Изобретение относится к холодной обработке металлов резанием и пластическим деформированием и может быть использовано при наружной обработке цилиндрических поверхностей длинномерных нежестких деталей с предъявленными высокими требованиями по геометрии и чистоте обработки поверхности, например для изготовления валов электроцентробежных нефтяных насосов.
Известно устройство для прецизионной наружной обработки цилиндрических поверхностей деталей, которое содержит связанный со станиной корпус, шпиндель, резцовую головку с режущими элементами и обкатную головку с деформирующими элементами, и насосную станцию для подачи смазочно-охлаждающей жидкости к режущим и деформирующим элементам (см., например, патент US 43936675, кл. В 23 В 27/10, 19.07.83 г.)
Обрабатываемая деталь закрепляется на шпинделе с возможностью вращения в поддерживающих опорах, а корпусу с резцовой и обкатной головками придают поступательное перемещение.
Однако известное устройство обеспечивает получение прецизионной наружной поверхности только для недлинных или для жестких деталей. Это объясняется тем, что при обработке вращающихся длинномерных нежестких деталей возникают значительные радиальные колебания (вибрации), причем по всей длине детали (длина может составлять до 7000 мм), что объясняется отсутствием центрирующих и виброгасящих опор, рассредоточенных по длине находящейся в устройстве длинномерной детали. В результате не обеспечивается постоянство положения оси длинномерной нежесткой детали на протяжении всей длины детали в процессе ее обработки по отношению к режуще-деформирующим узлам устройства. Как следствие - образование огранки на обрабатываемой поверхности, местные провалы, кольцевые риски и низкая геометрическая точность и чистота обработки, что делает готовую длинномерную деталь непригодной для использования, например, в качестве плунжера насоса. Кроме того, в известном устройстве не обеспечивается центрирование самих режущих элементов, поэтому вибрации обрабатываемой детали могут привести к выкрашиванию и поломке режущих элементов в процессе работы.
Низкая диаметральная точность обрабатываемой длинномерной нежесткой детали объясняется и той причиной, что в результате резцовой обработки деталь нагревается, что приводит к линейному расширению металла. А так как деформирующие элементы расположены в непосредственной близости от режущих, обработанная режущими элементами поверхность детали не успевает охладиться протекающей смазочно-охлаждающей жидкостью, и в зону пластической деформации поступает нагретый участок. После деформации деталь остывает и меняет геометрические параметры и форму. Поэтому после полного остывания обрабатываемой поверхности деталь не будет соответствовать заданной геометрической точности и чистоте обработки поверхности, которые предъявляются к прецизионным длинномерным нежестким деталям.
Техническим результатом, на достижение которого направлено заявляемое устройство, является обеспечение высокой геометрической точности и чистоты обработки поверхности длинномерных (до 7000 мм и более) нежестких деталей типа валов путем поддержания постоянного положения оси длинномерной нежесткой детали на протяжении всей длины детали в процессе ее обработки за счет полного исключения вибраций детали по всей ее длине, исключения отклонения оси детали и оси вращения режуще-деформирующих элементов, а также за счет обеспечения проведения пластической деформации обработанной резанием поверхности детали на остывшей поверхности детали.
Дополнительно решается техническая задача повышения стойкости режущих элементов за счет исключения вибраций как обрабатываемой длинномерной детали, так и строгого центрирования режущих элементов в зоне резания при обработке деталей с различными механическими свойствами металла.
Еще одной технической задачей является расширение диапазона диаметров обработки деталей.
Для достижения указанного технического результата устройство для прецизионной наружной обработки длинномерных нежестких деталей типа валов, содержащее связанный со станиной корпус, шпиндель, резцовую головку с режущими элементами, обкатную головку с деформирующими элементами и насосную станцию для подачи смазочно-охлаждающей жидкости, снабжено двумя виброгасящими опорами, неподвижно закрепленными на станине, одна из которых установлена перед резцовой головкой, а другая - после обкатной, центрирующей опорой с тарированными тарельчатыми пружинами, установленной внутри резцовой головки, и стойками, жестко установленными на станине, при этом шпиндель выполнен с приводным шкивом и установлен в подшипниках, размещенных в стойках, а резцовая и обкатная головки установлены на левом и правом концах шпинделя соответственно, причем упомянутые головки и виброгасящие опоры установлены соосно.
Благодаря тому, что резцовая и обкатная головки установлены по концам шпинделя, т.е. зона обработки резанием и чистовой обработки разнесены, и благодаря размещению в этой зоне большого количества опор по всей длине этой зоны обеспечивается, во-первых, строгое центрирование длинного участка детали в этой зоне, во-вторых, полное гашение вибраций как до зоны обработки резанием, так и после обработки деформированием, так и внутри зоны. Размещение зоны обработки в опорах позволяет придать отдельным коротким участкам детали (от опоры до опоры) в этой зоне дополнительную жесткость и прямолинейность. Такое взаиморасположение узлов устройства обеспечивает постоянство положения оси длинномерной нежесткой детали на протяжении всей своей длины в процессе обработки за счет увеличения расстояния между зоной обработки резанием и зоной чистовой обработки деформированием с одновременной дополнительной защитой этой зоны и участков детали вне этой зоны от вибраций, от отклонений от соосности детали и режуще-деформирующих узлов.
Благодаря тому, что шпиндель выполнен с приводным шкивом и установлен в подшипниках, размещенных в стойках, жестко установленных на станине, появилась возможность вращательное движение придать шпинделю с резцовой и обкатной головками, а поступательное перемещение придать обрабатываемой детали, что значительно снижает радиальные вибрации детали большой длины.
Размещение резцовой и обкатной головок на разных концах шпинделя позволило увеличить время между операцией обработки резанием и чистовой обработкой пластическим деформированием, увеличить время нахождения участка с высокой температурой после обработки резанием в смазочно-охлаждающей жидкости; этого времени будет достаточно для остывания поверхности детали, чтобы вести последующую пластическую деформацию без искажения заданных параметров по точности и чистоте обработки. Пластическая деформация в холодном виде позволяет не только обеспечить требуемую чистовую обработку, но и дополнительно упрочняет поверхность детали.
Установка в резцовой головке опоры с тарированными тарельчатыми пружинами обеспечивает надежное центрирование заготовки в зависимости от глубины резания и механических свойств металла детали. Чем больше глубина резания, тем жестче должна быть пружина. Наличие тарельчатых пружин дополнительно защищают деталь также и от вибраций. Полное исключение вибраций детали исключает поломку режущих элементов.
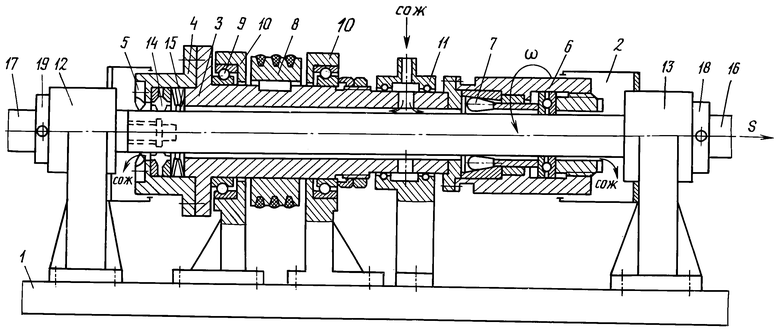
Сущность изобретения поясняется чертежом, на котором представлено устройство для прецизионной наружной обработки длинномерных нежестких деталей типа валов.
Устройство содержит связанный со станиной 1 корпус 2, в котором размещен шпиндель 3, резцовая головка 4 с режущими элементами 5, обкатная головка 6 с деформирующими элементами 7. Шпиндель 3 выполнен с приводным шкивом 8 и установлен в радиально-упорных подшипниках 9 в двух стойках 10, жестко закрепленных на станине 1. На наружной поверхности шпинделя установлен маслоприемник 11 для подачи смазочно-охлаждающей жидкости от насосной станции. На левом конце шпинделя 3 установлена резцовая головка 4, а на правом конце - обкатная головка 6.
Устройство снабжено двумя виброгасящими опорами 12 и 13, неподвижно закрепленными на станине 1 так, что одна виброгасящая опора 12 установлена перед резцовой головкой 4, а вторая опора 13 - после обкатной головки 6. Устройство также снабжено центрирующей опорой 14, например, шариковой, которая оснащена тарельчатыми пружинами 15 и установлена внутри резцовой головки 4. При этом резцовая 4, обкатная 6 головки и виброгасящие опоры 12 и 13 установлены соосно.
Работает устройство следующим образом.
Предварительно при помощи калибров (на чертеже не показано) настраиваются на заданный размер обработки длинномерной нежесткой детали типа вал режущие элементы 5 в резцовой головке 4 и деформирующие элементы 7 в обкатной головке 6. При настройке режущих элементов 5 на размер необходимо учитывать последующее уменьшение детали в результате последующей пластической деформации металла деформирующими элементами 7, которое устанавливается экспериментально с учетом твердости и упругих свойств обрабатываемой детали.
Для обработки детали используют оправку 16, наружный диаметр которой равен заданному диаметру обработки длинномерной детали 17. Оправку 16 вводят через виброгасящую опору 13, обкатную головку 6, шпиндель 3 и резцовую головку 4 до другой виброгасящей опоры 12. А заготовку детали 17 вводят в виброгасящую опору 12 и посредством резьбового соединения центрируют и жестко соединяют с оправкой 16. Гайками 18 и 19 сжимают демпфирующие устройства, расположенные внутри опор 12 и 13, тем самым заневоливают и центрируют по оси устройства оправку 16 и заготовку 17. Включают электродвигатель, который через приводной шкив 8 сообщает главное рабочее движение (вращение) шпинделю 3 с закрепленными на нем резцовой головкой 4 и обкатной головкой 6, а рабочую подачу (поступательное перемещение) сообщают через оправку 16 обрабатываемой детали 17 и производят обработку.
Режущие элементы 5 резцовой головки 4 производят получистовую обработку резанием цилиндрической поверхности детали 17, обеспечивая при этом геометрическую точность детали. Деформирующие элементы 7 обкатной головки 6 производят чистовую обработку с одновременным упрочнением детали за счет холодного пластического деформирования. Чистота обработки на этой операции повышается на два - три квалитета.
Смазочно-охлаждающая жидкость от насосной станции поступает в маслоприемник 11, откуда через радиальные отверстия шпинделя 3 и внутреннюю поверхность поступает к режущим элементам 5 и деформирующим элементам 7. Поскольку резцовая головка 4 и обкатная головка 6 расположены на противоположных концах шпинделя 3, то участок обработанной режущими элементами 5 детали 17 находится достаточное время в смазочно-охлаждающей жидкости, чтобы подойти на операцию чистовой обработки деформирующими элементами 7 остывшим.
Виброгасящие опоры 12 и 13 и установленная внутри резцовой головки центрирующая опора 14 исключают возникновение вибраций длинномерной нежесткой детали, что резко повышает чистоту и точность обработки детали, исключает образование огранки и значительно повышает износостойкость режущих элементов.
Полученные результаты при обработке образцов нежестких валов длиной 2500 мм и диаметром 25 мм, говорят о высокой геометрической точности и чистоте обработки деталей:
Диаметр обработанной
поверхности 
Некруглость 0,003 мм
Непараллельность 0,010 мм
Шероховатость поверхности Ra=0,2-0,1 мкм.
Таким образом, предлагаемое устройство позволяет обеспечить высокую геометрическую точность и чистоту обработки поверхности нежестких деталей большой длины (до 7000 мм и более).
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2405667C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Станок для чистовой обработки деталей с переменным сечением | 1988 |
|
SU1574442A1 |
| Комбинированный инструмент для одновременной расточки и раскатки отверстий | 1977 |
|
SU673437A1 |
| СПОСОБ КОМБИНИРОВАННОЙ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2247016C1 |
| АВТОМАТИЧЕСКИ УПРАВЛЯЕМАЯ ГОЛОВКА С КОМПЛЕКСНОЙ ОБРАБОТКОЙ ПОВЕРХНОСТИ ЦИЛИНДРОВ | 1997 |
|
RU2129947C1 |
| Способ механической обработки длинномерных нежестких деталей и устройство для его осуществления | 1988 |
|
SU1593780A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Комбинированный инструмент | 1982 |
|
SU1134354A2 |
Изобретение относится к холодной обработке металлов резанием и пластическим деформированием и может быть использовано при обработке цилиндрических поверхностей длинномерных нежестких деталей с предъявленными к ним высокими требованиями по геометрии и чистоте обработки поверхности, например при изготовлении валов электроцентробежных нефтяных насосов. Устройство содержит связанный со станиной корпус, шпиндель, резцовую головку с режущими элементами, обкатную головку с деформирующими элементами и насосную станцию для подачи смазочно-охлаждающей жидкости. На станине неподвижно закреплены две виброгасящие опоры, одна из которых установлена перед резцовой головкой, а другая - после обкатной. Внутри резцовой головки установлена центрирующая опора с тарированными тарельчатыми пружинами. На станине также жестко установлены стойки. При этом шпиндель выполнен с приводным шкивом и установлен в подшипниках, размещенных в стойках, а резцовая и обкатная головки установлены на правом и левом концах шпинделя соответственно, причем упомянутые головки и виброгасящие опоры установлены соосно. Использование изобретения обеспечивает высокую геометрическую точность и чистоту обработки поверхностей длинномерных нежестких деталей типа валов путем поддержания постоянного положения оси детали в процессе её обработки при исключении её вибрации. 1 ил.
Устройство для прецизионной наружной обработки длинномерных нежестких деталей типа валов, содержащее связанный со станиной корпус, шпиндель, резцовую головку с режущими элементами, обкатную головку с деформирующими элементами и насосную станцию для подачи смазочно-охлаждающей жидкости, отличающееся тем, что оно снабжено двумя виброгасящими опорами, неподвижно установленными на станине, одна из которых установлена перед резцовой головкой, а другая - после обкатной, центрирующей опорой с тарированными тарельчатыми пружинами, установленной внутри резцовой головки, и стойками, жестко установленными на станине, при этом шпиндель выполнен с приводным шкивом и установлен в подшипниках, размещенных в стойках, а резцовая и обкатная головки установлены на левом и правом концах шпинделя соответственно, причем упомянутые головки и виброгасящие опоры установлены соосно.
| US 4393675, 19.07.1983 | |||
| Пневматическая шина | 1981 |
|
SU1028532A1 |
| МЕХАНИЗМ НЕПРЕРЫВНОЙ ПОДАЧИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2089351C1 |
| Устройство для обработки сортового проката и труб | 1976 |
|
SU631311A1 |
