Изобретение относится к области применения полимерных материалов для защиты изображений на технических носителях от воздействия внешних факторов и может быть использовано в сфере прикладного технического творчества, рекламы и т.д.
Существующие способы защиты изображений используют технологию термоупаковки их вместе с техническим носителем, на котором они нанесены, что накладывает некоторые ограничения на область их применения. Так, ламинированные изображения на бумаге, фотобумаге, пленке и т.д. используются в основном в закрытых помещениях или местах с ослабленным воздействием внешних факторов, их поверхности невозможно придать трехмерную криволинейную форму.
Известен способ ламинирования документов, фотографий и т.д. методом их герметичной упаковки в прозрачный пластик, поддающийся термопластической обработке (1). Ламинируемое изображение вместе с носителем помещается между двумя листами прозрачного пластика, размеры которых больше размеров носителя изображения на величину, достаточную для обеспечения сваривания их друг с другом за кромкой носителя. Сваривание происходит при повышенной температуре и давлении (сжатии). При этом листы пластика переходят в пластичное состояние и под воздействием давления сращиваются с изделием и друг с другом.
Недостатками этого технического решения являются слабое проникновение термопластов в структуру ламинируемого предмета, что приводит к довольно быстрому разрушению ламинируемого слоя при эксплуатации на открытом воздухе. Так, наличие малейшего дефекта в соединении двух пластиков за кромкой изделия или на его поверхности во влажной среде приведет к попаданию влаги внутрь и в конечном итоге к порче изделия. Кроме того, таким образом невозможно придать поверхности ламинируемого изделия криволинейную форму.
Задачей настоящего изобретения является обеспечение надежности защиты ламинируемых изделий от воздействия внешней среды и возможности придания изделиям криволинейной формы. Она решается путем диффузионного (проникающего) ламинирования текучим пластиком изображений, выполненных с помощью адгезивных к нему красителей и носителей, например рисунки на бумаге, полученные с помощью устройства цветной печати (принтера). В случае использования в качестве носителя полимерной пленки, неадгезивной к ламинируемому пластику, например эпоксидной смоле происходит ламинирование только самого изображения (в нашем случае красителя). При этом носитель легко отделяется от изображения, что обеспечивает возможность придания изделию криволинейной формы, например сферической.
Для этих целей могут быть использованы все полимеры, обладающие необходимыми признаками и переходящие в равновесное твердое состояние в естественных условиях.
Физической основой способа является диффузионное проникновение текучего пластика в тело изображения и носителя. После отверждения пластика носитель, изображение и слой пластика, покрывающий их, становятся единой структурой, которая практически не подвержена влиянию внешней среды.
При решении поставленной задачи возможны случаи изменения цвета носителя изображения (фона), а изображения на бесцветной прозрачной пленке вообще слабо видимы. В этих случаях необходимо восстановление отражающей способности носителя, например белой бумаги, или создание специального отражающего слоя для носителей в виде прозрачной пленки, т.е. создание подсвечивающего слоя. Это достигается окрашиванием тыльной стороны носителя или ламинированного с лицевой стороны изображения красителем, например эмалью НЦ или окрашенным используемым пластиком.
Пример.
Для реализации изобретения было взято изображение размером 14×18, выполненное с помощью компьютерной технологии и цветного лазерного принтера на белой бумаге. В качестве пластичного материала использовалась эпоксидная смола, подготовленная к отверждению (10 частей смолы и 1 часть отвердителя, тщательно перемешанные друг с другом). Для покрытия ламинируемого изображения с двух сторон слоем пластика в 2 мм было использовано 130 мм эпоксидной смолы, 13 мл отвердителя.
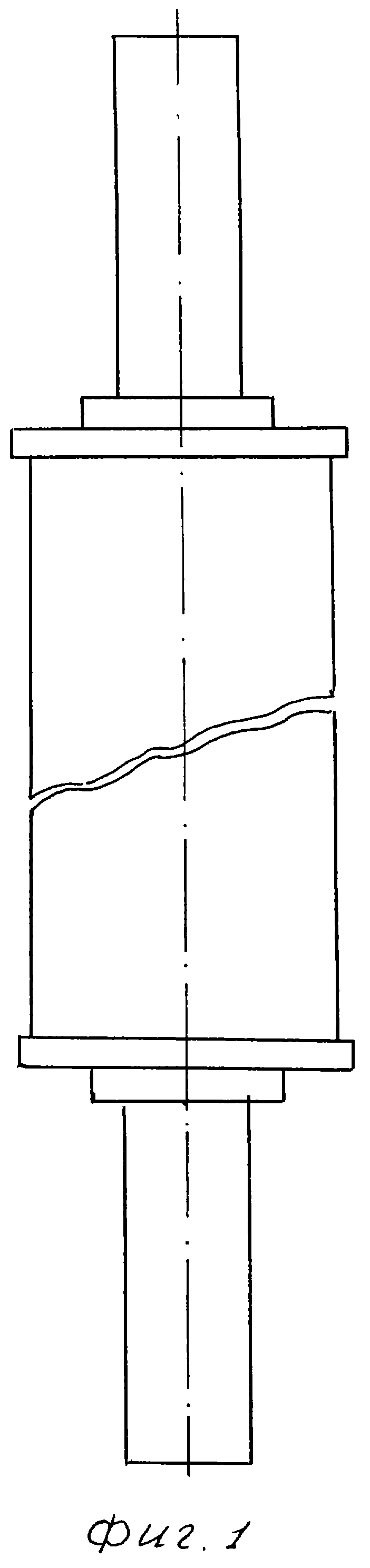
На первом этапе ламинирования было использовано 65 мл эпоксидной смолы и 6,5 мл отвердителя, которые после тщательного перемешивания были нанесены с помощью полиэтиленового шпателя на лицевую сторону изображения и носителя, на которые после этого сверху был уложен лист полиэтиленовой пленки. Выполненная таким образом заготовка была медленно прокатана валом-дозатором поверх полиэтиленовой пленки. Вал-дозатор представляет собой металлический вал со съемными шайбами, установленными по обе его стороны (Фиг.1). После полного отверждения пластика был проведен второй этап ламинирования, заключающийся в том, что на тыльную сторону листа бумаги с изображением был нанесен тонкий слой эмали НЦ. Третьим этапом ламинирования было осуществлено нанесение ламинирующего слоя на тыльную сторону листа бумаги с изображением поверх слоя эмали, на которую был уложен лист полиэтилена. Полученная заготовка была медленно прокатана валом-дозатором. После полного отверждения слоя были отделены полиэтиленовые пленки, края ламинированного изображения выровнены.
Ламинированные изображения, отделенные от носителя, легко формуются с помощью подготовленных для этого форм и воздействия тепла, например, источника светового или теплового излучения (фиг.2), при условии термопластичности ламинирующего пластика.
Данные с характеристиками прототипа и образца представлены в таблице.
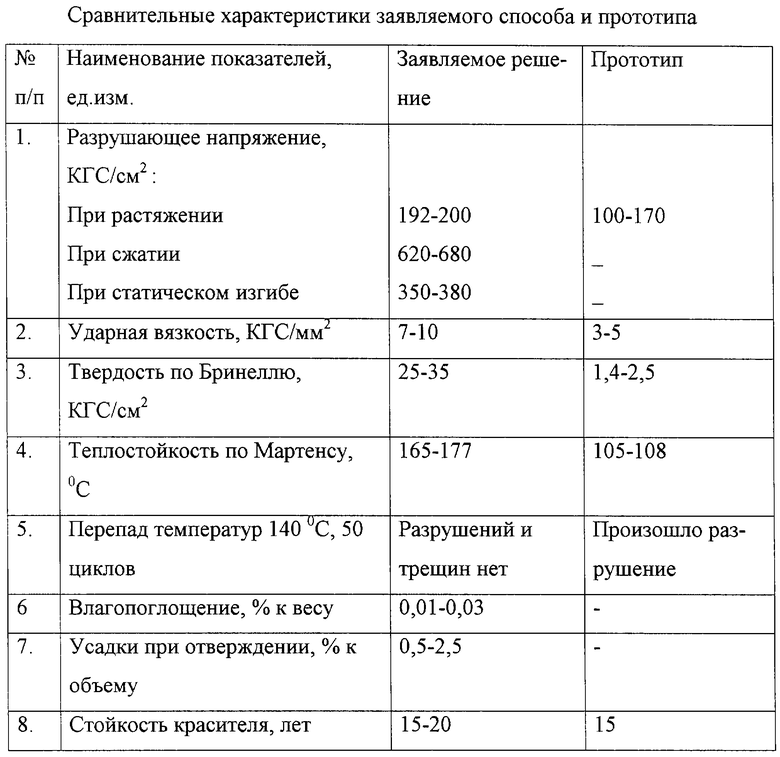
Кроме приведенных данных, структура изображения на прозрачной пленке до и после ламинирования была рассмотрена под микроскопом. На ламинируемом изображении отмечено наличие воздушных пузырьков, количество которых более чем на порядок ниже количества точек структуры изображения, их размеры по площади в 3-10 раз меньше последних. При этом количество крупных пузырьков не превышает 10%. В связи с этим видимых помех изображению они не создают, т.е. ламинированное изображение воспринимается как обычная фотография.
Принимая во внимание приведенные исследования, можно сказать, что изображения, отламинированные заявляемым способом, могут выдерживать большие физические нагрузки, низкие и высокие температуры, следовательно, вполне пригодны для эксплуатации в условиях внешней среды и при этом не происходит ухудшения качества изображения. Заявляемый способ пригоден для получения ламинированных изображений любой криволинейной формы.
Способ диффузионного ламинирования для повышения надежности заключается в том, что в качестве пластичного материала используют текучие пластики, например эпоксидную смолу, смешанную с отвердителем в пропорции 10:1. 4 з.п.ф-лы, 2 ил., 1 табл.
| БЕЛОУСОВ Г.М | |||
| Средства организационной техники, каталог-справочник | |||
| - М.: Экономика, 1985 | |||
| Передвижная секционная опалубка | 1982 |
|
SU1038447A1 |
| US 4863195 А, 05.09.1989 | |||
| СПОСОБ СТАБИЛИЗАЦИИ ПОСТОЯНСТВА ФАЗЫ ИЗЛУЧАЕМЫХ ИМПУЛЬСНЫХ СИГНАЛОВ РАДИОЛОКАЦИОННОЙ СТАНЦИИ | 1994 |
|
RU2087921C1 |
| DE 4011135 A1, 02.10.1991. | |||

