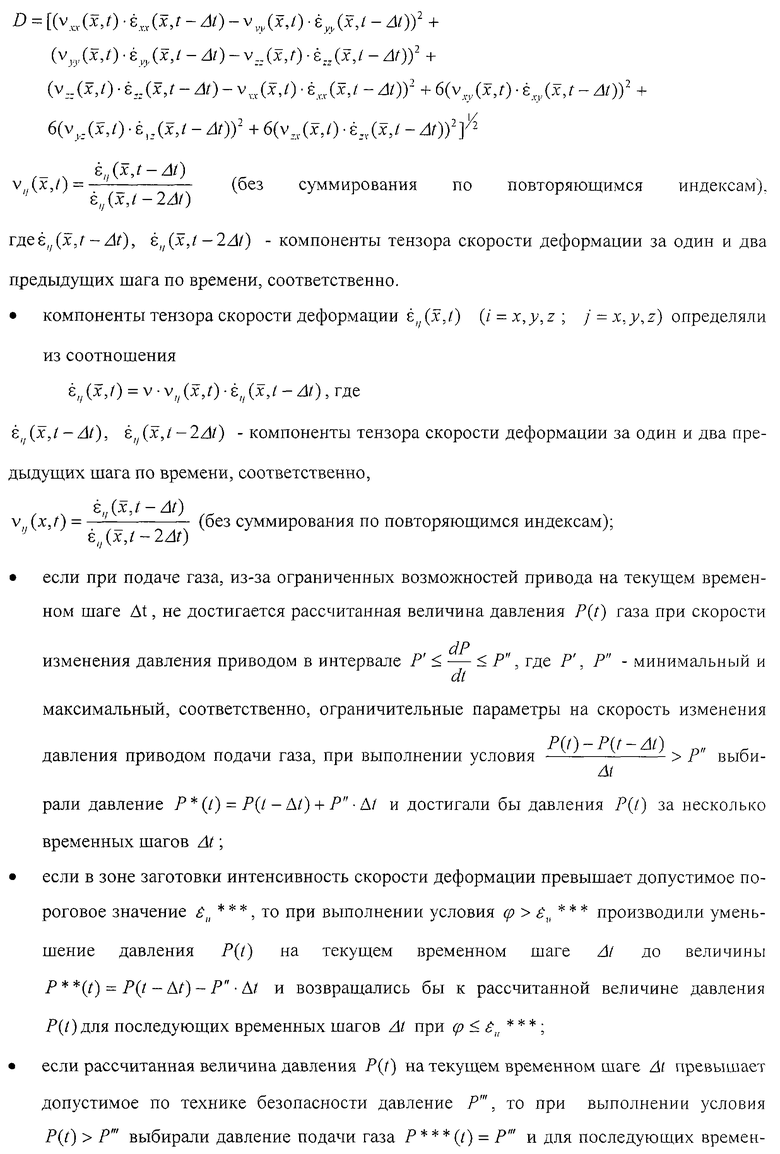
где  - компоненты тензора скорости деформации за один и два предыдущих шага по времени, соответственно.
- компоненты тензора скорости деформации за один и два предыдущих шага по времени, соответственно.
 (i=x,y,z; j=x,y,z) определяют из соотношения
(i=x,y,z; j=x,y,z) определяют из соотношения
где  - компоненты тензора скорости деформации за один и два предыдущих шага по времени соответственно;
- компоненты тензора скорости деформации за один и два предыдущих шага по времени соответственно;
 (без суммирования по повторяющимся индексам).
(без суммирования по повторяющимся индексам).

где Р', Р" - минимальный и максимальный, соответственно ограничительные параметры на скорость изменения давления приводом подачи газа,
при выполнении условия
выбирают давление P*(t)=P(t-Δt)+P"·Δt и достигают давления P(t) за несколько временных шагов Δt.
 , то при выполнении условия
, то при выполнении условия  производят уменьшение давления P(t) на текущем временном шаге Δt до величины P**(t)=P(t-Δt)-P"·Δt и возвращаются к рассчитанной величине давления Р(t) для последующих временных шагов Δt при
производят уменьшение давления P(t) на текущем временном шаге Δt до величины P**(t)=P(t-Δt)-P"·Δt и возвращаются к рассчитанной величине давления Р(t) для последующих временных шагов Δt при  .
.| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК | 1990 |
|
RU2025171C1 |
| RU 1169256 A1, 27.10.1996 | |||
| Способ реверсивной штамповки | 1978 |
|
SU712176A1 |
| US 4111024, 05.09.1978. | |||

