Изобретение относится к производству стали в черной металлургии на дуговых электропечах постоянного и переменного токов.
Основным источником тепловой энергии, необходимой для выплавки стали в электрической дуговой печи остается электрическая дуга между шихтой и электродной колонной. Известно, что стоимость электродов, особенно графитированных, является существенной статьей затрат в электросталеплавильном производстве.
Расход электродов в электродуговой печи зависит от многих факторов, существенную долю которых составляет трещинообразование на нижних (по отношению к рабочему пространству печи) электродах электродной колонны и их разрушение [см.. например, R.D. Klein, К. Wimmer (SGL Garbon AG) “Requirements for Technology, Production and Customer Service of DC Electrodes”, MPT International April 1999, № 2, p.25...30].
Трещинообразование, обусловленное термическими напряжениями, при этом занимает определяющее место в причинах низкой стойкости электродов.
Термические напряжения, в свою очередь, всегда обусловлены существенным перепадом температуры по сечению нагреваемого (охлаждаемого) тела и это заключение в полной мере относится к образованию трещин на электродах электродной колонны.
Таким образом мероприятия, способствующие снижению перепада температуры по сечению электродов электродной колонны в процессе их эксплуатации в печи и охлаждения вне печи, однозначно способствуют уменьшению трещинообразованию на теле электродов.
Эти мероприятия могут быть реализованы в процессе нахождения электродной колонны вне электродуговой печи, т.е. в процессе подготовки колонны к эксплуатации.
Известен способ подготовки электродной колонны, включающий применение самоспекающегося электрода Зодерберга и соответственно наваривание нового кожуха, набивку в него самоспекающейся массы, замену обгоревших электродов новыми, что чаще осуществляют вне печи [см., например, И.В.Окороков. “Электроплавильные печи”. М.: Металлургиздат, 1945, с.46...47].
Указанный способ подготовки и эксплуатации электродной колонны имеет определенные достоинства по сравнению с угольными электродами, но существенно уступает графитированным электродам, получившим наибольшее применение на современных электродуговых сталеплавильных печах.
Известен способ подготовки электродной колонны, содержащей по меньшей мере один электрод к работе в электродуговой печи, включающий временное хранение колонны на специализированном стенде в вертикальном положении с закреплением в верхней части колонны, при необходимости удлинение колонны в этом положении вплоть до формирования новой колонны за счет добавления по меньшей мере одного нового электрода путем его свинчивания [см., например, Технологическую инструкцию ТИ 518-2012-ЭС-01-02 СЗАО “Молдавский металлургический завод”, стр. 4...6]. Указанную операцию временного хранения электродной колонны и сопутствующие ее операции по удлинению колонны осуществляют во время ремонта печи или по мере износа электродной колонны.
Известный способ подготовки электродной колонны по существенным признакам наиболее близок предлагаемому способу, поэтому принят за прототип.
Основным существенным недостатком известного способа является отсутствие мероприятий (действий) по снижению перепада температуры по сечению электродов электродной колонны как в начальном процессе ее временного хранения и резкого при этом охлаждения, так и в начальном процессе (конечном в части временного хранения) ее эксплуатации в электродуговой печи и резкого при этом нагрева.
Указанный недостаток известного способа способствует повышенному формированию термических трещин на теле электрода, ускорению его частичного или полного разрушения.
Предлагаемый способ подготовки электродной колонны к работе в электродуговой печи свободен от указанного недостатка и его негативных последствий для работоспособности электродов в электродной колонне благодаря максимальному уменьшению причин, приводящих к появлению термических напряжений и, как результат, к появлению термических трещин.
Перечисленные технические результаты достигаются за счет того, что в способе подготовки электродной колонны, содержащей по меньшей мере один электрод, к работе в электродуговой печи, включающем временное хранение колонны на специализированном стенде в вертикальном положении с закреплением в верхней части колонны, при необходимости удлинение колонны в этом ее положении вплоть до формирования новой колонны за счет добавления по меньшей мере одного нового электрода путем его свинчивания, согласно предложению в процессе указанного временного хранения колонны осуществляют по меньшей мере утепление части электродной колонны, расположенной ниже уровня специализированного стенда, а по большей мере подогревают утепленную часть колонны, при этом в обоих случаях обеспечивают повышение значения температуры электродов колонны по мере удаления от места ее закрепления. Кроме того, в процессе указанного временного хранения колонны ее поворачивают относительно продольной оси колонны. Колонну поворачивают периодически. Колонну поворачивают постоянно, кроме времени ее удлинения. Причем верхнюю часть колонны, выступающую над уровнем специализированного стержня, снаружи охлаждают водой. Кроме того, утепление и подогрев колонны осуществляют в нейтральной атмосфере.
Известен специализированный стенд для временного хранения электродной колонны и осуществления при этом удлинения колонны вплоть до формирования новой колонны путем свинчивания новых электродов. Стенд содержит расположенный выше уровня пола по меньшей мере один раструб, переходящий в цилиндрическую трубу, и механизм крепления колонны в отверстии трубы [см., например, указанную технологическую инструкцию].
Известный специализированный стенд для временного хранения электродной колонны и осуществления при этом удлинения колонны по существенным признакам наиболее близок предлагаемому, поэтому принят за прототип.
Известному специализированному стенду присущ существенный недостаток, состоящий в отсутствии средств и устройств для сохранения тепла электродной колонной, для исключения ее резкого охлаждения в начале процесса временного хранения колонны, для создания температурного поля в теле колонны, обеспечивающего снижение температурных напряжений в ее теле в момент начала работы колонны в электродуговой печи.
Предлагаемый специализированный стенд для временного хранения электродной колонны и подготовки ее к работе в электродуговой печи свободен от указанного недостатка. В нем предусмотрены средства, исключающие резкое охлаждение электродной колонны после ее изъятия из печи и установки на стенд для временного хранения. В нем также предусмотрены устройства, обеспечивающие получение в теле электродов электродной колонны определенного температурного поля, исключающего и/или снижающего температурный период в сечении (и по длине) электродов. Последнее устраняет и/или уменьшает вероятность образования термических трещин, особенно в первый момент начала работы установленной в электродуговую печь электродной колонны.
Перечисленные технические результаты достигаются за счет того, что в специализированном стенде, содержащем расположенный выше уровня пола по меньшей мере один раструб, переходящий в цилиндрическую трубу, и механизм крепления колонны в отверстии трубы, согласно предложению ниже уровня пола, оппозитно указанной трубе, расположена утепленная камера с устройствами подогрева, которая в верхней части снабжена каналом для отвода образующихся газов. Кроме того, стенд снабжен несколькими раструбами с цилиндрическими трубами, оппозитно которым расположена единая утепленная камера с устройствами подогрева. К тому же, устройства подогрева индивидуальны для каждой располагаемой на временное хранение на стенде электродной колонны. Помимо этого, раструб с механизмом крепления колонны установлен в подшипниковом узле. Причем раструб с механизмом крепления колонны снабжен механизмом поворота. Раструб снабжен механизмом стопорения от поворота.
Способ подготовки электродной колонны к работе в электродуговой печи и специализированный стенд для его реализации пояснены чертежами.
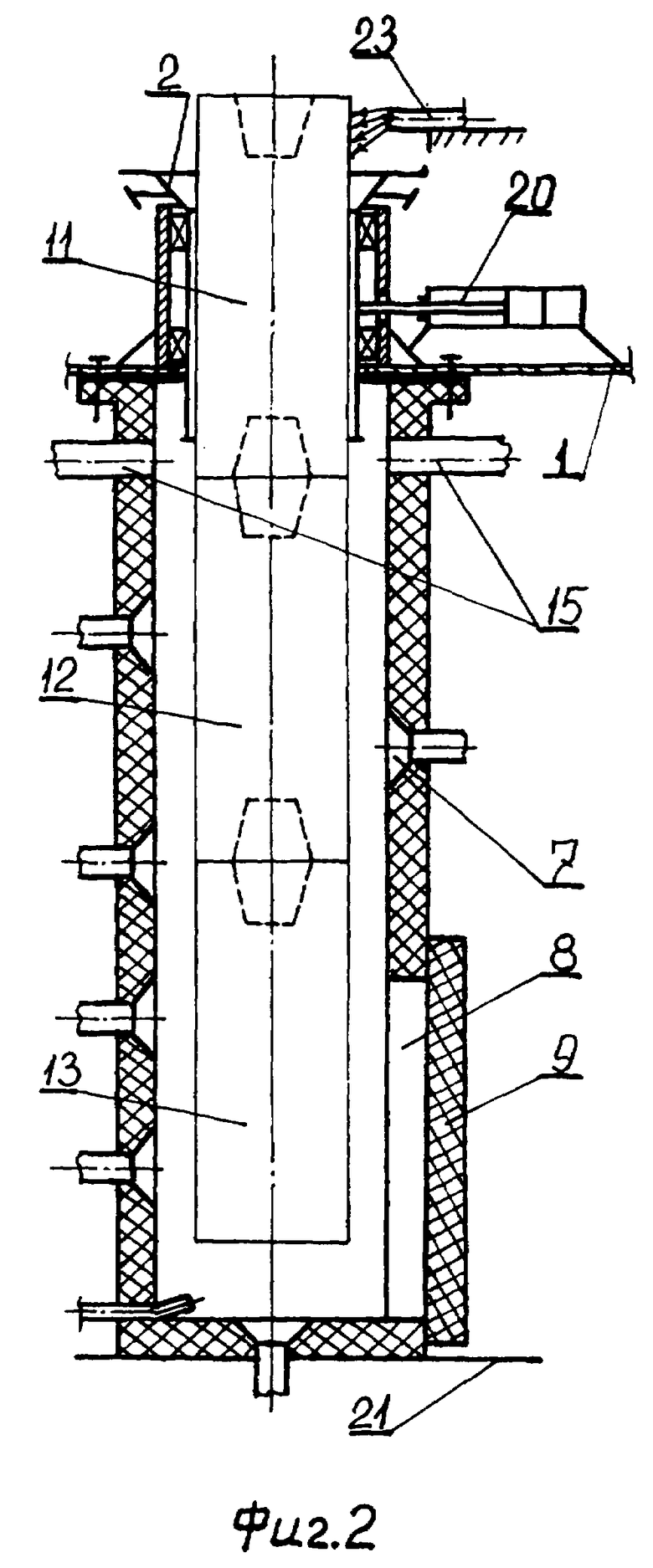
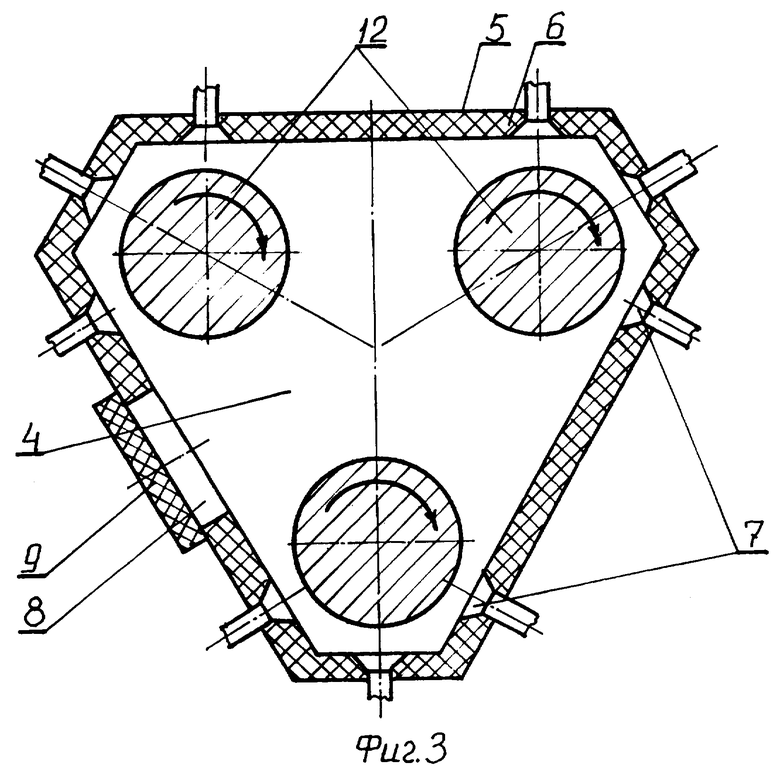
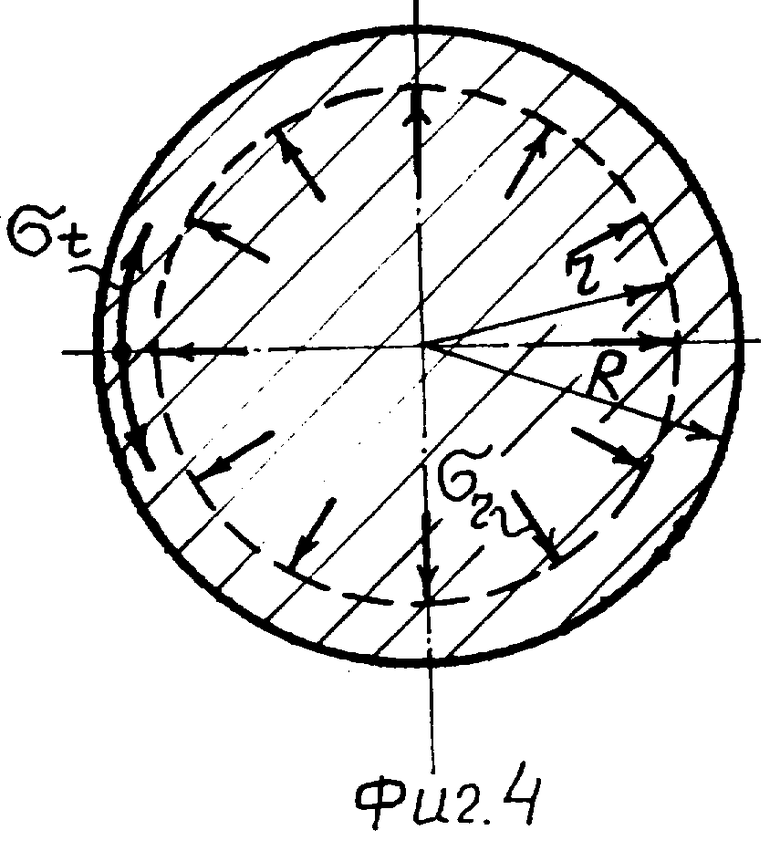
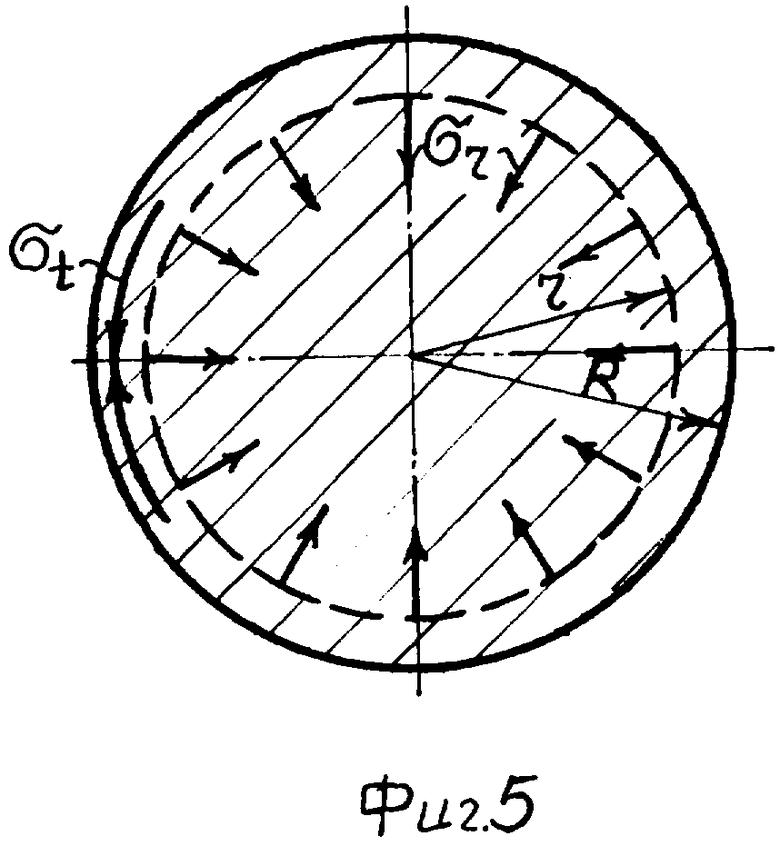
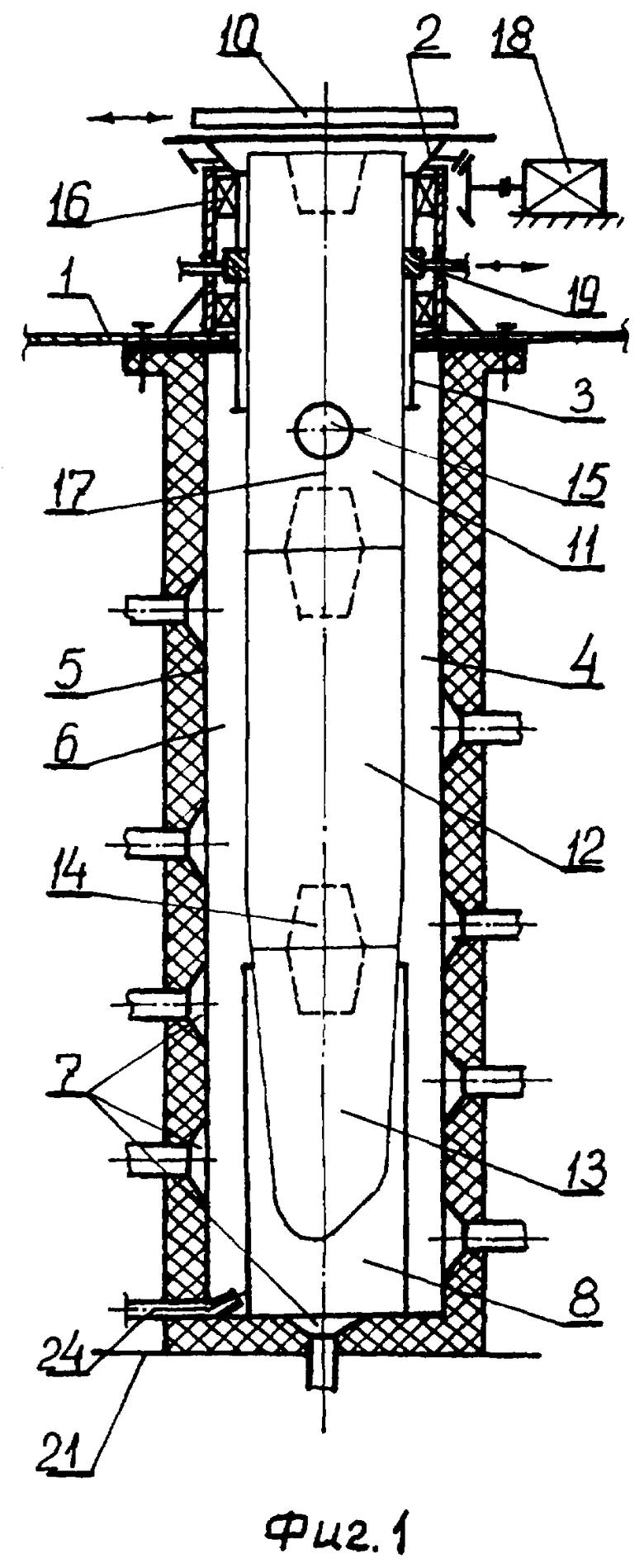
На фиг.1 показан специализированный стенд на примере одного раструба, переходящего в цилиндрическую трубу; на фиг.2 - то же, что на фиг.1, но для новой электродной колонны; на фиг.3 - одно из поперечных сечений специализированного стенда, содержащего три раструба, переходящих каждый в цилиндрическую трубу, с единой утепленной камерой; на фиг.4 - картина напряжений, возникающих в поперечном сечении электрода электродной колонны в процессе быстрого охлаждения горячей колонны после ее выемки из электродуговой печи и установки на временное хранение на специализированный стенд, не оборудованный утепленной камерой; на фиг.5 - аналогичная фиг.4 картина, но в процессе быстрого нагрева холодной колонны в рабочем пространстве электродуговой печи после снятия колонны со специализированного стенда, не оборудованного камерой утепления с устройствами подогрева.
Специализированный стенд для временного хранения электродной колонны применяют при ремонте электродуговой печи, при необходимости удлинения электродной колонны, вынутой из печи, а также при формировании новой электродной колонны.
Специализированный стенд установлен над и ниже уровня пола 1 (фиг.1 и 2) и содержит раструб 2 цилиндрической трубы 3. Ниже уровня пола, оппозитно отверстию трубы 3, установлена утепленная камера 4, состоящая из металлического кожуха 5 и теплоизолятора 6. В качестве теплоизолятора могут быть использованы, например, высокоглиноземистый шамот (температура эксплуатации до 1600°С), легковесы каолиновые (t эксплуатации до 1500°С), легковесный динасовый кирпич (t эксплуатации до 1550°С) и др. Утепленная камера 4 снабжена устройствами подогрева 7, выполненными в виде, например, газовых горелок. В нижней части камера 4 оборудована боковым окном 8 с крышкой 9, размеры которого достаточны для удаления целого электрода. При удлиненном по времени временном хранении раструб 2 накрывают крышкой 10. Электродная колонна содержит несколько электродов 11-13, минимальное число которых равно одному электроду, максимальное - зависит от параметров печи и длины электродов, но обычно не превышает трех. Электродную колонну из электродов 11-13 формируют путем свинчивания нового электрода с помощью ниппелей 14. В верхней части камера 4 оборудована каналом выхода газов 15. Раструб 2 в совокупности с цилиндрической трубой 3 может быть установлен в подшипниковый узел 16, создающий возможность его поворота относительно продольной оси 17. Для указанного поворота может быть использован привод поворота 18. Для стопорения электродной колонны и подвешивания ее в вертикальном положении специализированный стенд снабжен механизмом крепления колонны 19. Составной частью специализированного стенда является механизм стопорения 20 раструба 2 и трубы 3 от проворота во время свинчивания нового электрода. Камера 4 установлена на фундаменте 21. Специализированный стенд может быть оборудован несколькими раструбами 2 (тремя для электродуговых печей переменного тока). В этом случае оппозитно каждой цилиндрической трубе 2 может быть установлена утепленная камера 4 согласно описанию фиг.1. Однако в этом же случае оппозитно каждой цилиндрической трубе 3 (фиг.3) может быть установлена единая утепленная камера 22 с устройствами подогрева 7. При этом устройства подогрева 7 предпочтительно индивидуализированы, т.е. индивидуальны для каждой устанавливаемой на временное хранение электродной колонны. Составной частью специализированного стенда является спрейерная система 23 подачи охлаждающей воды на верхний в колонне электрод 11. При этом, так как высота расположения электрода 11 относительно пола 1 может меняться, спрейерная система 23 снабжена механизмом вертикального перемещения (на фиг.2 условно не показан). Составной частью стенда является также система подвода азота 24 в камеру 4 для создания в ней нейтральной атмосферы.
Необходимость применения предлагаемого способа подготовки электродной колонны к работе в электродуговой печи следует из следующих картин формирования термических напряжений в электродах электродной колонны (фиг.4 и 5).
Известно, что обусловленные неравномерностью распределения температуры максимальные температурные напряжения в теле электрода определяются выражениями:
- радиальное нормальное напряжение

- тангенциальное (окружное) нормальное напряжение

осевое нормальное напряжение

где Е - модуль Юнга;
ν - коэффициент Пуассона;
α - коэффициент линейного расширения;
t - среднеинтегральная температура по поперечному сечению электрода;
tR - температура у поверхности поперечного сечения электрода;

где r - текущий радиус поперечного сечения электрода; R - наружный радиус поперечного сечения электрода. На поверхности электрода ρ=1, lnρ=0 соответственно:

При этом Е, ν и α для материала рассматриваемого электрода электродной колонны при соответствующих температурах.
Следует учитывать относительно низкие значения Е и α для материала электродов [согласно Ir Loh Fook Guan и др. “Utilization and Optimization of DC Furnace Electrodes at Southern Steel Malaysia”, p.20, table 2 (Материалы фирмы SGL Carbon AG) известны следующие значения: Е=9,3...Кн/мм2 в продольном направлении и 4,8...5,2  в поперечном направлении; α=(0,5...0,6)·(10-6 К-1 в продольном направлении и (1,4...1,6)·(10-6 К-1 в поперечном направлении. Эти данные имеют место при комнатной температуре] и принятие ν=0,5 и постоянным при высоких температурах.
в поперечном направлении; α=(0,5...0,6)·(10-6 К-1 в продольном направлении и (1,4...1,6)·(10-6 К-1 в поперечном направлении. Эти данные имеют место при комнатной температуре] и принятие ν=0,5 и постоянным при высоких температурах.
В совокупности отмеченное позволяет считать [согласно формулам (1)-(4)], что возникающие в теле электродов электродной колонны термические напряжения в определяющей степени зависят от перепада температур по поперечному сечению электрода. Следовательно, снижение этого перепада температур пропорционально снизит термические напряжения, возникающие в теле электрода и приводящие к растрескиванию электродов и их повышенному износу. Последний дополнительно обусловлен тем, что появившиеся трещины всегда склонны распространяться.
Применительно к циклу эксплуатации электродов в электродной колонне в сталеплавильном производстве с электродуговой печью указанный температурный перепад в поперечном сечении электродов особенно значителен:
- во-первых, в начале работы новой электродной колонны, имеющей температуру на уровне 20°С, в электродуговой печи (из-за низкой исходной температуры электродов колонны указанный перепад температур в теле электродов в начальный момент эксплуатации может достигать порядка 2200...2400° и обусловлен быстрым их нагревом);
- во-вторых, в начале работы ранее эксплуатируемой электродной колонны (колонн применительно к электродуговой печи переменного тока), установленной на специализированный стенд на временное хранение на время ремонта печи и остывшей до уровня температуры цеха (также из-за низкой исходной температуры электродов колонны указанный перепад температур в теле электродов в начальный момент эксплуатации может достигать порядка 2200...2400° и также обусловлен быстрым нагревом тела электрода);
- в-третьих, в начале охлаждения ранее эксплуатируемой электродной колонны, установленной на специализированный стенд на временное хранение; из-за высокой температуры электродов (особенно нижнего), достигающей 2400°С и выше, при температуре в цехе на уровне 20°С, указанный перепад температур в теле электрода в начальный момент охлаждения также может находиться на уровне 2200...2400°.
Отмеченное в большей мере относится к нижнему электроду электродуговой печи, хотя присуще и следующему за ним электроду по мере опускания электродной колонны в печь.
При этом, когда поверхность холодного электрода электродной колонны быстро нагревается, возникающие в нем осевые σz и тангенциальные σt напряжения являются сжимающими. Однако они сочетаются со значительными растягивающими радиальными напряжениями (фиг.5), что в совокупности может привести к появлению как продольных, так и поперечных трещин в подповерхностных слоях электрода с последующим их выходом на его поверхность.
Когда поверхность разогретого электрода электродной колонны быстро охлаждается в его поперечном сечении, в поверхностных слоях, образуются тангенциальные растягивающие напряжения при радиальных сжимающих напряжениях (фиг.4). В этих условиях растягивающие напряжения могут привести к появлению и развитию поверхностных продольных трещин, которые распространяются в и по телу электрода.
Таким образом, если обеспечить медленное охлаждение электродной колонны после ее выемки из электродуговой печи и установки на специализированный стенд и если обеспечить меньший перепад температур в поперечном сечении электродов электродной колонны, охлажденной во время пребывания на специализированном стенде, в начальный момент ее работы в печи, есть все основания считать, что вероятность образования термических трещин на теле электрода также уменьшится.
Последнее составляет сущность предлагаемого способа подготовки электродной колонны к работе в электродуговой печи и специализированного стенда для его реализации.
Предлагаемый способ реализуют следующим образом.
После выемки разогретой электродной колонны из электродуговой печи для временного хранения на специализированном стенде (например, с целью удлинения электродной колонны, при этом колонна может состоять вплоть до одного верхнего электрода 11, или в случае остановки печи на ремонт, при этом колонна может состоять от одного до трех электродов 11-13) ее помещают в вертикальном положении в утепленную камеру 4, закрепляя в верхней части электрод 11 в трубе 3 с помощью механизма 19.
Перед установкой электродной колонны камера 4 по меньшей мере прогрета с помощью горелок 7 и утеплена с помощью крышки 10. По большей мере, когда предполагается относительно длительное пребывание электродной колонны на специализированном стенде (например, при ремонте печи), осуществляют подогрев колонны с помощью устройств 7.
При этом частота расположения устройств подогрева 7 в камере 4 возрастает по мере приближения к фундаменту 21, кроме того, по меньшей мере одно устройство 7 расположено в дне камеры 4 и обеспечивает прогрев торцевой части электродной колонны (торца первого снизу электрода 13). Кроме того, устройства подогрева 7 могут быть расположены по высоте камеры 4 в шахматном порядке.
Для более равномерного прогрева поперечных сечений колонны ее поворачивают относительно продольной оси 17. Указанный поворот колонны могут осуществлять периодически (например, вручную) или постоянно с помощью привода 18. Поворот колонны обеспечивают благодаря размещению раструба 2 и цилиндрической трубы 3 с механизмом крепления 19 в подшипниковом узле 16.
Удлинение колонны осуществляют известным способом путем свинчивания нового электрода в подготовленное гнездо верхнего электрода 11 колонны. При этом с помощью механизма 20 предварительно стопорят трубу 3 и временно отключают устройства подогрева 7.
Формирование новой электродной колонны осуществляют путем выполнения операций, аналогичных ее удлинению, начиная с верхнего электрода, который к концу формирования колонны становится 13. При этом, в отличие от удлинения электродной колонны, когда устройства подогрева 7 колонны могут и не включаться из-за кратковременности пребывания колонны на специализированном стенде, после завершения процесса формирования новой колонны осуществляют тщательный ее прогрев с помощью устройств подогрева 7, обеспечивая квазиравномерное по каждому поперечному сечению колонны распределение температуры.
Во всех случаях нахождения электродной колонны на специализированном стенде благодаря утепленной камере 4 и устройств подогрева 7 обеспечивают повышение значений температуры электродов колонны по мере удаления от места ее закрепления, т.е. учитывают специфику работы электродной колонны в электродуговой печи.
Во время относительно длительного пребывания электродной колонны на специализированном стенде, например при ремонте печи или при необходимости тщательного прогрева электродов новой колонны, с помощью спрейерной установки 23 (фиг.2) подают воду на верхний электрод 11. Указанным охлаждением исключают разогрев этого электрода выше температур его эксплуатации в электродуговой печи.
Для исключения повышенного окисления поверхности электродов колонны во время ее нахождения в камере 4 в последней обеспечивают нейтральную атмосферу. Последнее обеспечивают, во-первых, благодаря созданию в камере 4 слабоокисленной атмосферы при работе установок 7, во-вторых, дополнительной подачей в камеру, например, азота через устройство 24. Продукты сгорания (газы) из камеры 4 отводят через канал 15; число каналов может быть больше одного и расположены они равномерно по окружности относительно трубы 3 обязательно ниже ее кромки с целью максимального устранения поступления газов в раструб 2. При этом с этой же целью применение способа и специализированного стенда не исключает использование мулитокремнеземистой ваты (например, МКРР - 130) в зазоре труба 3 - электродная колонна.
Так как при реализации способа возможно разрушение части колонны и падение отломанных концов на дно камеры 4 (это возможно, при этом причиной разрушения являются предварительные разрушения электродов колонны в процессе работы в электродуговой печи), в камере 4 предусмотрены боковое окно 8 и крышка 9. Их размеры соответствуют отваливающимся кускам электродной колонны, но обычно не превышают размеров одного электрода. Напротив бокового окна 8 располагают механизм уборки отвалившихся кусков колонны (на чертежах условно не показан, так как не меняет существа реализации способа).
Применительно к эксплуатации электродуговой печи с несколькими электродными колоннами (печи переменного тока, печи постоянного тока с двумя электродами) специализированный стенд оборудуют несколькими раструбами 2 с цилиндрическими трубами 3.
Реализация способа предполагает два варианта исполнения утепленной камеры 4 с устройствами подогрева 7: с индивидуальной камерой для каждой электродной колонны, устанавливаемой на стенде для временного хранения (полная аналогия с фиг.1 и 2); с единой утепленной камерой 22 (фиг.3), охватывающей все устанавливаемые на стенд электродные колонны. При этом во втором варианте, т.е. при применении единой утепленной камеры 22, устройства подогрева 7 электродов колонны индивидуальны для каждой колонны (см. фиг.3), также индивидуальна верхняя часть стенда, т.е. раструб 2, труба 3 и т.д.
Максимальная температура нижнего электрода 13 электродной колонны (фиг.1 и 2), достигаемая в утепленной камере 4, особенно нижнего торца электрода, при реализации настоящего способа определяется отмеченной температурой эксплуатации теплоизоляторов 6, примененных в утепленной камере 4, и таким образом находится на уровне порядка 1500°С. При использовании теплоизоляторов с более высокой температурой эксплуатации это значение максимальной температуры может быть повышено, пропорционально возрастет эффективность способа в снижении вероятности образования термических трещин в электродах колонны.
Минимальная температура верхнего электрода 11 электродной колонны, особенно его верхнего торца (фиг.1 и 2), при реализации настоящего способа обеспечивают такой, что допускается свободное прикосновение голой руки к торцу электрода (см. требования указанной инструкции ТИ 518-2012-ЭС-01-02, стр. 4, п.3.4.1).
Таким образом, при реализации способа обеспечивают перепад температуры в поперечном сечении электродов во всех рассмотренных случаях начала эксплуатации и начала временного хранения электродной колонны на уровне от (2200...2400°С) до 1500°С, т.е. на уровне 700...900°С. Согласно уравнению (4) обеспечение перепада температур в поперечном сечении электродов колонн на указанном уровне снижает тангенциальные σt и осевые σz напряжения, например, в поверхностных слоях электродов в 2,7...3 раза. В случае реализации более высоких максимальных температур в утепленной камере 4, указанные значения снижения термических напряжений возрастают.
Пример 1. В процессе эксплуатации электродной колонны, составленной из электродов диаметром 750 мм, в электродуговой печи и применения тока 110 КА основная часть нижнего электрода нагревается до 2307°С, в торцевой его части и до 1935°С в его поверхностных (боковых) слоях [см. данные проспекта фирмы SGL Carbon Group “News and Recommendations for AC и DC Arc Furnace Applications”. 09.99/1 Printed in Germany, p.4, Fig.2).
В электродуговую печь устанавливают новую колонну, которую в утепленной камере 4 специализированного стенда подогревают до температуры на торце нижнего электрода 1500°С с постепенным понижением температуры тела этого электрода по высоте до 1400°С (и ниже по мере приближения к верхнему электроду 11). Согласно уравнению (4), при реализации указанных режимов в поверхностных слоях электродов в начальный момент их эксплуатации получили картину напряженного состояния, приведенную на фиг.5, но в отличие от известного способа снизили тангенциальные σt, и осевые σz термические напряжения в торцевой части нижнего электрода в 2,7 раз, в боковых его слоях - в 3,6 раз.
Пример 2. Во время ремонта электродуговой печи электродную колонну временно (в течение 8 часов) хранили на специализированном стенде в утепленной камере 4, где обеспечивали подогрев колонны горелками 7 в нейтральной атмосфере с нагревом нижнего торца нижнего электрода до 1500°С с постепенным понижением температуры этого электрода по высоте до 1400°С (и ниже по мере приближения к верхнему электроду колонны).
В начальный момент эксплуатации электродной колонны в электродуговой печи в электродах получили картину напряженного состояния, приведенную на фиг.5, и снижение термических напряжений в нижнем электроде, аналогичное примеру 1.
Пример 3. Во время эксплуатации электродной колонны с электродами диаметром 750 мм в электродуговой печи и применении тока 110 КА имели разогрев нижнего электрода до температур, указанных в примере 1.
Электродуговую печь остановили па ремонт продолжительностью несколько часов. Перед ремонтом электродную колонну (три колонны для печи переменного тока) удалили из печи и установили на специализированный стенд, оборудованный утепленной камерой 4 и подогревательными горелками 7 [в случае печи переменного тока электродуговые колонны поместили, например, в утепленную камеру 22 (фиг.3)].
Перед указанной остановкой работы электродуговой печи утепленную камеру нагрели до 1500°С, создав и поддерживая в ней нейтральную атмосферу.
Обеспечили снижение термических напряжений в теле нижнего электрода, аналогичное примеру 1, но с учетом изменения картины напряженного состояния (фиг.4).
Таким образом, способ подготовки электродной колонны к работе в электродуговой печи и специализированный стенд для его осуществления позволяют в несколько раз снизить термические напряжения, возникающие в электродах электродной колонны. Эти напряжения обусловлены существенным перепадом температур по поперечному сечению электродов, формирующимся в процессе эксплуатации электродной колонны в электродуговой печи в процессе временного хранения колонны на специализированном стенде. При применении способа указанный перепад температур снижается в несколько раз, примерно во столько же раз уменьшаются термические напряжения в электроде. Снижение значений термических напряжений уменьшает вероятность появления и размеры образующихся на теле электродов продольных и поперечных трещин, а следовательно, уменьшает вероятность ускоренного разрушения электродов. Последнее улучшает технико-экономические показатели работы электродуговой печи, так как расход электродов при работе печи вносит заметный вклад в себестоимость производимой стали.
Применение способа и специализированного стенда для его осуществления наиболее эффективно при использовании электродов с вкладышем из алюминия в ниппелях электродной колонны (заявка №2001108 391/06 (008890) от 30.03.01 и заявка №2002126383 от 04.10.02). Отмеченное повышение эффективности обусловлено, во-первых, существенным снижением разогрева ниппеля, соответственно снижением его теплового расширения и возникающих при этом в теле электрода тангенциальных растягивающих напряжений (см. указанный материал фирмы SGL Carbon Group “News...”, р.4, фиг.2), во-вторых, предварительным расплавлением алюминия во всех ниппелях электродной колонны до начала ее эксплуатации в электродуговой печи и, следовательно, одновременным участием всех ниппелей электродной колонны с самого начала работы колонны в печи в снижении сопротивления протеканию электрического тока через сочленения электрод - ниппель -электрод электродной колонны.
Изобретение относится к производству стали в дуговых электропечах. Стенд для подготовки электродной колонны к работе в электродуговой печи содержит по меньшей мере одну, расположенную выше уровня пола трубу с раструбом, и механизм крепления колонны в трубе. Ниже уровня пола, оппозитно трубе, расположена утепленная камера с газовыми горелками, снабженная в верхней части каналом для отвода продуктов горения. Стенд может быть снабжен несколькими трубами, оппозитно которым расположена единая утепленная камера с газовыми горелками, при этом каждая колонна имеет индивидуальные горелки. Способ подготовки электродной колонны включает ее хранение на стенде в вертикальном положении и удлинение за счет добавления по крайней мере одного нового электрода. Хранение колонны осуществляют путем утепления и подогрева части колонны, расположенной ниже уровня пола. Повышение температуры электродов обеспечивают по мере удаления от места закрепления колонны. Колонну поворачивают относительно продольной оси периодически или постоянно. Выступающую над уровнем стенда часть верхнего в колонне электрода снаружи охлаждают водой. Утепление и подогрев колонны осуществляют в нейтральной атмосфере. Технический результат – снижение перепада температуры по сечению электродов колонны, уменьшение термических трещин в электродах и замедление их разрушения. 2 н. и 10 з.п. ф-лы, 5 ил.
| Технологическая инструкция “Выплавка и разливка электростали”, ТИ 518-2012-ЭС-01-02, с.4-6 | |||
| СЗАО “Молдавский металлургический завод” | |||
| Рыбница | |||
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1993 |
|
RU2062802C1 |
| Способ спекания самоспекающегося электрода трехэлектродной руднотермической электропечи | 1989 |
|
SU1746540A1 |
| Способ обработки электродов на основе железа для электроискрового легирования | 1989 |
|
SU1708913A1 |
| US 5410566 A, 25.04.1995. | |||

