Изобретение относится к способу замены ножниц при поперечном разрезании лент или листов на линии прокатки или транспортировки, в частности на рольганге, содержащих по одному установленному над и под лентой ножевому суппорту, направленному несущими элементами. Изобретение относится также к устройству для осуществления способа.
Известны стационарные или летучие ножницы, вдвигаемые или выдвигаемые из линии прокатки или рольганга, однако лишь тогда, когда рольганг в зоне ножниц или другого разделительного устройства не занят разрезаемой лентой или листом.
Ножницы, постоянно и неподвижно установленные на линии прокатки или транспортировки, часто воспринимаются как помеха, поскольку они закрывают зону рольганга и тем самым затрудняют контроль в этой зоне. Также находящиеся на линии прокатки или транспортировки ножницы при прохождении начала ленты мешают ее движению. Они могут представлять собой также при дальнейшем движении ленты мешающий фактор, в частности, тогда, когда на ножницах или в закрытой ими зоне рольганга необходимо произвести инспекцию или техобслуживание. В целом установленные без возможности перемещения ножницы ухудшают в зоне линии прокатки или транспортировки доступность зоны рольганга и при определенных обстоятельствах мешают движению ленты.
Из DE 4336626 А1, выбранного в качестве наиболее близкого аналога, известны поперечные ножницы в установках для обработки ленты, у которых верхние и нижние ножевые суппорты установлены в раме ножниц и, по меньшей мере, один ножевой суппорт установлен в раме ножниц с возможностью движения вверх и вниз. Рама ножниц выполнена из двух частей. Части рамы сжаты между собой. Для сокращения времени замены ножевых суппортов всю верхнюю часть рамы ножниц вместе с отрезным ножом заменяют в виде единого узла. Сами ножницы остаются без изменений интегрированными в линию транспортировки ленты.
В DE 1427899 А описано продольное режущее устройство для прокатываемых лент с неподвижной рамой на линии прокатки. Взаимно настраиваемые режущие инструменты установлены во внутренней раме, перемещаемой в неподвижной раме в вертикальном направлении. На внутренней раме установлен, кроме того, несущий ролик, взаимодействующий с роликом стола с целью натяжения прокатываемой ленты для процесса разрезания. Также эти известные ножницы остаются постоянно установленными на линии прокатки, и предусмотрено лишь свободное прохождение прокатываемой ленты, если ее не приходится разрезать.
В основе изобретения лежит задача создания способа и устройства для замены ножниц при поперечном разрезании лент или листов на линии прокатки, в частности на рольганге, содержащих по одному установленному над и под лентой ножевому суппорту, направляемому несущими элементами, с помощью которых устраняются названные недостатки и трудности.
У способа, описанного выше, задача решается посредством отличительных признаков п.1 формулы изобретения.
В соответствии с этим ножницы с ножевыми суппортами и с их несущими элементами при находящейся на линии прокатки или транспортировки ленте или листе после каждого разрезания выдвигают из линии прокатки в сторону в нейтральное положение ожидания и перед выдвиганием ножниц размыкают переднее соединение между ножевыми суппортами или между охватывающими сверху линию прокатки несущими элементами. Для последующего разрезания ножницы вдвигают в линию прокатки с U-образным ее охватом сверху, перед следующим разрезанием замыкают переднее соединение ножниц и с использованием зажимного элемента соединяют с геометрическим и силовым замыканием. При вдвигании ножниц в линию прокатки или транспортировки часть рольганга выдвигают в сторону из линии прокатки или транспортировки. В то же время при выдвигании ножниц из линии прокатки или транспортировки в положение ожидания выдвинутую часть рольганга снова вдвигают в него.
Способ, согласно изобретению, открывает предпочтительным образом возможность разместить между прокатной клетью и моталкой ножницы, перемещаемые для разрезания по ленте, а затем снова отводимые. Ножницы могут перемещаться по ленте открытой стороной. Затем открытую сторону, после того как она будет находиться вне ширины ленты, можно соединить с геометрическим замыканием для воспринятия усилия резания.
При прохождении начала ленты ножницы не находятся на линии транспортировки и поэтому не мешают движению ленты. Вместо ножниц на линии находится тогда вдвигаемая и выдвигаемая часть рольганга.
Открытые ножницы вдвигают лишь непосредственно перед резанием. В остальном рольганг остается открытым вверх и, несмотря на расположение ножниц, имеет и далее свободный доступ.
Устройство для замены ножниц при поперечном разрезании лент или листов на линии прокатки или транспортировки, в частности на рольганге, для осуществления способа, согласно изобретению, предусматривает, что ножницы, включая их приводной агрегат, установлены на движущейся по рельсам тележке, которая при находящейся на линии прокатки или транспортировки ленте или листе перемещается посредством ходового привода поперек линии прокатки или транспортировки. Ножницы содержат U-образно открытую к линии прокатки или транспортировки, замкнутую со стороны привода раму, на которой как со стороны привода, так и со стороны рольганга имеются несущие элементы с установленными в них опорами для ножевых суппортов. Тележка выполнена с возможностью соединения с передвижной частью рольганга.
Благодаря U-образно открытой конструкции ножницы могут свободно вдвигаться в линию прокатки, охватывая сверху рольганг. Верхний ножевой суппорт ножниц находится при вдвигании и выдвигании ножниц консольно над лентой или листом, а нижний ножевой суппорт - консольно под лентой или листом.
Другие предпочтительные варианты выполнения устройства приведены в зависимых пунктах формулы.
Сущность изобретения поясняется ниже с помощью примера выполнения, схематично изображенного на чертежах, на которых представляют:
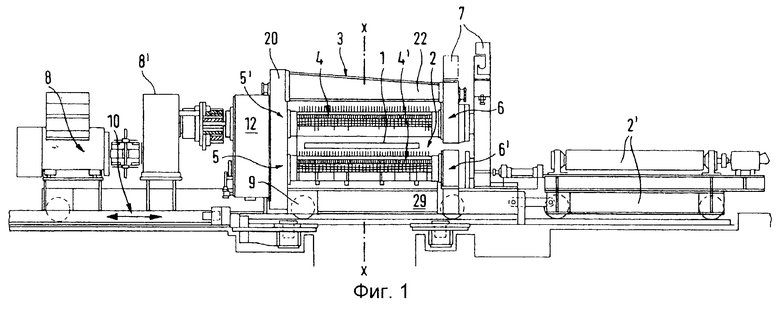
- фиг.1: вид сбоку, в направлении на линию прокатки, ножниц, согласно изобретению, на движущейся по рельсам тележке с присоединенной передвижной частью рольганга;
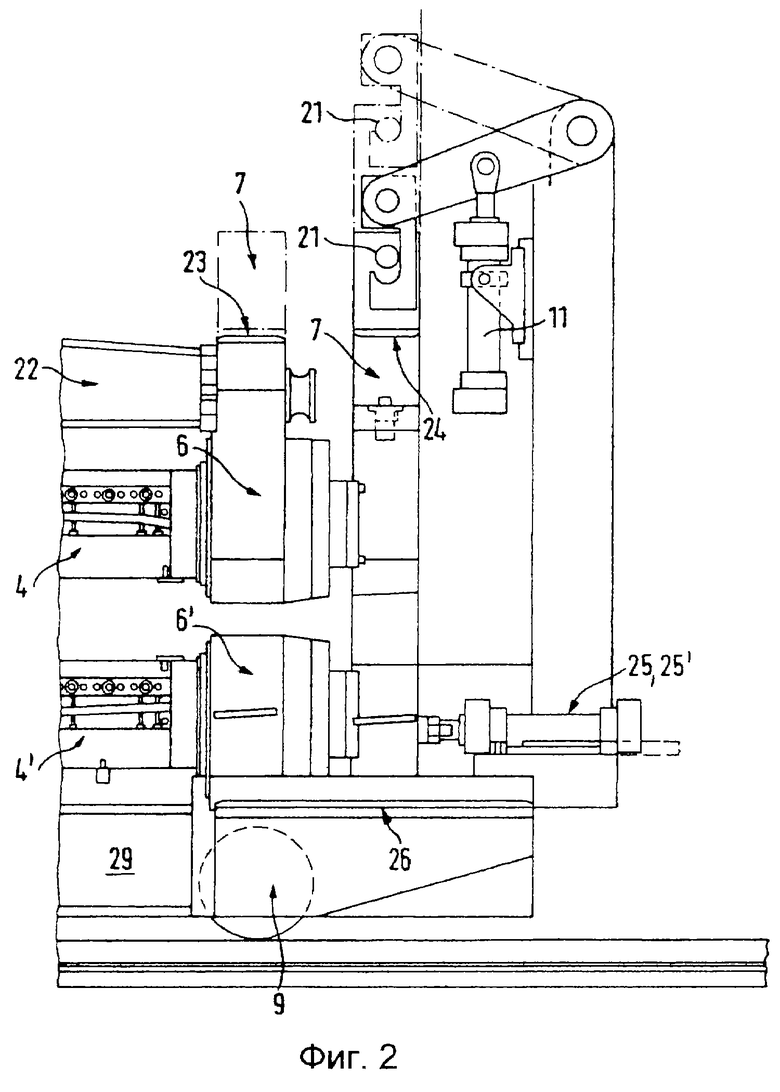
- фиг.2: вид сбоку передней части ножниц с выдвинутым зажимным элементом;
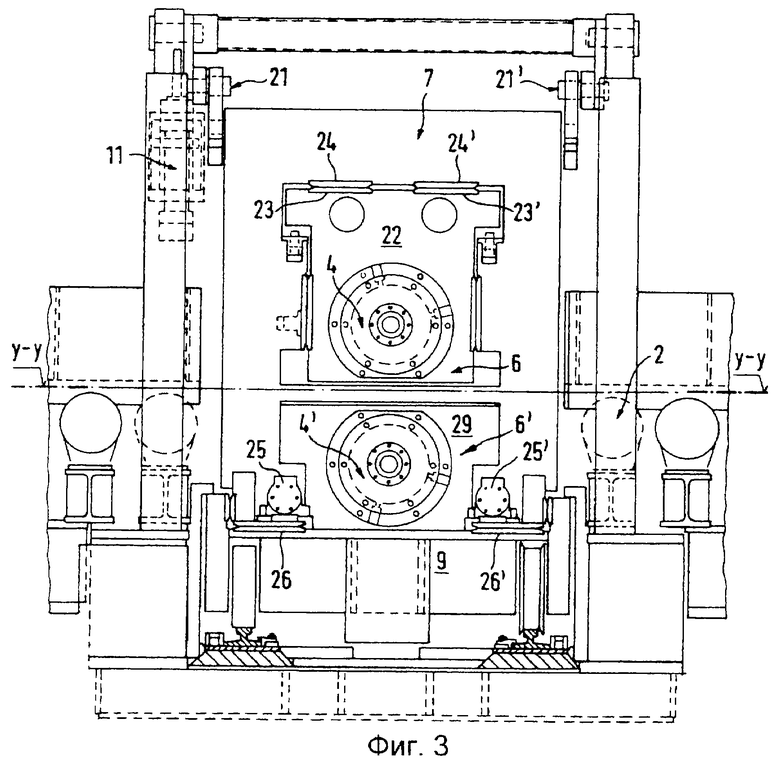
- фиг.3: вид спереди расположенных на тележке ножниц с зажимным элементом по фиг.2 на передней стороне;
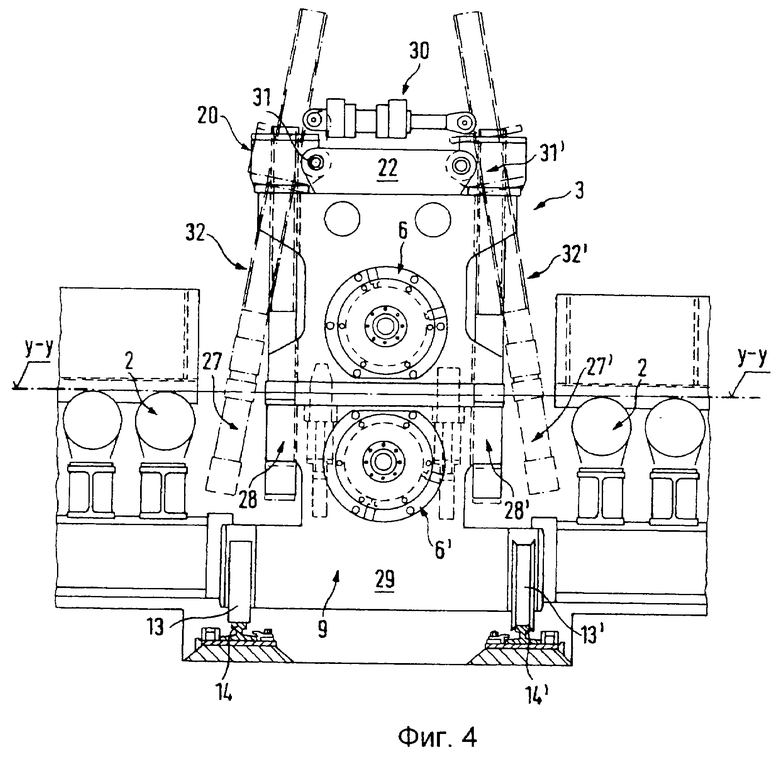
- фиг.4: вид спереди ножниц с соединительными штангами для соединения рамы ножниц;
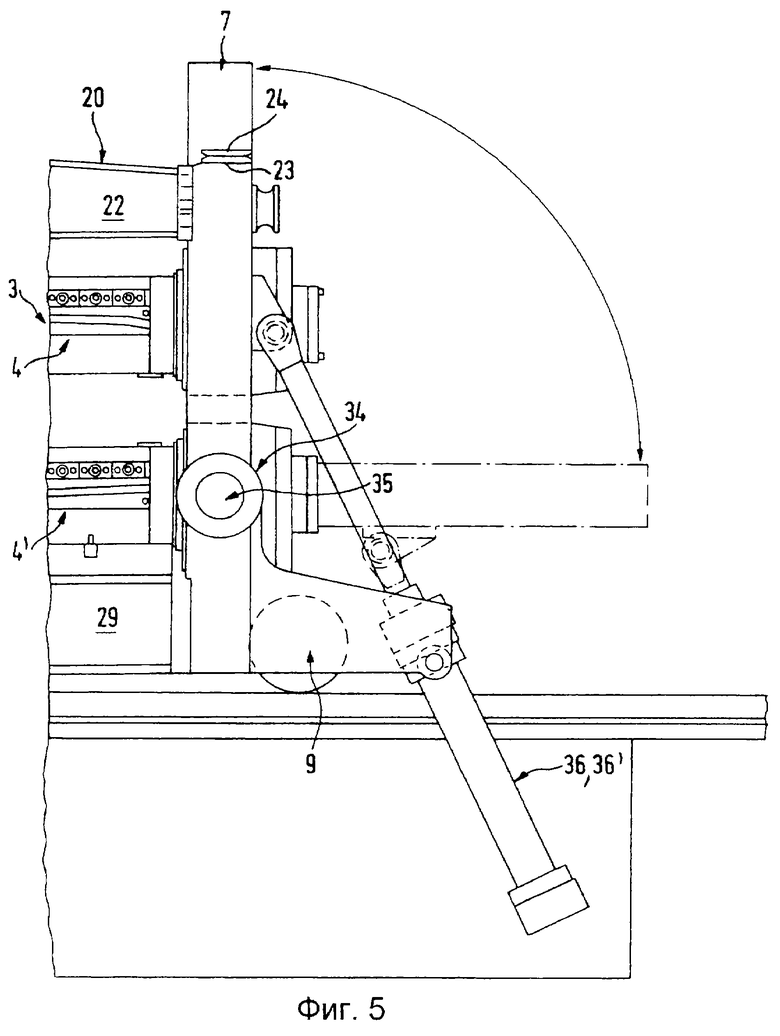
- фиг.5: вид сбоку передней части ножниц с откидываемым вниз зажимным элементом;
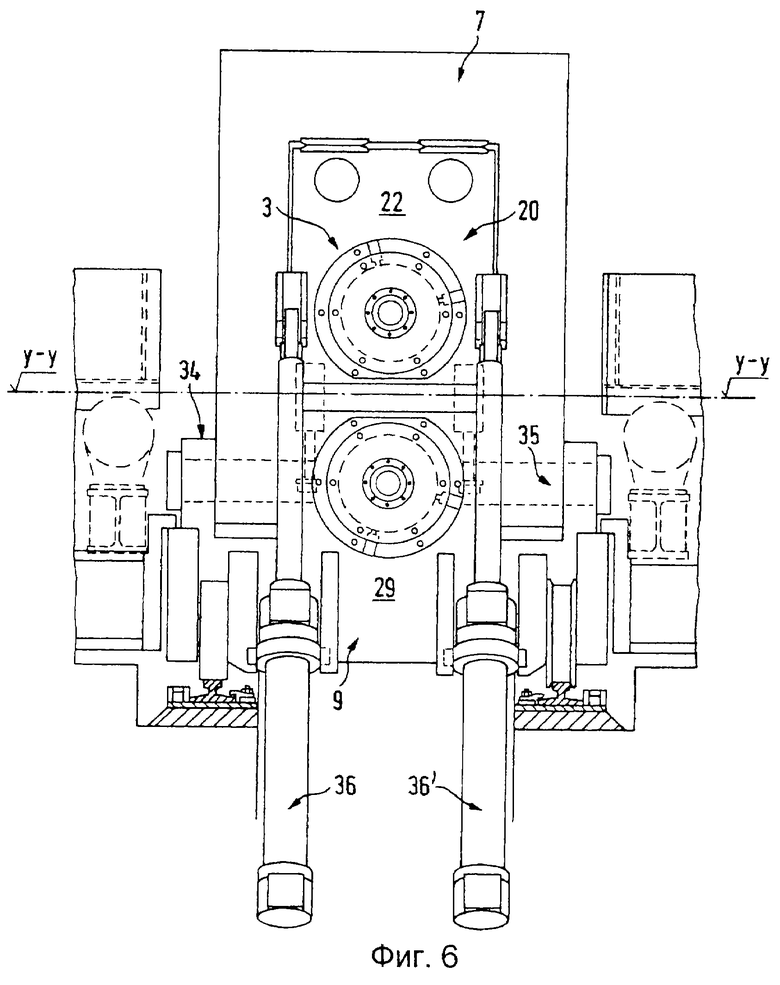
- фиг.6: вид спереди ножниц с откидываемым вниз зажимным элементом по фиг.5.
Изображенное на фиг.1 устройство для поперечного разрезания лент 1 или листов на линии x-x прокатки, в частности на рольганге 2, показывает ножницы 3 в положении незадолго до осуществления резания, с еще открытыми консолями 22, 29 их рамы 20. Ножницы 3 содержат приводной агрегат 8 с понижающей передачей 8' и прифланцованной к раме 20 синхронизирующей передачей 12. Ножницы 3, включая их приводной агрегат, установлены с возможностью перемещения посредством ходового привода 10 и движущейся по рельсам тележки 9 поперек линии x-x прокатки или транспортировки. Тележка 9 соединена с передвижной частью 2' рольганга 2 и перемещается вместе с ножницами 3 в том смысле, что она находится вне линии x-x прокатки или транспортировки, когда ножницы 3, как показано на фиг.1, позиционированы на линии x-x прокатки, и, наоборот, при выдвинутых ножницах 3 снова вдвинута в рольганг 2.
Как видно далее на фиг.1, на конце со стороны рольганга расположен, по меньшей мере, один зажимной элемент 7 с исполнительными органами 11, 25, 30, 36. Исполнительные органы выполнены в данном случае в виде гидравлических цилиндропоршневых узлов и обозначены как силовые средства. На конце консолей 22, 29 со стороны рольганга находятся охватывающие линию x-x прокатки сверху несущие элементы 6, 6', на которых размещены опоры (не показаны) для встречно вращающихся роторов ножевых суппортов 4, 4'.
В зоне рамы 20 со стороны привода находятся аналогичные несущие элементы 5, 5', на которых также размещены опоры со стороны привода для ножевых суппортов 4, 4'.
С U-образно открытой стороной рамы 20 взаимодействует зажимной элемент 7, соединяющий несущие элементы 6, 6' со стороны рольганга. Этот зажимной элемент 7 выполнен согласно фиг.2 и 3 для соединения несущих элементов 6, 6' с геометрическим и силовым замыканием.
Для ввода зажимного элемента 7 в направляющие 26, 26' скольжения и для его вывода согласно фиг.2 и 3 предусмотрено гидравлическое силовое средство 11. Далее из фиг.2 и 3 видно, что несущий элемент 6 содержит на свободном конце открытой горизонтальной консоли 22 две нажимные плиты 23, 23' и что зажимной элемент 7 содержит конгруэнтные плиты 24, 24' скольжения, несущий элемент 6' - две нажимные плиты 37, 37', а зажимной элемент 7 - конгруэнтные плиты 38, 38' скольжения. Зажимной элемент 7 выполнен с возможностью перемещения за счет силовых средств 25, 25' на горизонтальной направляющей 26, 26' скольжения своими плитами 24, 24', 38, 38' скольжения по нажимным плитам 23, 23', 37, 37' для создания соединения с геометрическим и силовым замыканием.
На фиг.4 изображено альтернативное выполнение соединительного устройства между верхней 22 и нижней 29 консолями рамы 20 ножниц 3. При этом предусмотрено, что несущий элемент 6 снабжен на свободном конце верхней горизонтальной консоли 22 рамы установленными на шарнирах с возможностью поворота на обе стороны соединительными штангами 32, 32' с винтовым приводом 31.
Соединительные штанги 32, 32' выполнены с возможностью вхождения нижними выемками 27, 27', 39, 39' в конгруэнтные соединительные патрубки 28, 28', 40, 40' нижней консоли 29 рамы 20 и установки с помощью силового средства 30. Для создания соединения с геометрическим и силовым замыканием соединительные штанги 32, 32' с помощью их винтовых приводов 31, 31' приводят в положение, в котором выемки 39, 39' прилегают к соединительным патрубкам 40, 40'.
Кроме того, на фиг.4 наглядно изображено выполнение тележки 9 с колесами 13, 13' с гребнем бандажа на направляющих рельсах 14, 14'.
Другой альтернативный вариант выполнения соединения на открытой стороне ножниц 3 изображен на фиг.5 и 6. У этого варианта выполнения расположенный поперек консолей 22, 29 рамы 20 зажимной элемент 7 снабжен шарниром 34 с параллельной линии прокатки осью 35 поворота. С помощью силовых средств 36, 36' зажимной элемент 7 для соединения обеих консолей 22, 29 откидывают вверх, а для разъединения откидывают вниз. Как откидываемый вниз, так и откидываемый вверх зажимные элементы 7 и соответствующие силовые средства 36, 36' установлены на тележке 9. Также у этой конструкции в закрытом состоянии нижние нажимные плиты 23, 23' взаимодействуют с перемещаемыми по ним плитами 24, 24' скольжения в положении замыкания и обеспечивают соединение обеих консолей 22, 29 рамы 20 как с геометрическим, так и с силовым замыканием.
В различных вариантах выполнения показаны летучие или стационарные ножницы для поперечного разрезания лент или листов, которые могут быть вдвинуты в линию прокатки или рольганг и выдвинуты, тогда как лента 1 или лист движется на линии x-x по рольгангу 2 в направлении рольганга или останавливается. Поскольку при этом ножницы вдвигают лишь непосредственно перед резанием, рольганг остается открытым вверх и после встраивания ножниц может оставаться со свободным доступом. Ножницы могут обслуживаться вне линии и в случае сбоя в короткое время выдвинуты из линии.
Изобретения относятся к машиностроению и могут быть использованы при поперечном разрезании лент или листов на рольганге на линии прокатки или транспортировки. Способ включает использование ножниц с ножевыми суппортами, установленными по одному над и под лентой или листом и направляемыми несущими элементами. После каждого разрезания при нахождении ленты или листа на линии прокатки или транспортировки ножницы с ножевыми суппортами и несущими элементами выдвигают из упомянутой линии в сторону в нейтральное положение ожидания. Перед этим размыкают переднее соединение между ножевыми суппортами или между охватывающими сверху линию прокатки или транспортировки несущими элементами. Для последующего разрезания ножницы вдвигают в линию прокатки или транспортировки с U-образным охватом ее сверху. Перед следующим разрезанием замыкают упомянутое переднее соединение и соединяют с геометрическим и силовым замыканием посредством зажимных элементов. При этом при вдвигании ножниц в линию прокатки или транспортировки выдвигают передвижную часть рольганга из упомянутой линии, а при выдвигании ножниц в нейтральное положение ожидания передвижную часть рольганга снова вдвигают в нее. Устройство для осуществления способа содержит ножницы с приводом, несущими элементами и ножевыми суппортами, установленными над и под лентой или листом, а также движущуюся по рельсам тележку для установки ножниц. Тележка перемещается посредством ходового привода поперек линии прокатки или транспортировки при нахождении на ней ленты или листа. Ножницы содержат U-образную раму, выполненную открытой со стороны упомянутой линии и замкнутой со стороны привода, несущие элементы выполнены с опорами, предназначенными для установки ножевых суппортов, и расположены на U-образной раме со стороны привода ножниц и со стороны рольганга. Последний выполнен с передвижной частью и соединен с упомянутой тележкой. Использование изобретений позволяет вдвигать ножницы непосредственно перед резанием, оставляя рольганг со свободным доступом, и обслуживать ножницы вне линии, выдвигая их в короткое время в случае сбоя. 2 с. и 6 з.п. ф-лы, 6 ил.
| DE 4336626 A1, 04.05.1995 | |||
| Устройство для резки листового материала | 1990 |
|
SU1738504A1 |
| Автоматическая линия | 1988 |
|
SU1708545A1 |
| Ямокопатель | 1987 |
|
SU1436909A1 |
| DE 1427899, 25.02.1971. | |||

