Изобретение относится к обработке | металлов давлением и может быть использовано в качестве оснастки для формовки сжатым газом в режиме сверх- пластичности коробчатых деталей
Цель изобретения - повьшение качества формовки деталей коробчатой формы
ки (С и D, Е и F и ТоДо) попарно соединить, сделав пересечение прямолинейных участков контура 6 в углах мат рицы 1 (крыгаки 2), то число прямолинейных участков (фиго 2) уменьшится до восьмИо Наиболее подходящий контур 6 выбирается из условия простоты его изготовления на имеющемся оборудована фиго представлен в ис- ю ° подачи газа в формуемую походном положении (слева) и в работе (справа); на фигр2 - матрица, вид сверху.
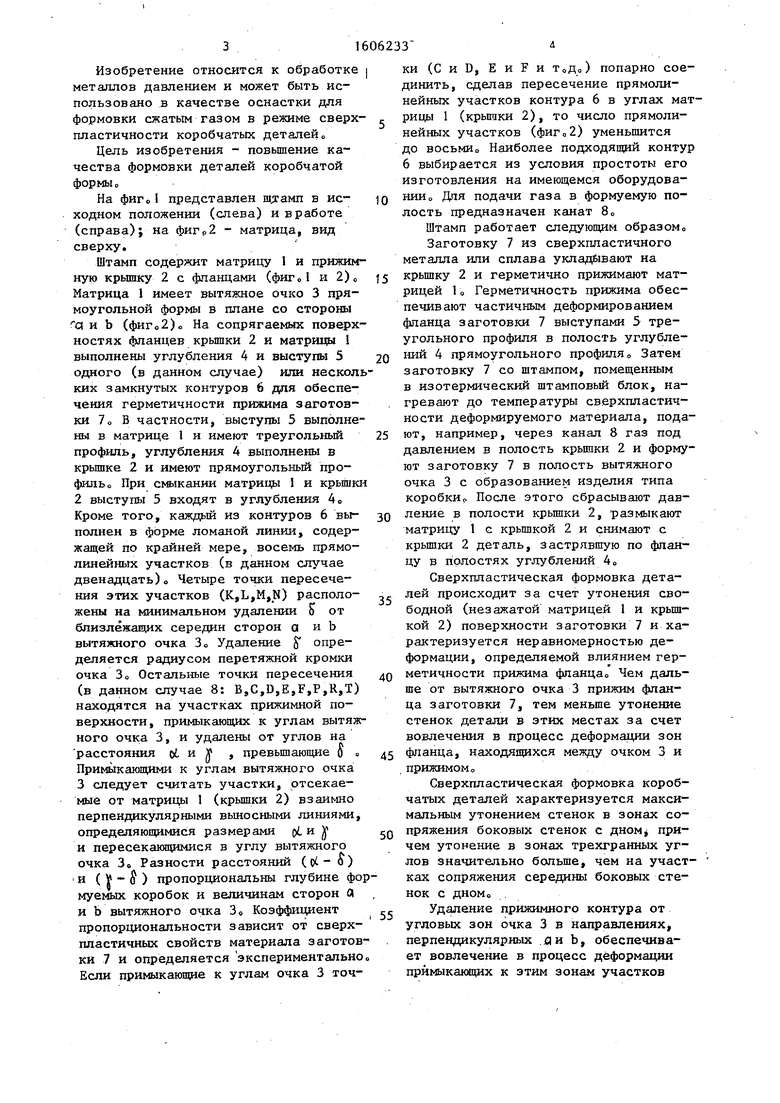
Штамп содержит матрицу 1 и прижимную крышку 2 с фланцами (фиго и 2)о Матрица 1 имеет вытяжное очко 3 прямоугольной формы в плане со стороны а и b (фиго2)о На сопрягаемых поверхностях фланцев крьшки 2 и матрища 1 выполнены углубления 4 и выступы 5 одного (в данном случае) или нескольких замкнутых контуров 6 для обеспечения герметичности прижима заготовки 7 В частности, выступы 5 выполнены в матрице 1 и имеют треугольный профиль, углубления 4 выполнены в крьппке 2 и имеют прямоугольный профиль При с1Ф1кании матрицы 1 и крышки 2 выступы 5 входят в углубления 4о
лость предназначен канат 8о
Штамп работает следующим образомо Заготовку 7 из сверхпластичного металла или сплава укладывают на
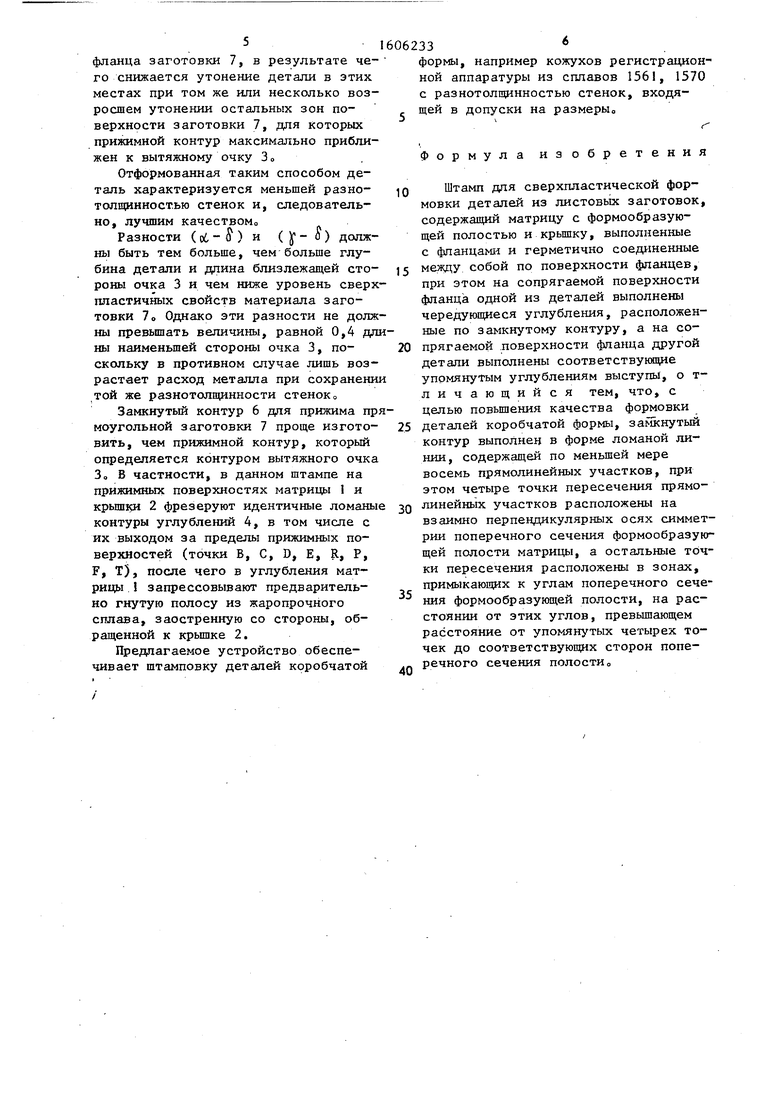
15 крьшку 2 и герметично прижимают матрицей 1 о Герметичность прижима обеспечивают частичным деформированием фланца заготовки 7 выступами 5 треугольного профиля в полость углубле20 lii-m 4 прямоугольного профиля , Затем заготовку 7 со штампом, помещенным в изотермический штамповый блок, нагревают до температуры сверхпластичности деформируемого материала, пода25 ют, например, через канал 8 газ под давлением в полость крьшки 2 и формуют заготовку 7 в полость вытяжного очка 3 с образованием изделия типа коробкИр После этого сбрасывают давКроме того, каждый из контуров 6 вьг-зО ление в полости крьшки 2, размыкают полней в форме ломаной линии, содер- матрицу 1 с крьшзкой 2 и снимают с жащей по крайней мере, восемь прямо- крьшки 2 деталь, застрявшую по флан- линейных участков (в данном случае ЦУ в полостях углублений 4о двенадцать)о Четыре точки пересече- Сверхпластическая формовка детания этих участков (K,L,M,N) располо- лей происходит за счет утонения сво
жены на минимальном удалении и от близлежащих середин сторон а и b вытяжного очка Зо Удаление § определяется радиусом перетяжной кромки очка Зо Остальные точки пересечения (в данном случае 8: B,C,D,E,F,P,R,T) находятся на участках прижимной поверхности, примыкающих к углам вытяжного очка 3, и удалены от углов на расстояния oi. и у , превышающие О Примыкающими к углам вытяжного очка 3 следует считать участки, отсекаемые от матрицы 1 (крышки 2) взаимно перпендикулярными вьшосными линиями, определяющимис я размерами Oi-и у и пересекающимися в углу вытяжного очка Зо Разности расстояний ( о)
бодной (незажатой матрицей 1 и крьш1- кой 2) поверхности заготовки 7 и характеризуется неравномерностью деформации, определяемой влиянием гер40 метичности прижима фланца Чем дальше от вытяжного очка 3 прижим фланца заготовки 7, тем меньше утонение стенок детали в этик местах за счет вовлечения в процесс деформации зон
45 фланца, находящихся между очком 3 и прижимом
Сверхпластическая формовка коробчатых деталей характеризуется максимальным утонением стенок в зонах со50 пряжения боковых стенок с днoмj причем утонение в зонах трехгранных углов значительно больше, чем на участ И () пропорциональны глубине фор- ках сопряжения середины боковых сте муемых коробок и величинам сторон а . нок с дном и b вытяжного очка 3 Коэффициент
1 55
Удаление прижимного контура от угловых зон очка 3 в направлениях, перпендикулярных ди Ь, обеспечивает вовлечение в процесс деформации примыканщих к этим зонам участков
пропорциональности зависит от сверхпластичных свойств материала заготовки 7 и определяется экспериментально., Если примыкающие к углам очка 3 точ
ки (С и D, Е и F и ТоДо) попарно соединить, сделав пересечение прямолинейных участков контура 6 в углах матрицы 1 (крыгаки 2), то число прямолинейных участков (фиго 2) уменьшится до восьмИо Наиболее подходящий контур 6 выбирается из условия простоты его изготовления на имеющемся оборудова ° подачи газа в формуемую полость предназначен канат 8о
Штамп работает следующим образомо Заготовку 7 из сверхпластичного металла или сплава укладывают на
крьшку 2 и герметично прижимают матрицей 1 о Герметичность прижима обеспечивают частичным деформированием фланца заготовки 7 выступами 5 треугольного профиля в полость углублеlii-m 4 прямоугольного профиля , Затем заготовку 7 со штампом, помещенным в изотермический штамповый блок, нагревают до температуры сверхпластичности деформируемого материала, подают, например, через канал 8 газ под давлением в полость крьшки 2 и формуют заготовку 7 в полость вытяжного очка 3 с образованием изделия типа коробкИр После этого сбрасывают давлей происходит за счет утонения сво
бодной (незажатой матрицей 1 и крьш1- кой 2) поверхности заготовки 7 и характеризуется неравномерностью деформации, определяемой влиянием герметичности прижима фланца Чем дальше от вытяжного очка 3 прижим фланца заготовки 7, тем меньше утонение стенок детали в этик местах за счет вовлечения в процесс деформации зон
фланца, находящихся между очком 3 и прижимом
Сверхпластическая формовка коробчатых деталей характеризуется максимальным утонением стенок в зонах сопряжения боковых стенок с днoмj причем утонение в зонах трехгранных углов значительно больше, чем на участках сопряжения середины боковых сте нок с дном
Удаление прижимного контура от угловых зон очка 3 в направлениях, перпендикулярных ди Ь, обеспечивает вовлечение в процесс деформации примыканщих к этим зонам участков
фланца заготовки 7, в результате че- го снижается утонение детали в этих местах при том же или несколько возросшем утонении остальных зон поверхности заготовки 7, дпя которых прижимной контур максимально приближен к вытяжному очку 3 о
Отформованная таким способом деталь характеризуется меньшей разно- толщинностью стенок и, следовательно, лучшим качеством
Разности (о6-5 ) и (у-о) должны быть тем больше, чем больше глубина детали и длина близлежащей стороны очка 3 и чем ниже уровень сверхпластичных свойств материала заготовки 7о Однако эти разности не должны превьш1ать величины, равной 0,4 длины наименьшей стороны очка 3, поскольку в противном случае лишь возрастает расход металла при сохранении той же разнотолщинности стенок
10
формы, например кожухов регистрацион ной аппаратуры из сплавов 1561, 1570 с разнотолщинностью стенок, входящей в допуски на размеры
(
Формула изобретения
Штамп дпя сверхпластической формовки деталей из листовых заготовок, содержащий матрицу с формообразующей полостью и крьш1ку, выполненные с фланцами и герметично соединенные
J5 между собой по поверхности фланцев, при этом на сопрягаемой поверхности фланца одной из деталей выполнены чередующиеся углубления, расположенные по замкнутому контуру, а на со20 прягаемой поверхности фланца другой детали выполнены соответствующие упомянутым углублениям выступы, о т- личающийся тем, что, с
Замкнутый контур 6 для прижима пря- целью повьш ения качества
25 деталей коробчатой формы, замкнутый контур выполнен в форме ломаной лимоугольной заготовки 7 проще изготовить, чем прижимной контур, который определяется контуром вытяжного очка Зо В частности, в данном штампе на прижимных поверхностях матрицы 1 и крьш1ки 2 фрезеруют идентичные ломаные контуры углублений 4, в том числе с их выходом за пределы прижимных поверхностей (точки В, С, D, Е, R, Р, F, Т), после чего в углубления матрицы запрессовывают предварительно гнутую полосу из жаропрочного сплава, заостренную со стороны, обращенной к крьш1ке 2.
Предлагаемое устройство обеспечивает штамповку деталей коробчатой
30
35
40
НИИ, содержащей по меньшей мере восемь прямолинейных участков, при этом четыре точки пересечения прямолинейных участков расположены на взаимно перпендикулярных осях симмет рии поперечного сечения формообразую щей полости матрицы, а остальные точ ки пересечения расположены в зонах, примыкающих к углам поперечного сече ния формообразующей полости, на расстоянии от этих углов, превышающем расстояние от упомянутых четырех точек до соответствующих сторон поперечного сечения полости
формы, например кожухов регистрационной аппаратуры из сплавов 1561, 1570 с разнотолщинностью стенок, входящей в допуски на размеры
(
Формула изобретения
Штамп дпя сверхпластической формовки деталей из листовых заготовок, содержащий матрицу с формообразующей полостью и крьш1ку, выполненные с фланцами и герметично соединенные
между собой по поверхности фланцев, при этом на сопрягаемой поверхности фланца одной из деталей выполнены чередующиеся углубления, расположенные по замкнутому контуру, а на сопрягаемой поверхности фланца другой детали выполнены соответствующие упомянутым углублениям выступы, о т- личающийся тем, что, с
НИИ, содержащей по меньшей мере восемь прямолинейных участков, при этом четыре точки пересечения прямолинейных участков расположены на взаимно перпендикулярных осях симметрии поперечного сечения формообразующей полости матрицы, а остальные точ ки пересечения расположены в зонах, примыкающих к углам поперечного сечения формообразующей полости, на расстоянии от этих углов, превышающем расстояние от упомянутых четырех точек до соответствующих сторон поперечного сечения полости
/
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ТРУБНОЙ ЗАГОТОВКИ ТИТАНОВОГО СПЛАВА В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ В УСТРОЙСТВЕ | 2022 |
|
RU2792249C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| Устройство для пневмоформовки | 1978 |
|
SU721179A1 |
| ЗАГОТОВКА ДЛЯ ЖЕСТКОЙ ПОЛОЙ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200666C2 |
| СПОСОБ НАЛАДКИ И РЕМОНТА ВЫТЯЖНЫХ ШТАМПОВ В МЕЖРЕМОНТНОМ ОБСЛУЖИВАНИИ | 2010 |
|
RU2475323C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ТРУБНОЙ ЗАГОТОВКИ ТИТАНОВОГО СПЛАВА В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ | 2023 |
|
RU2821415C1 |
| Способ получения изделий из сверхпластичных материалов | 1977 |
|
SU774695A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
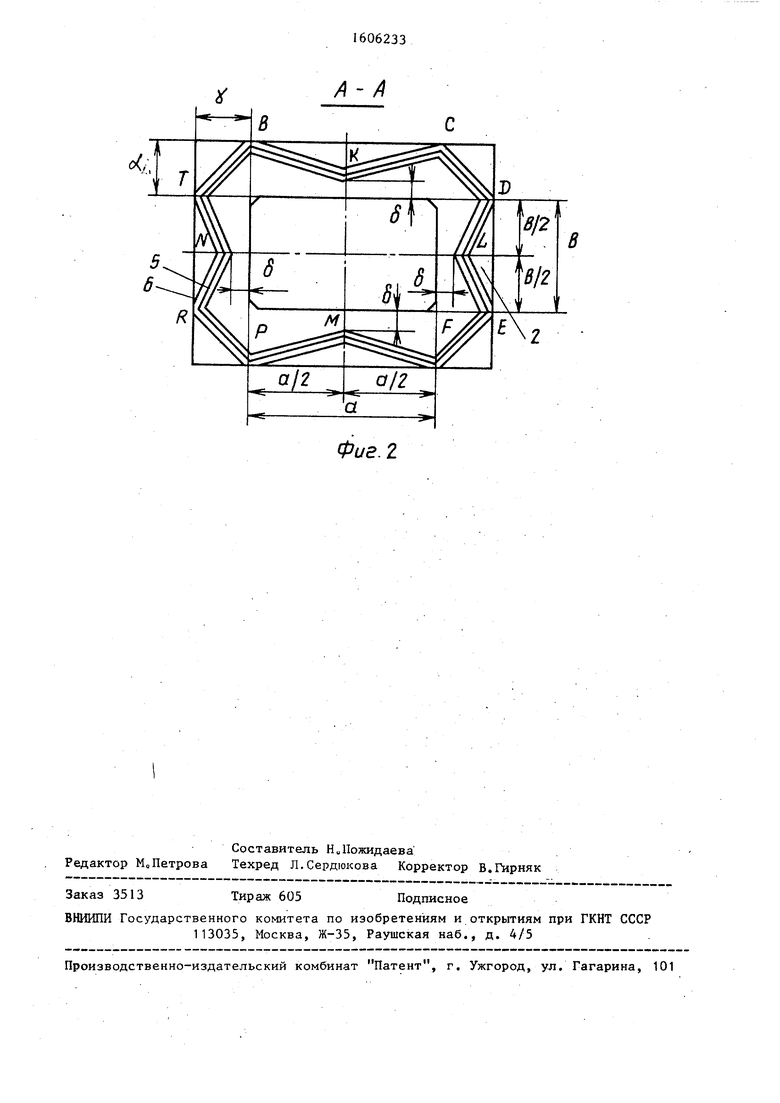
Изобретение относится к обработке металлов давлением, в частности к штампам для сверхпластической формовки деталей из листовых заготовок. Цель изобретения - повышение качества формовки деталей коробчатой формы. Штамп содержит матрицу 1 с формообразующей полостью и крышку 2. Матрица и крышка имеют герметично соединяемые между собой фланцы, на сопрягаемых поверхностях которых размещены чередующиеся выступы 5 и соответствующие им углубления 4. Выступы 5 и углубления 4 расположены по замкнутому контуру 6 в форме ломаной линии, содержащей по меньшей мере восемь прямолинейных участков. Четыре точки пересечения этих участков расположены на минимальном удалении от близлежащих середин сторон вытяжного очка матрицы. Остальные точки пересечения находятся в зонах, примыкающих к углам вытяжного очка, на расстоянии от этих углов, превышающем величину упомянутого минимального удаления. В результате сверхпластической формовки деталей коробчатой формы в данном штампе обеспечивается уменьшение разнотолщинности стенок, и следовательно, повышение качества полученных деталей. 2 ил.
Фиг. 2
| Устройство для пневмоформовки | 1978 |
|
SU721179A1 |
